- User Interfaces
- Gmoccapy
- A and B axis jog very slow when angular velocity is specified in display section
A and B axis jog very slow when angular velocity is specified in display section
- reBrick
- Offline
- Junior Member
-

Less
More
- Posts: 23
- Thank you received: 2
24 Jan 2024 17:32 #291535
by reBrick
A and B axis jog very slow when angular velocity is specified in display section was created by reBrick
A and B axis jog very slow when these are defined in display section...
DEFAULT_ANGULAR_VELOCITY = 5.60
MIN_ANGULAR_VELOCITY = 0
MAX_ANGULAR_VELOCITY = 56.00
This affects A and B even when the joint is type linear
If I change display to axis, the jog function is normal. If I remove the angular specification in gmoccapy the jog is normal. Jogging with pendant is normal in all cases, this is a gmoccapy display issue.
Thanks for taking the time to consider my problems!
DEFAULT_ANGULAR_VELOCITY = 5.60
MIN_ANGULAR_VELOCITY = 0
MAX_ANGULAR_VELOCITY = 56.00
This affects A and B even when the joint is type linear
If I change display to axis, the jog function is normal. If I remove the angular specification in gmoccapy the jog is normal. Jogging with pendant is normal in all cases, this is a gmoccapy display issue.
Thanks for taking the time to consider my problems!
Attachments:
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-

Less
More
- Posts: 2126
- Thank you received: 882
31 Jan 2024 20:35 #292102
by spumco
Replied by spumco on topic A and B axis jog very slow when angular velocity is specified in display section
Gmoccapy appears to define the max/min angular jog velocities in degrees/minute.
github.com/LinuxCNC/linuxcnc/blob/master...gmoccapy.glade#L1403
Which means a value of "56" will result in 56 degrees per minute - painfully slow.
If you want 56 degrees/second, try increasing by a factor of 60. Same with the default velocity value.
Note that the same glade file appears to have a max limit of 3600. This may need to be changed in a glade editor:
forum.linuxcnc.org/gmoccapy/38811-gmocca...ular-velocity#163532
github.com/LinuxCNC/linuxcnc/blob/master...gmoccapy.glade#L1403
Which means a value of "56" will result in 56 degrees per minute - painfully slow.
If you want 56 degrees/second, try increasing by a factor of 60. Same with the default velocity value.
Note that the same glade file appears to have a max limit of 3600. This may need to be changed in a glade editor:
forum.linuxcnc.org/gmoccapy/38811-gmocca...ular-velocity#163532
Please Log in or Create an account to join the conversation.
- reBrick
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 2
31 Jan 2024 23:39 #292111
by reBrick
Replied by reBrick on topic A and B axis jog very slow when angular velocity is specified in display section
It shouldn't affect Linear axis. Joint 3 and Joint 4 are both linear.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 2126
- Thank you received: 882
01 Feb 2024 01:42 #292116
by spumco
Replied by spumco on topic A and B axis jog very slow when angular velocity is specified in display section
Sorry, misunderstood your config.
Try adding this to INI:
[AXIS_A]
TYPE = LINEAR
[AXIS_B]
TYPE = LINEAR
I had a similar problem just the other day with axis GUI. The gui was programmed to interpret XYZUVW as linear axes unless specifically defined in [AXIS]. This meant my W rotary axis was clamped by the gui at linear units.
Gmoccapy may have the same or similar programming.
Try adding this to INI:
[AXIS_A]
TYPE = LINEAR
[AXIS_B]
TYPE = LINEAR
I had a similar problem just the other day with axis GUI. The gui was programmed to interpret XYZUVW as linear axes unless specifically defined in [AXIS]. This meant my W rotary axis was clamped by the gui at linear units.
Gmoccapy may have the same or similar programming.
Please Log in or Create an account to join the conversation.
- reBrick
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 2
01 Feb 2024 02:26 #292117
by reBrick
Replied by reBrick on topic A and B axis jog very slow when angular velocity is specified in display section
Thanks for the pointers. I have increased the angular velocity, maybe too much. Setting axis to linear didn't resolve the problem, A and B respond to angular settings in GUI whether linear or angular.
Attachments:
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 2126
- Thank you received: 882
01 Feb 2024 03:20 #292118
by spumco
Replied by spumco on topic A and B axis jog very slow when angular velocity is specified in display section
You may want to open a ticket on github for this. If gmoccapy isn't responding as expected - that is using the expected units & limits for an axis type - the devs should know about it.
Or clarify in the user manual how to set an axis, or there are arbitrary restrictions on linear axis names.
Or clarify in the user manual how to set an axis, or there are arbitrary restrictions on linear axis names.
Please Log in or Create an account to join the conversation.
- reBrick
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 2
28 Feb 2024 04:25 #294658
by reBrick
Replied by reBrick on topic A and B axis jog very slow when angular velocity is specified in display section
It was pointed out to me by Andy Pugh that convention is to use W for a second Z axis (I didn't realize the association with existing axes) and if I change the 4th linear axis from A to W this is no longer a problem. The problem I have now is that gmoccapy doesn't seem to render the build volume correctly with W axis, so the model is displayed far outside the build volume. Simply going back to axis seems to work fine.
