Lathe Macro execution
- JuFu
- Offline
- New Member
-

Less
More
- Posts: 14
- Thank you received: 0
19 Oct 2024 10:44 #312590
by JuFu
Lathe Macro execution was created by JuFu
Hello, I did CNC (retrofit) an old Magdeburg D30 lathe.
Started wit AXIS, but changing to gmoccapy now.
Included Lathe Macro and it seems to work (so far).
here my question: when I parameterized a Lathe Macro, how do I get it executed (the lathe to move as wished)?
Started wit AXIS, but changing to gmoccapy now.
Included Lathe Macro and it seems to work (so far).
here my question: when I parameterized a Lathe Macro, how do I get it executed (the lathe to move as wished)?
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4741
- Thank you received: 2125
19 Oct 2024 11:02 #312593
by Aciera
Replied by Aciera on topic Lathe Macro execution
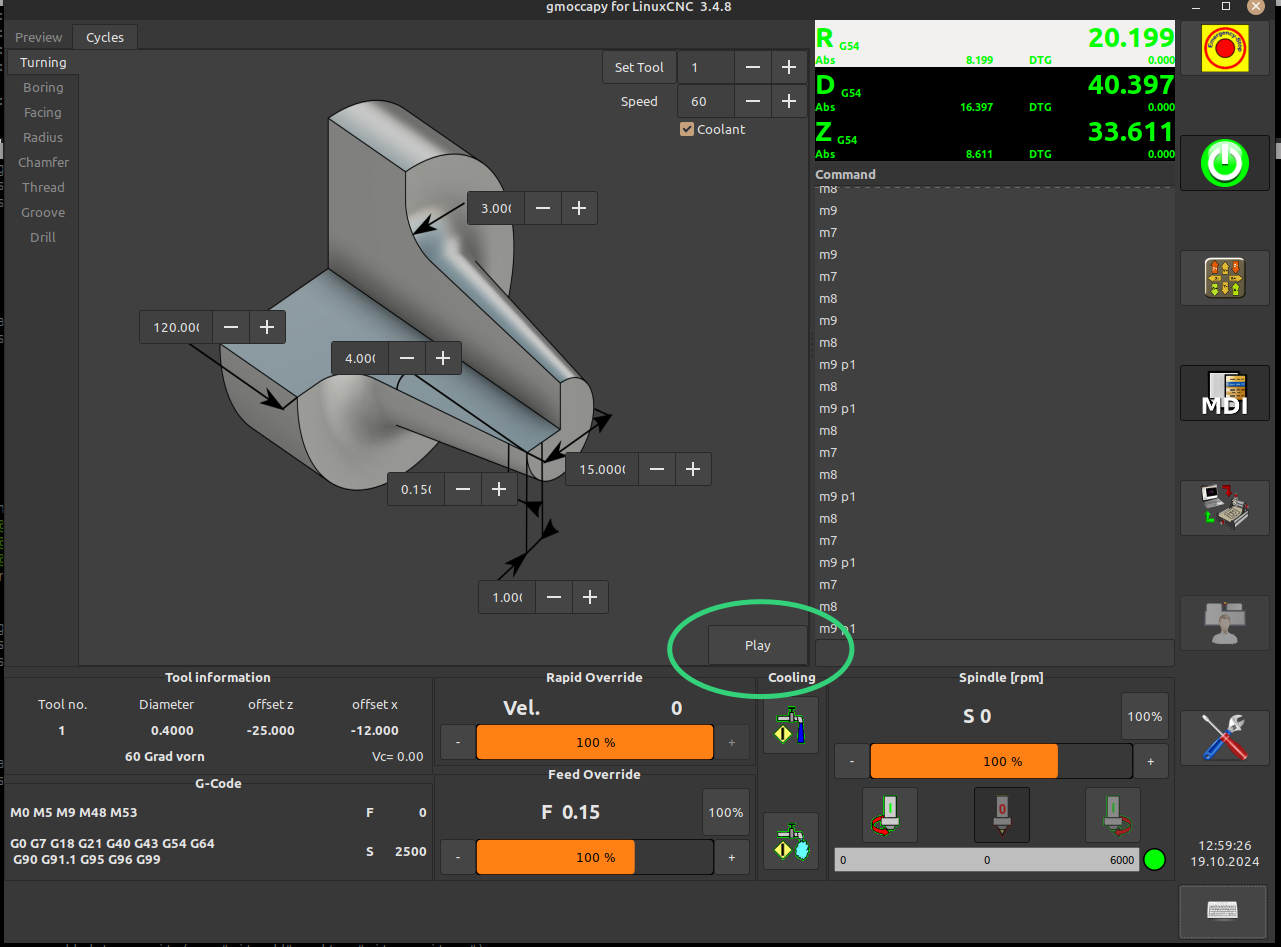
Not sure if this is what you mean but have you tried clicking on the 'Play' button:
Attachments:
Please Log in or Create an account to join the conversation.
