Solidworks CAM CAMWorks Postprocessor
- Ralfh
- Offline
- Junior Member
-

- Posts: 22
- Thank you received: 10
i recently changed from Fusion360 to Solidworks 2021 and want to share my Postprocessor that works quite welll for linuxcnc.
My modifications that i missed from this PP :
- i removed the "G28 X0Y0" in the beginning and the end, left the one for "G28 Z0"
- it shows you the size of the stock to work on in the beginning
- it shows you the estimated machining time at the end of the gcode
- the tool-comment section now won't give me an error when opening the gcode in linuxcnc
If you have questions, feel free to ask. If you want to modify it, don't expect much help from me. I'm no expert.
")
Please Log in or Create an account to join the conversation.
- Ralfh
- Offline
- Junior Member
-
- Posts: 22
- Thank you received: 10

Attachments:
Please Log in or Create an account to join the conversation.
- ciux_007
- Offline
- New Member
-

- Posts: 2
- Thank you received: 0
I have a small lathe retrofit with linuxcnc and I don't have the postprocessor, hou don't have this postprocessor
Best regards,
Ciux
Please Log in or Create an account to join the conversation.
- Ralfh
- Offline
- Junior Member
-
- Posts: 22
- Thank you received: 10
Please Log in or Create an account to join the conversation.
- piflixe
-

