Rounding corners
- NikolayShopov
- Offline
- New Member
-

Less
More
- Posts: 8
- Thank you received: 1
19 Jul 2017 12:56 #96060
by NikolayShopov
Rounding corners was created by NikolayShopov
Hello, i have problem with the new version of linuxCnc !!! I use the program for plasma cutter.At high speeds (4000mm / min) curvature is obtained at the edges of the details. I used G64P01 and еxecutes the curves as small segments and stops at each point. Please help !!!!
Please Log in or Create an account to join the conversation.
- PCW
-

- Online
- Moderator
-

Less
More
- Posts: 18004
- Thank you received: 5289
19 Jul 2017 13:58 #96075
by PCW
Replied by PCW on topic Rounding corners
What version of LinuxCNC? Versions > 2.6 Have a quite capable trajectory planner
that can follow paths and maintain speed at corners as well as your machine acceleration limits allow
G64P01 sets the path following limit to 1 mm which is quite large
so this would definitely result in unwanted path deviation at sharp curves
I dont see how you would stop at ends of segments unless you have a G61 in your file
that can follow paths and maintain speed at corners as well as your machine acceleration limits allow
G64P01 sets the path following limit to 1 mm which is quite large
so this would definitely result in unwanted path deviation at sharp curves
I dont see how you would stop at ends of segments unless you have a G61 in your file
The following user(s) said Thank You: NikolayShopov
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 12054
- Thank you received: 4114
19 Jul 2017 21:14 #96101
by rodw
Replied by rodw on topic Rounding corners
This may not be relevant but it is possible this is a bug.
I am using Master V 2.8. When testing my plasma machine without cutting at a G0 speed of 18000 mm per minute with some gcode that basically traced rectangles and diagonals around 1200mm long (eg to the corners of the machine), I observed significant rounding of travel with a radius of maybe 200mm or more and the programmed point was missed by a long way. The machine appeared to speed up during travel around the arc.
Not knowing anything about gcode, I put this down to expected behaviour but thought it was strange. I programmed a Z axis movement at each point and the machine visited each point.
Anyway, it sounds like an amplified version of your problem (maybe becasue I was travelling 4.5 times faster) so it is worth mentioning.
I am using Master V 2.8. When testing my plasma machine without cutting at a G0 speed of 18000 mm per minute with some gcode that basically traced rectangles and diagonals around 1200mm long (eg to the corners of the machine), I observed significant rounding of travel with a radius of maybe 200mm or more and the programmed point was missed by a long way. The machine appeared to speed up during travel around the arc.
Not knowing anything about gcode, I put this down to expected behaviour but thought it was strange. I programmed a Z axis movement at each point and the machine visited each point.
Anyway, it sounds like an amplified version of your problem (maybe becasue I was travelling 4.5 times faster) so it is worth mentioning.
The following user(s) said Thank You: NikolayShopov
Please Log in or Create an account to join the conversation.
- PCW
-
- Online
- Moderator
-
Less
More
- Posts: 18004
- Thank you received: 5289
19 Jul 2017 22:11 #96108
by PCW
Replied by PCW on topic Rounding corners
A bug is possible but If you have rounded corners its much more likely that you don't have G64 P Q set properly in your GCode
The following user(s) said Thank You: NikolayShopov
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-
Less
More
- Posts: 4767
- Thank you received: 1466
20 Jul 2017 02:42 #96118
by Todd Zuercher
Replied by Todd Zuercher on topic Rounding corners
Could you post a copy of the offending g-code program?
The following user(s) said Thank You: NikolayShopov
Please Log in or Create an account to join the conversation.
