Gmoccapy & carousel.comp problems after update
- Trav328
-
 Topic Author
Topic Author
- Offline
- Senior Member
-

- Posts: 75
- Thank you received: 31
for the past year this machone has been working perfectly using gmoccapy and carousel.comp on linuxcnc 2.9.2
Yesterday I updated to 2.9.3 and the latest gmoccapy and after a couple little bugs it's all working fine except my toolchanger , when commanding a toolchange though mdi it will home the tool changer like it should , then select the desired tool , but after that calling up a new tool only changes the offset and does not operate the tool changer.
Here is a short clip so you can see what I'm talking about.
Debian 12 , linuxcnc 2.9.3 , whatever the latest gmoccapy is. Updated yesterday.
Please Log in or Create an account to join the conversation.
- Trav328
-
Topic Author
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 31
Attachments:
Please Log in or Create an account to join the conversation.
- zz912
-

- Offline
- Platinum Member
-

- Posts: 592
- Thank you received: 96
Please Log in or Create an account to join the conversation.
- Trav328
-
Topic Author
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 31
looking in halshow everything related to carousel seems to be functioning fine using my tool change jog buttons, its as if ive lost communication between gmoccapy and carousel , but only after the forst tool selection.
Attachments:
Please Log in or Create an account to join the conversation.
- Trav328
-
Topic Author