- JuFu
- Offline
- New Member
-
Less
More
- Posts: 14
- Thank you received: 0
19 Oct 2024 11:06 #312595
by JuFu
Replied by JuFu on topic Lathe Macro execution
Thanks for the fast response.
Will check for that button. Was not aware of it.
Will check for that button. Was not aware of it.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21699
- Thank you received: 7415
19 Oct 2024 11:58 #312596
by tommylight
Replied by tommylight on topic Lathe Macro execution
If you have a low resolution screen, the play button will be hidden.
There should be a topic or two here about how to fix that.
Sorry, but on the phone.
There should be a topic or two here about how to fix that.
Sorry, but on the phone.
Please Log in or Create an account to join the conversation.
- JuFu
- Offline
- New Member
-
Less
More
- Posts: 14
- Thank you received: 0
19 Oct 2024 16:23 #312617
by JuFu
Replied by JuFu on topic Lathe Macro execution
Is there any chance to see/read the nc-code generated by Lathe Macro?
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4741
- Thank you received: 2125
19 Oct 2024 16:49 #312619
by Aciera
Replied by Aciera on topic Lathe Macro execution
It doesn't generate gcode. It calls the respective ngc subroutine and passes the required parameters.
eg 'turning.ngc':
eg 'turning.ngc':
;Turning
O<turning> sub
G8 ; Radius mode (easier maths)
G18 ; XZ Plane
G21 ; Metric Units
G90 ; Absolute Distance
G91.1 ; but not for arcs
M6 T#8 G43
#1 = [#1 / 2] ; because of radius mode
#14 = [#<_x>] (starting X)
#13 = #<_z> (starting Z)
#20 = [#6 * SIN[#7]]
#21 = [#6 * COS[#7]]
#22 = [#6 / COS[#7]]
#23 = [#5 + #6 - #20]
#24 = [[#13 - #23] * TAN[#7]]
G96 D2500 S#2 ; Constant Surface Speed Mode
m3 ;Start Spindle
g95 F#4 ; Feed-Per-Rev Mode
O90 IF [#9 GT 0.5]
M8
O90 ENDIF
g4p1 ; Wait to reach speed
O100 WHILE [#14 GT [#1 + #3 / 2]]
g0 X #14
#14=[#14-#3 / 2]
G1 X #14
G1 Z #23 X[#14 + #24]
O101 IF [#6 GT 0]
G2 Z#5 X[#14 + #24 + #21] I#21 K#20
G1 X[#14 + #24 + #21 + #3/2]
O101 ELSE
G1 X[#14 + #24 + [#3 * .6]]
O101 ENDIF
O104 IF [#7 LT 0]
G0 X#14
O104 ENDIF
G0 Z[#13]
O100 ENDWHILE
G0 x#1
G1 Z #23 X[#1 + #24]
O102 IF [#6 GT 0]
G2 Z#5 X[#1 + #24 + #21] I#21 K#20
G1 X[#1 + #24 + #21 + #3]
O102 ELSE
G1 X[#1 + #24 + #3]
O102 ENDIF
O106 IF [#7 LT 0]
G0 X#14
O106 ENDIF
M9
G0 Z #13
G0 X #1 ; For touch-off
M5
G7
O<turning> endsub
M2Please Log in or Create an account to join the conversation.
- Traken
- Offline
- Junior Member
-

Less
More
- Posts: 22
- Thank you received: 0
27 Nov 2024 19:57 #315410
by Traken
Replied by Traken on topic Lathe Macro execution
Is this the original gmoccapy screen?
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4741
- Thank you received: 2125
28 Nov 2024 09:54 - 28 Nov 2024 09:55 #315448
by Aciera
Not sure what you mean exactly but the 'Cycles' tab is usually not part of gmoccapy. It is generated by loading the external lathe macro addon.
Replied by Aciera on topic Lathe Macro execution
Is this the original gmoccapy screen?
Not sure what you mean exactly but the 'Cycles' tab is usually not part of gmoccapy. It is generated by loading the external lathe macro addon.
Last edit: 28 Nov 2024 09:55 by Aciera.
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.140 seconds