- NikolayShopov
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 1
20 Jul 2017 09:55 #96131
by NikolayShopov
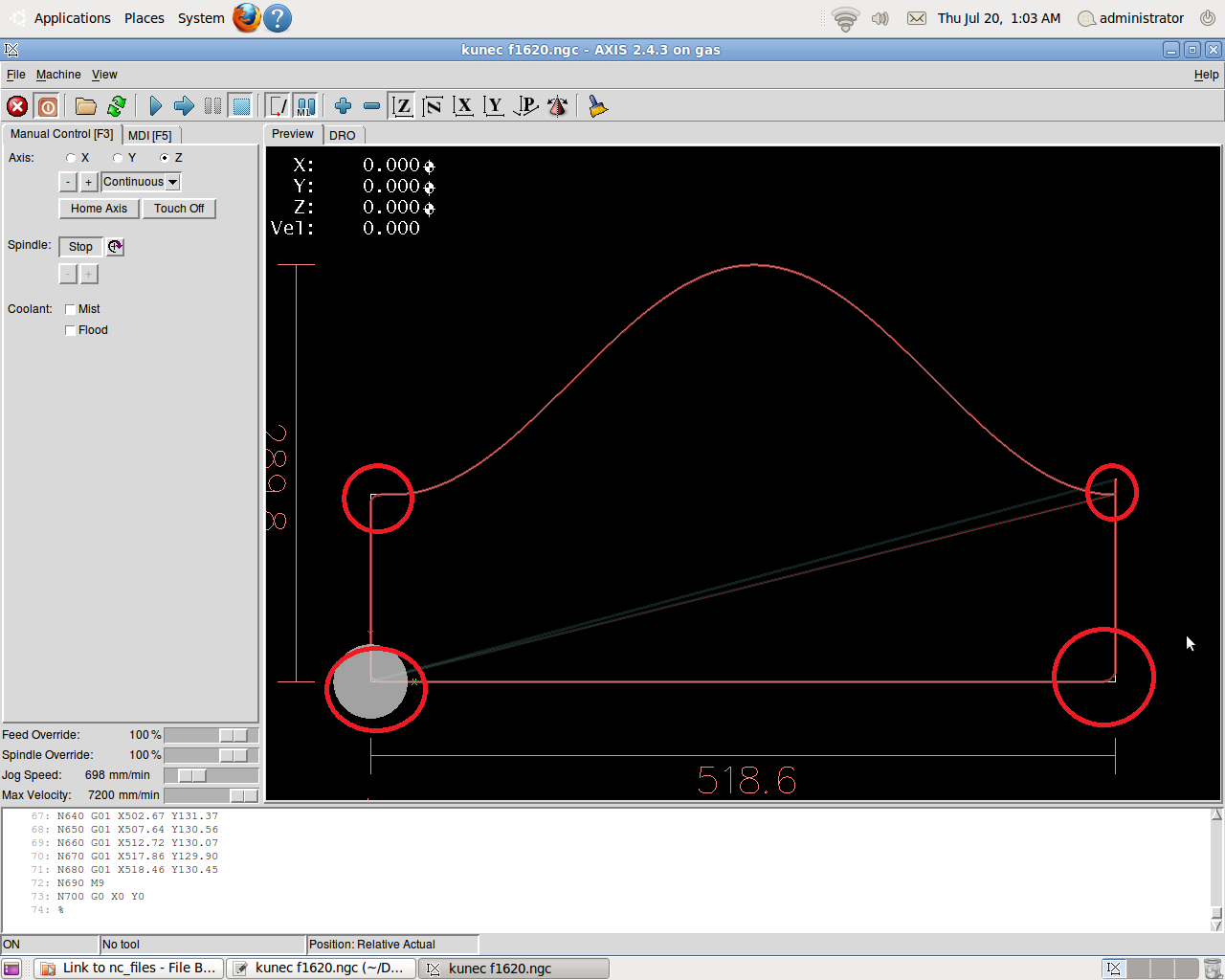
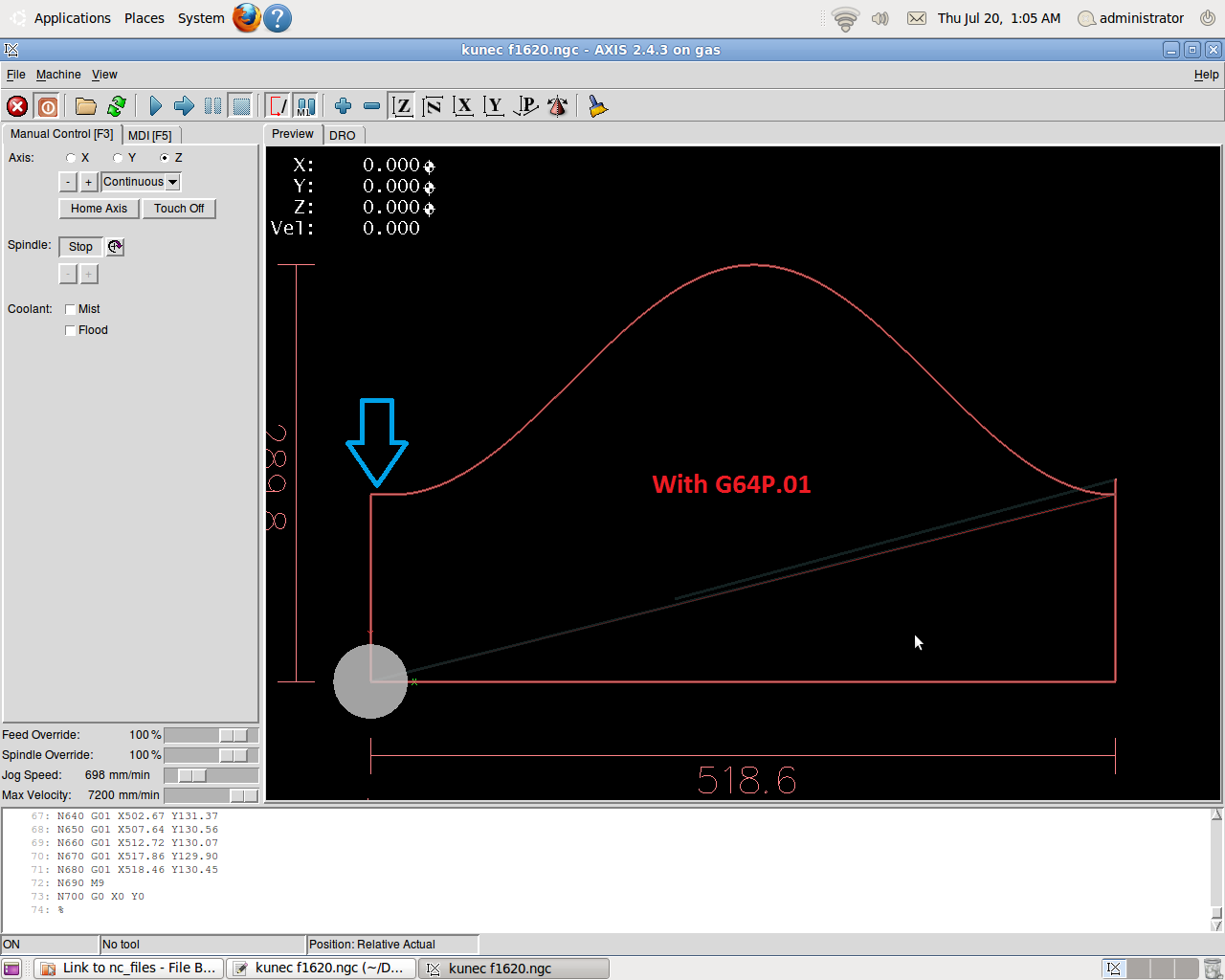 Thanks for the fast reverse !!!! On the first picture I have not used G64, and you see the program round the corners. But it does well with the arc. On the second picture i use G64 аnd does not round the edges, but when it reaches the arc the machine starts and stops for a few seconds and so to the end of the arc. I apply the G-code.
Thanks for the fast reverse !!!! On the first picture I have not used G64, and you see the program round the corners. But it does well with the arc. On the second picture i use G64 аnd does not round the edges, but when it reaches the arc the machine starts and stops for a few seconds and so to the end of the arc. I apply the G-code.
Replied by NikolayShopov on topic Rounding corners
Please Log in or Create an account to join the conversation.