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 31
If I unlink this pin and manually clear it I am able to do another tool change , then manually set and clear I can do another and so on.
It seems to be that the iocontrol.0.tool-changed is no longer clearing itself.
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

- Posts: 4717
- Thank you received: 2113
github.com/LinuxCNC/linuxcnc/compare/v2.9.2...v2.9.3
I _think_ it's normal for 'iocontrol.0.tool-changed' to stay true.
Question: Does 'iocontrol.0.tool-change' go false?
Please Log in or Create an account to join the conversation.
- Trav328
-
Topic Author
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 31
When doing the 1 tool change it will do upon startup iocontrol.0.tool-change goes true then back to false and will not go true again.
Here is a video showing that.
youtube.com/shorts/ikY9XmgKaUE?si=r2Xf1ZPs4eCSNlDe
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4717
- Thank you received: 2113
looking in halshow everything related to carousel seems to be functioning fine using my tool change jog buttons, its as if ive lost communication between gmoccapy and carousel , but only after the forst tool selection.
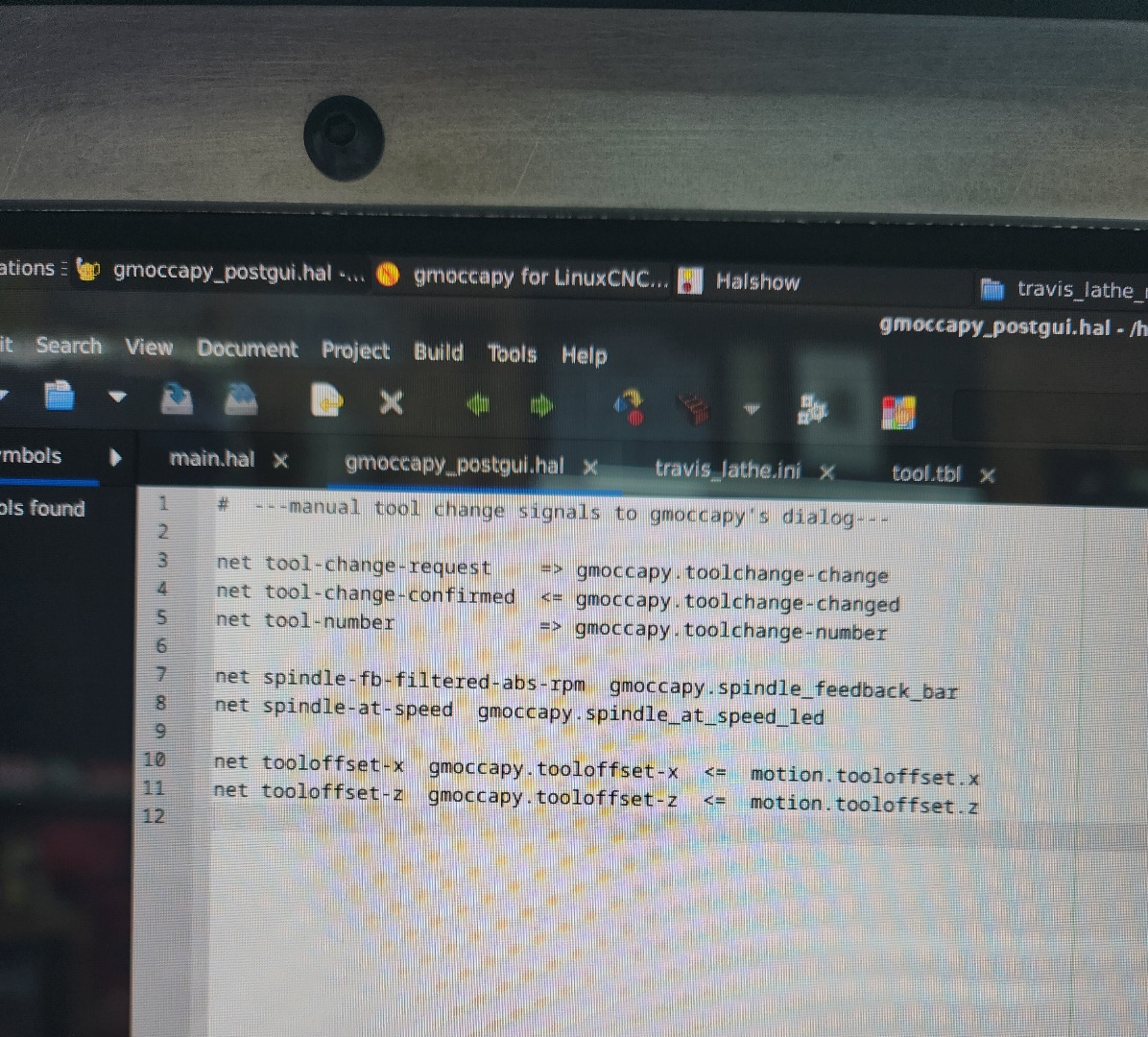
I presume you are not using the gmoccapy tool change dialog so I don't see why gmoccapy would need to play any role in this and indeed looking at the halfile you attached and comparing that to the screen shot of your postgui_halfile it seems that the signals in the postgui_halfile are actually not connected to anything (which I think is correct):