- Offline
- Senior Member
-

- Posts: 42
- Thank you received: 5
Thank you for sharing the postprocessor in the forum! We figured out to make some changes for our machine and it works well in general. I am still trying to figure out how to properly make use of G41/G42 commands. It works fine with outline and large pockets. But I run into problems when using cutter compensation for small pockets. Somehow, the entry moves don't work. I don't know if this is due to wrong CamWorks options (but already set them according to your post above) or in the PP.
I was wondering if G41 should be in a seperate line like in the examples on the documentation page ?
Please Log in or Create an account to join the conversation.
- Ralfh
- Offline
- Junior Member
-
- Posts: 22
- Thank you received: 10
That should'nt make a difference AFAIK.I was wondering if G41 should be in a seperate line like in the examples on the documentation page ?
I cant troubleshoot a lot because i'm no expert and i abandoned SW again, so just my experience: I often got a error with too small entry moves. I used G41/G42 only on final cuts and sometimes the checkbox "add tool radius to leadin" disengaged even when using my preset.
Are you aware if the checkbox is enabled, and in addition to your regular leadin move, is small enough to fit in your small pocket?
You can also play around with leadin-move-styles: parallel, arc, none. Maybe disengage the checkbox and calculate your leadin fully in its tab as small as possible but as big as needed?
Please Log in or Create an account to join the conversation.
- piflixe
-
- Offline
- Senior Member
-
- Posts: 42
- Thank you received: 5
I made some screenshots to better explain the situation:
with all the NC settings set according to Ralfh's post above.
The G-Code looks like this:
( PART NAME=Grundplatte_FS4MG_Test_G41 )
( X 346.00 Y 260.00 Z 15.00 )
G21 G17 G40 G49 G54 G80 G90
G64 P0.2 Q0.01
G53 G1 Z165 F1300 M5
T42 M6 (6mm VHM 4S - Enpro EPC449060)
S3200 M3
M8
G90 G54 G0 X0 Y0
G1 F1300 Z3.
Z-3. F300.
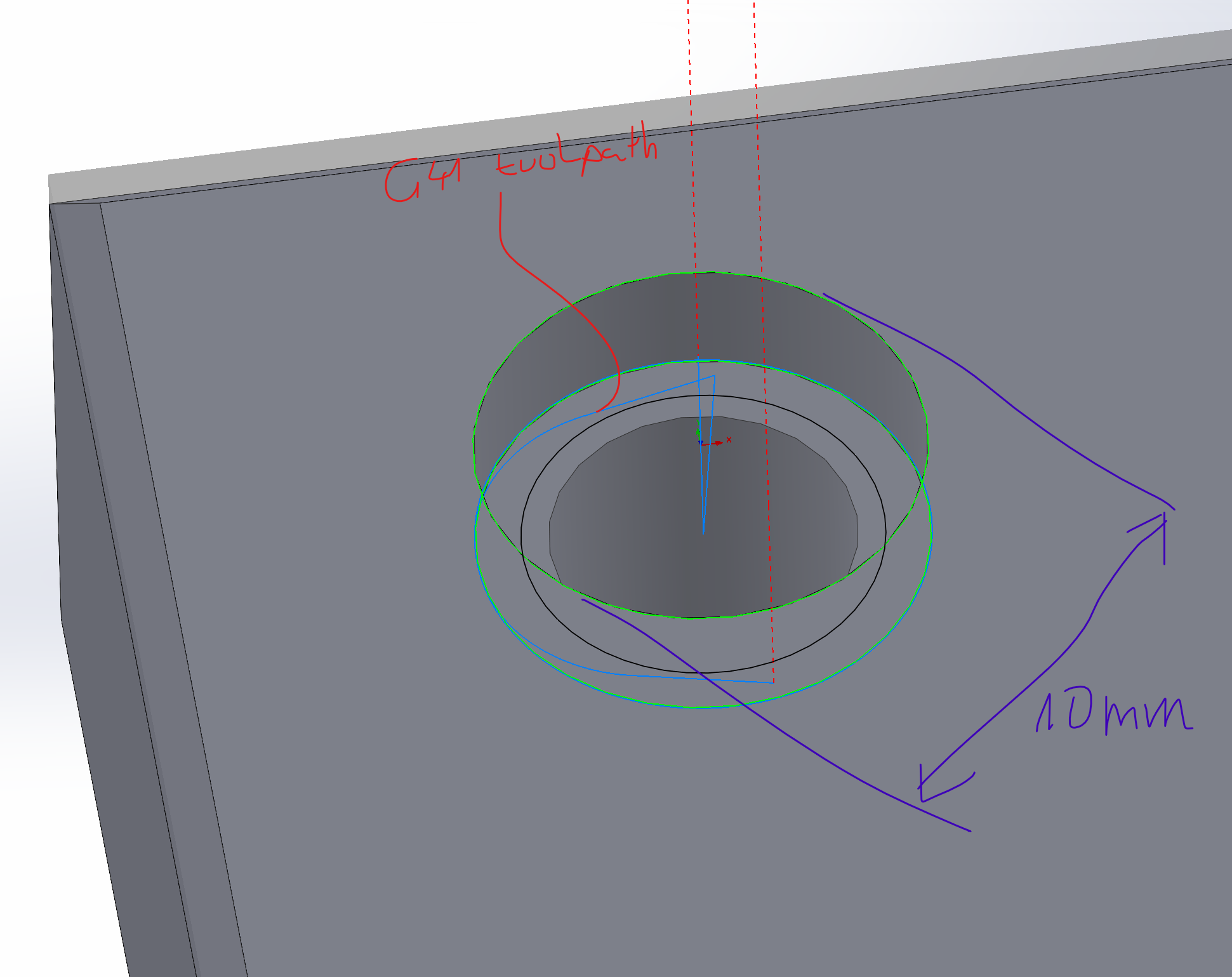
G41 D42 X.907 Y4.487 F225.
X-2.132 Y3.777
G3 X-4.979 Y.599 I.846 J-3.623
X-5.015 Y0 I4.979 J-.599 F300.
I5.015 J0
X-4.979 Y-.599 I5.015 J0
X-2.132 Y-3.777 I3.693 J.444
G40 G1 X.907 Y-4.487
G0 Z3.
Z25.
M9
G53 G1 Z165 F1300 M5
M30
(0 MIN. 23 SEC. )What I get in LinuxCNC looks like this:
By trying to understand the G-Code I thought the G40 command is too early and should be after the last move with a leadout going back to X0Y0.
Then I get the following:
I tried moving around the G41 command to get better results but it did not work. When reading the code I can't figure out what is not correct? I am very thankful to any hints and help.
Attachments:
Please Log in or Create an account to join the conversation.
- piflixe
-
- Offline
- Senior Member
-
- Posts: 42
- Thank you received: 5
What I would like to get is a different setting for cutting and rapid moves. If possible this could be set globally in LinuxCNC . But from my understanding this is not implemented. So I tried to modify the PP but did not succeed in creating a new modal G64 call with a variable P. P is already taken by other commands and seemed to be defined as an integer.
Please Log in or Create an account to join the conversation.
- Ralfh
- Offline
- Junior Member
-
- Posts: 22
- Thank you received: 10
See: linuxcnc.org/docs/2.6/html/gcode/tool_co...:cutter-compensation
When you want to start at X0Y0 and your entry cut is already >3mm and your endmill radius another 3mm you get a hole of at least 12mm? I don't know exactlyProgramming Entry Moves -> The minimum length is the cutter radius

Please Log in or Create an account to join the conversation.
- Ralfh
- Offline
- Junior Member
-
- Posts: 22
- Thank you received: 10
Please Log in or Create an account to join the conversation.