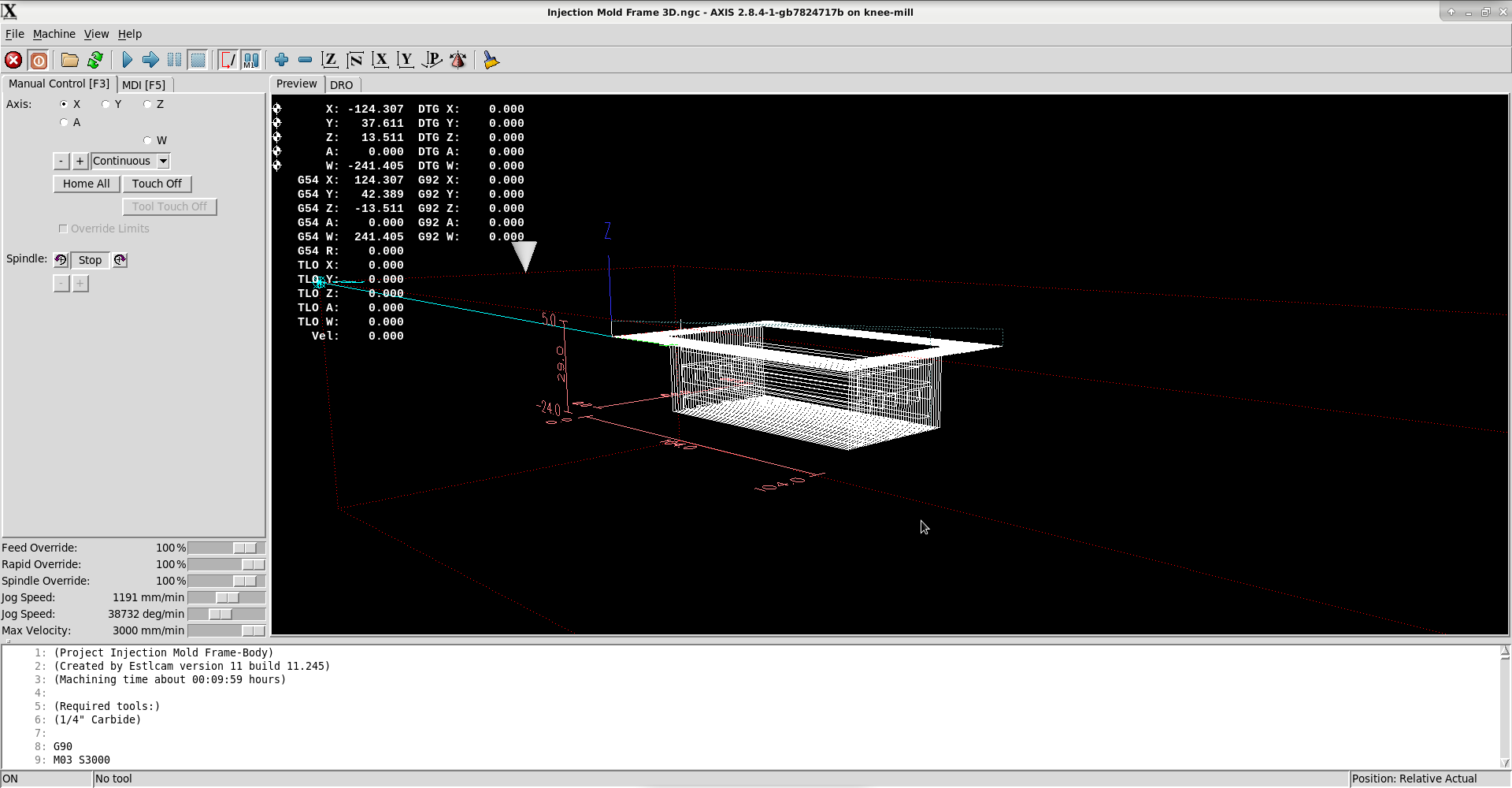
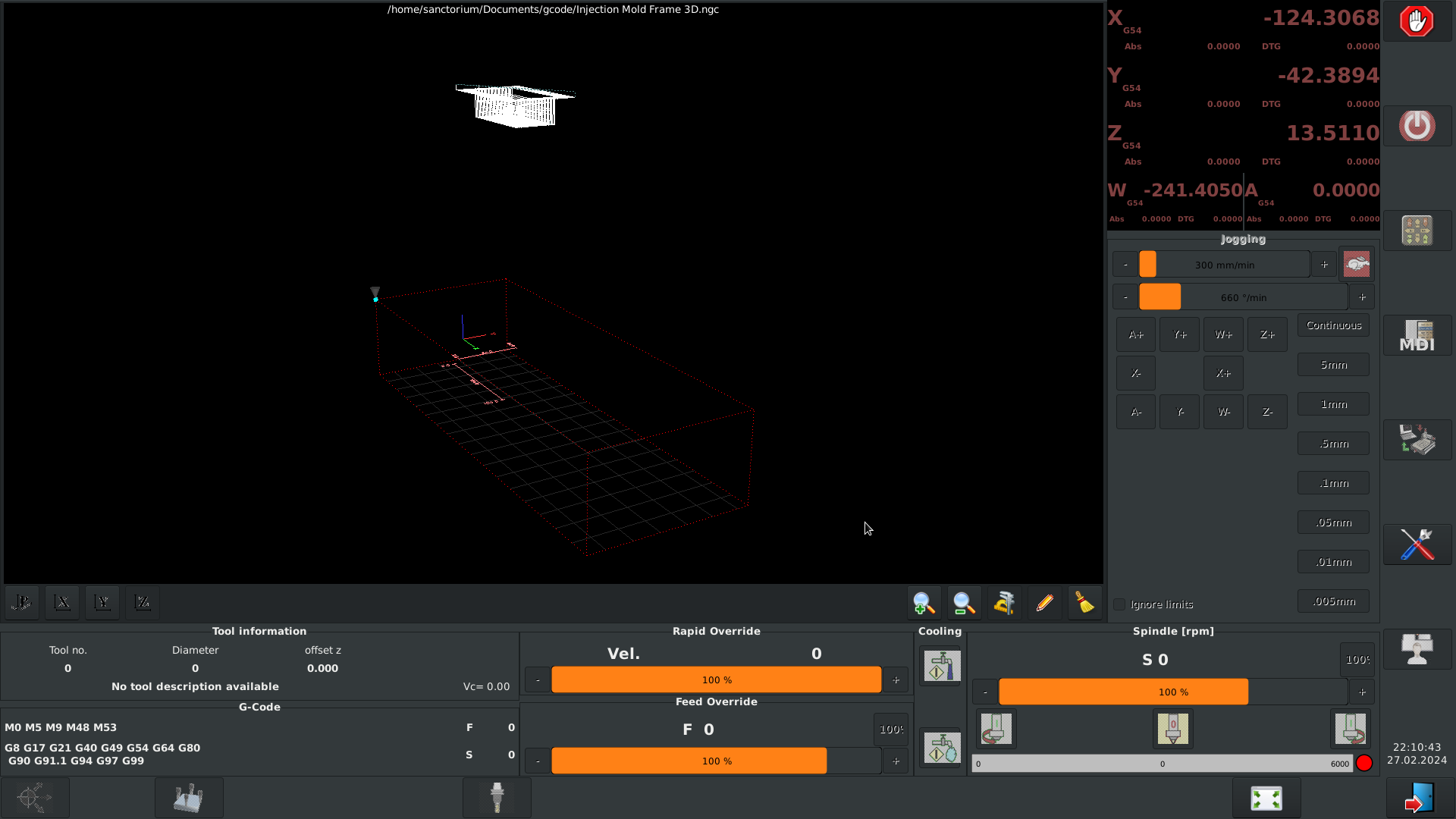
Attachments:
Please Log in or Create an account to join the conversation.
- scotth
- Offline
- Elite Member
-

Less
More
- Posts: 242
- Thank you received: 61
28 Feb 2024 05:21 - 28 Feb 2024 05:56 #294661
by scotth
Replied by scotth on topic A and B axis jog very slow when angular velocity is specified in display section
Can you show us your machine's physical layout?
W normally is linear and runs parallel with Z.
In your ini file, A has different max limit than joint4.
Look at www.mastercam.com/news/blog/multiaxis-ma...ks-and-its-benefits/
W normally is linear and runs parallel with Z.
In your ini file, A has different max limit than joint4.
Look at www.mastercam.com/news/blog/multiaxis-ma...ks-and-its-benefits/
Last edit: 28 Feb 2024 05:56 by scotth.
Please Log in or Create an account to join the conversation.
- reBrick
- Offline
- Junior Member
-
Less
More
- Posts: 23
- Thank you received: 2
28 Feb 2024 06:05 - 28 Feb 2024 06:08 #294664
by reBrick
Replied by reBrick on topic A and B axis jog very slow when angular velocity is specified in display section
It's a knee mill Z is quill, W is knee and A is rotary table. I haven't connected rotary table yet, just trying to get the configuration working and attempting to run a job with the XYZW (really just XYZ as I don't address W in gcode).
Last edit: 28 Feb 2024 06:08 by reBrick.
Please Log in or Create an account to join the conversation.
- scotth
- Offline
- Elite Member
-
Less
More
- Posts: 242
- Thank you received: 61
28 Feb 2024 06:21 #294665
by scotth
Replied by scotth on topic A and B axis jog very slow when angular velocity is specified in display section
In the program, anything with a G1 will try and reach the endpoint in a coordinated move, with all axis reaching the final point at the same time. A slower axis will limit axis velocity.
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
- User Interfaces
- Gmoccapy
- A and B axis jog very slow when angular velocity is specified in display section
Time to create page: 0.129 seconds