net tool-change iocontrol.0.tool-change => carousel.0.enable
net tool-changed iocontrol.0.tool-changed <= carousel.0.ready
net tool-number iocontrol.0.tool-prep-number => carousel.0.pocket-number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-preparedThe question is why the MDI toolchange does not seem to work after the first change.
Maybe you could test if it works properly if you use a gcode file. If that also fails to work after the first change then it is not likely to be related to gmoccapy at all.
So my suggestions are:
- Test in a sim config on your machine
- Test with your machine config using a gcode file
Please Log in or Create an account to join the conversation.
- Trav328
-
Topic Author
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 31
Im not sure what you mean by try in a sim.
I have noticed this since the update aswell , possibly related to something missing or out of place ? , the first time i open linux cnc it starts in some odd configuration, notice the 5 decimal places and world mode at the bottom, then I have to close and re open to continue.
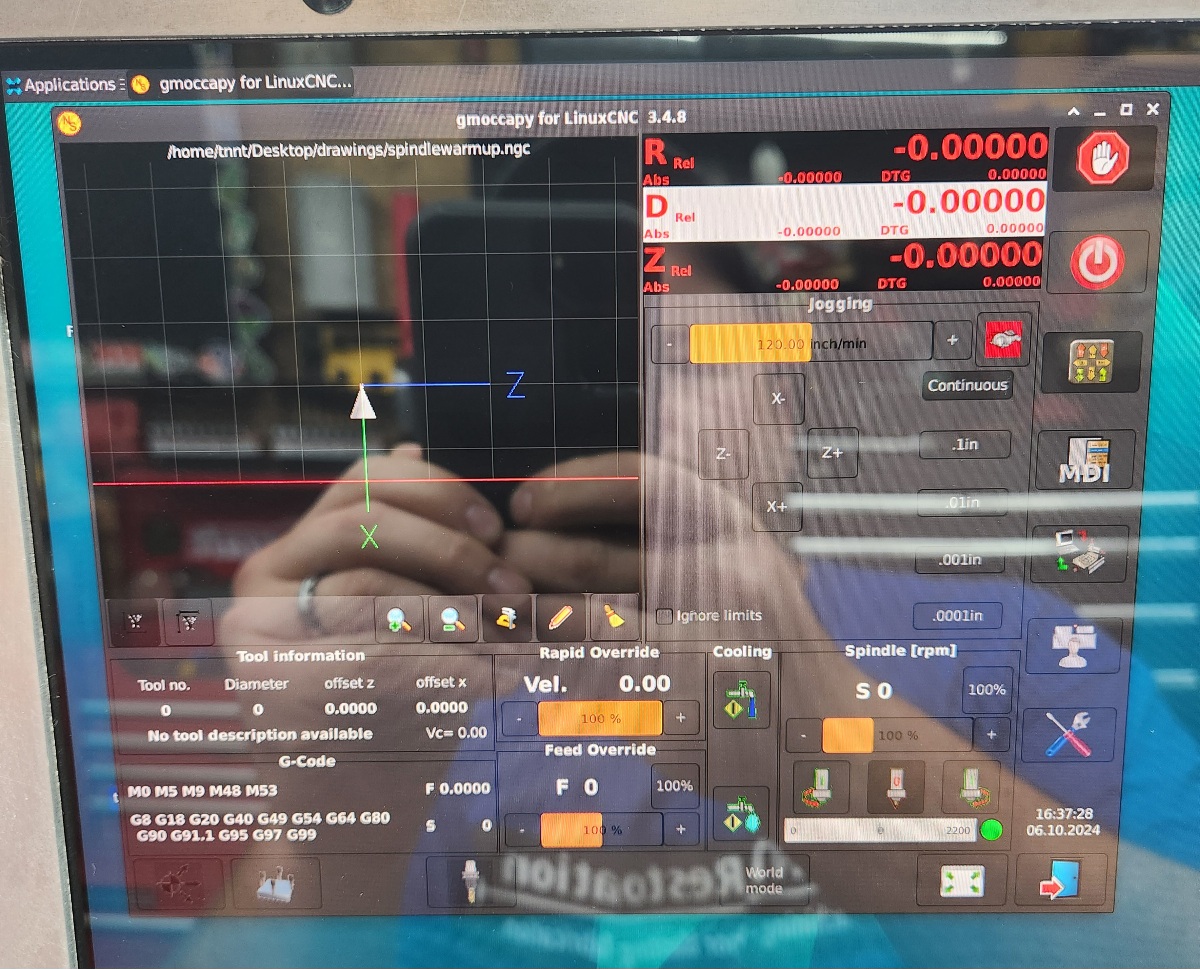
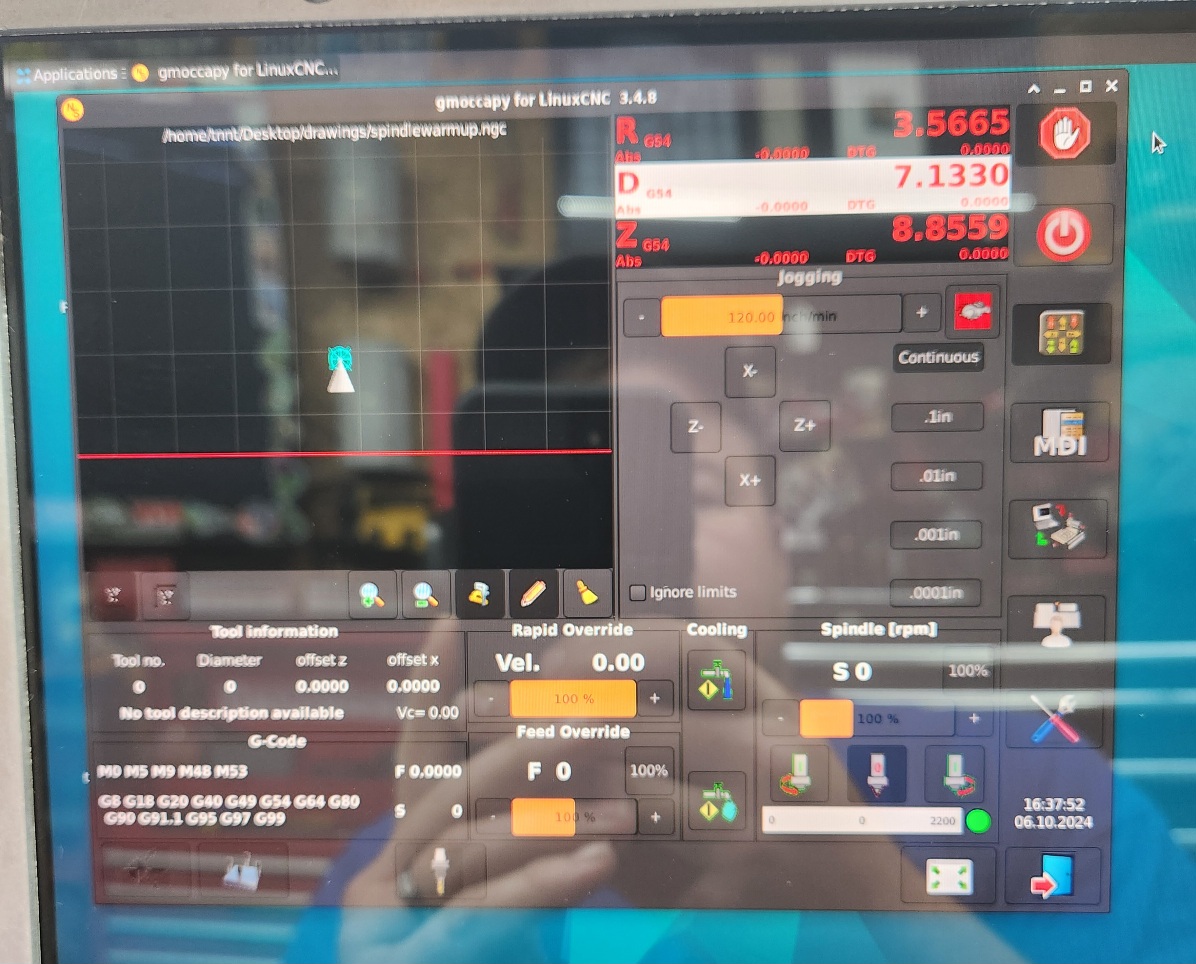
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4717
- Thank you received: 2113
Im not sure what you mean by try in a sim.
Try to run one of the Gmoccapy simulation configs for lathe located in 'configs/sim/gmoccapy/lathe_configs'.
Please Log in or Create an account to join the conversation.