- NikolayShopov
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 1
20 Jul 2017 09:55 #96133
by NikolayShopov
Replied by NikolayShopov on topic Rounding corners
%
(maxX:518.4648 maxY:289.7632 minX:-0.1016 minY:-0.0254)
N10 f6000 G64P.01
N20 G00 X518.46 Y140.44
N30 G4P1
M7
N40 G01 X518.46 Y-0.03
N50 G01 X14.91 Y-0.03
N60 G01 X-0.10 Y-0.03
N70 G01 X-0.10 Y129.90
N80 G01 X14.91 Y129.90
N90 G01 X14.91 Y129.90
N100 G01 X15.52 Y129.90
N110 G01 X22.76 Y130.23
N120 G01 X29.92 Y131.22
N130 G01 X37.01 Y132.79
N140 G01 X43.92 Y134.92
N150 G01 X49.89 Y137.21
N160 G01 X55.70 Y139.85
N170 G01 X66.90 Y145.97
N180 G01 X78.05 Y153.26
N190 G01 X88.70 Y161.26
N200 G01 X97.28 Y168.35
N210 G01 X105.64 Y175.72
N220 G01 X121.84 Y191.01
N230 G01 X155.98 Y224.89
N240 G01 X165.89 Y234.47
N250 G01 X175.97 Y243.81
N260 G01 X185.90 Y252.53
N270 G01 X196.19 Y260.83
N280 G01 X208.28 Y269.52
N290 G01 X214.60 Y273.53
N300 G01 X221.08 Y277.24
N310 G01 X227.76 Y280.59
N320 G01 X234.62 Y283.49
N330 G01 X241.66 Y285.93
N340 G01 X248.87 Y287.81
N350 G01 X254.61 Y288.87
N360 G01 X260.32 Y289.51
N370 G01 X266.01 Y289.76
N380 G01 X271.65 Y289.61
N390 G01 X277.29 Y289.08
N400 G01 X282.91 Y288.14
N410 G01 X288.52 Y286.84
N420 G01 X294.11 Y285.17
N430 G01 X300.18 Y282.93
N440 G01 X306.12 Y280.31
N450 G01 X311.91 Y277.39
N460 G01 X317.55 Y274.22
N470 G01 X328.88 Y266.93
N480 G01 X339.67 Y258.90
N490 G01 X348.28 Y251.87
N500 G01 X356.64 Y244.55
N510 G01 X372.82 Y229.34
N520 G01 X389.46 Y212.90
N530 G01 X406.02 Y196.39
N540 G01 X415.62 Y187.05
N550 G01 X425.37 Y177.88
N560 G01 X435.03 Y169.29
N570 G01 X444.98 Y161.04
N580 G01 X453.01 Y154.91
N590 G01 X461.34 Y149.15
N600 G01 X470.00 Y143.87
N610 G01 X478.94 Y139.24
N620 G01 X488.19 Y135.38
N630 G01 X497.76 Y132.44
N640 G01 X502.67 Y131.37
N650 G01 X507.64 Y130.56
N660 G01 X512.72 Y130.07
N670 G01 X517.86 Y129.90
N680 G01 X518.46 Y130.45
N690 M9
N700 G0 X0 Y0
%
(maxX:518.4648 maxY:289.7632 minX:-0.1016 minY:-0.0254)
N10 f6000 G64P.01
N20 G00 X518.46 Y140.44
N30 G4P1
M7
N40 G01 X518.46 Y-0.03
N50 G01 X14.91 Y-0.03
N60 G01 X-0.10 Y-0.03
N70 G01 X-0.10 Y129.90
N80 G01 X14.91 Y129.90
N90 G01 X14.91 Y129.90
N100 G01 X15.52 Y129.90
N110 G01 X22.76 Y130.23
N120 G01 X29.92 Y131.22
N130 G01 X37.01 Y132.79
N140 G01 X43.92 Y134.92
N150 G01 X49.89 Y137.21
N160 G01 X55.70 Y139.85
N170 G01 X66.90 Y145.97
N180 G01 X78.05 Y153.26
N190 G01 X88.70 Y161.26
N200 G01 X97.28 Y168.35
N210 G01 X105.64 Y175.72
N220 G01 X121.84 Y191.01
N230 G01 X155.98 Y224.89
N240 G01 X165.89 Y234.47
N250 G01 X175.97 Y243.81
N260 G01 X185.90 Y252.53
N270 G01 X196.19 Y260.83
N280 G01 X208.28 Y269.52
N290 G01 X214.60 Y273.53
N300 G01 X221.08 Y277.24
N310 G01 X227.76 Y280.59
N320 G01 X234.62 Y283.49
N330 G01 X241.66 Y285.93
N340 G01 X248.87 Y287.81
N350 G01 X254.61 Y288.87
N360 G01 X260.32 Y289.51
N370 G01 X266.01 Y289.76
N380 G01 X271.65 Y289.61
N390 G01 X277.29 Y289.08
N400 G01 X282.91 Y288.14
N410 G01 X288.52 Y286.84
N420 G01 X294.11 Y285.17
N430 G01 X300.18 Y282.93
N440 G01 X306.12 Y280.31
N450 G01 X311.91 Y277.39
N460 G01 X317.55 Y274.22
N470 G01 X328.88 Y266.93
N480 G01 X339.67 Y258.90
N490 G01 X348.28 Y251.87
N500 G01 X356.64 Y244.55
N510 G01 X372.82 Y229.34
N520 G01 X389.46 Y212.90
N530 G01 X406.02 Y196.39
N540 G01 X415.62 Y187.05
N550 G01 X425.37 Y177.88
N560 G01 X435.03 Y169.29
N570 G01 X444.98 Y161.04
N580 G01 X453.01 Y154.91
N590 G01 X461.34 Y149.15
N600 G01 X470.00 Y143.87
N610 G01 X478.94 Y139.24
N620 G01 X488.19 Y135.38
N630 G01 X497.76 Y132.44
N640 G01 X502.67 Y131.37
N650 G01 X507.64 Y130.56
N660 G01 X512.72 Y130.07
N670 G01 X517.86 Y129.90
N680 G01 X518.46 Y130.45
N690 M9
N700 G0 X0 Y0
%
Please Log in or Create an account to join the conversation.
- PCW
-
- Online
- Moderator
-
Less
More
- Posts: 18004
- Thank you received: 5289
20 Jul 2017 14:02 #96148
by PCW
Replied by PCW on topic Rounding corners
You are using a quite ancient version of linuxCNC (2.4.3), I would update to the current = 2.7.10
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4767
- Thank you received: 1466
20 Jul 2017 14:07 - 20 Jul 2017 14:12 #96149
by Todd Zuercher
Replied by Todd Zuercher on topic Rounding corners
That isn't completely unexpected, especially on a machine with lower acceleration settings, because your curves are actually a series of line segments (lots of little corners). You may have experiment some to fine tune your G64 P setting to find the most optimal compromise between rounding the corners you want to keep and smoothing the corners of the line segments in your curve.
Try setting it to G64P0.05 and G64P0.1 to see if the corners are square enough for your taist and if the curve movement is smooth enough. Or you could change the G64P setting in the file. There is no rule that says you can't change it while the file is running, setting a large P for areas where you need smoothing and a small P where you need the path followed precisely.
Edit:
I didn't see the Linuxcnc version you were running. Good catch Peter Changing to 2.7 with the new trajectory planner should greatly reduce the slowdowns while running your curve, even with a smaller G64P setting.
Try setting it to G64P0.05 and G64P0.1 to see if the corners are square enough for your taist and if the curve movement is smooth enough. Or you could change the G64P setting in the file. There is no rule that says you can't change it while the file is running, setting a large P for areas where you need smoothing and a small P where you need the path followed precisely.
Edit:
I didn't see the Linuxcnc version you were running. Good catch Peter Changing to 2.7 with the new trajectory planner should greatly reduce the slowdowns while running your curve, even with a smaller G64P setting.
Last edit: 20 Jul 2017 14:12 by Todd Zuercher.
The following user(s) said Thank You: NikolayShopov
Please Log in or Create an account to join the conversation.
- NikolayShopov
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 1
21 Jul 2017 07:05 #96209
by NikolayShopov
Replied by NikolayShopov on topic Rounding corners
On 2.7.10 we met the same problem ;/
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.204 seconds