Probe Basic probing without Z-Axis?
- figure_of_disguise
- Offline
- New Member
-

Less
More
- Posts: 14
- Thank you received: 6
30 Apr 2022 13:23 #241710
by figure_of_disguise
Probe Basic probing without Z-Axis? was created by figure_of_disguise
Hello,
Linux Debian 10 / Linuxcnc 2.8.2 / Probe Basic 0.4.0
All probing subroutines run fine - no errors!
Here my question:
......is it possible to avoid Z-Axis probing by a parameter in the probing screen?
Sometimes it's better to set Z-Zero seperate depending to the Workpiece.
Thanks,
Martin
Linux Debian 10 / Linuxcnc 2.8.2 / Probe Basic 0.4.0
All probing subroutines run fine - no errors!
Here my question:
......is it possible to avoid Z-Axis probing by a parameter in the probing screen?
Sometimes it's better to set Z-Zero seperate depending to the Workpiece.
Thanks,
Martin
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-

Less
More
- Posts: 2120
- Thank you received: 880
01 May 2022 04:48 #241768
by spumco
Replied by spumco on topic Probe Basic probing without Z-Axis?
I noticed this too. I don't understand why most probing routines have an initial Z- touch.
It would be nice to start probing in X/Y from the current Z-height without the initial Z- move. Probing the OD of a thin-walled component (think ring gauge), is challenging because you're forced to find a top surface to touch near the outer edge.
It would be easier to set the probe in the approximate center and have it simply move out in X/Y to half the 'hint' distance and then dropping down the desired Z- amount.
It would be nice to start probing in X/Y from the current Z-height without the initial Z- move. Probing the OD of a thin-walled component (think ring gauge), is challenging because you're forced to find a top surface to touch near the outer edge.
It would be easier to set the probe in the approximate center and have it simply move out in X/Y to half the 'hint' distance and then dropping down the desired Z- amount.
Please Log in or Create an account to join the conversation.
- figure_of_disguise
- Offline
- New Member
-
Less
More
- Posts: 14
- Thank you received: 6
01 May 2022 15:01 - 01 May 2022 15:02 #241801
by figure_of_disguise
Replied by figure_of_disguise on topic Probe Basic probing without Z-Axis?
Hello,
don't get me wrong, at 95% it's a great feature setting all axis at once.
But sometimes i would like to avoid this and set it seperatly like on my 840D controllers.
Martin
don't get me wrong, at 95% it's a great feature setting all axis at once.
But sometimes i would like to avoid this and set it seperatly like on my 840D controllers.
Martin
Last edit: 01 May 2022 15:02 by figure_of_disguise.
The following user(s) said Thank You: KCJ
Please Log in or Create an account to join the conversation.
- jay.perez1
- Offline
- Senior Member
-

Less
More
- Posts: 47
- Thank you received: 4
07 Jan 2023 20:54 #261197
by jay.perez1
Replied by jay.perez1 on topic Probe Basic probing without Z-Axis?
Hello,
I agree. Was using the probing function for an inside pocket for the first time last night and struggled to find a stepover value that would work with the tool I purchased for picking up the corner of a non-conductive workpiece. (I've inserted an image of the tool but not sure it will post correctly.)
I've used the probing function in PathPilot and it works as you described which if very convenient.
Jay
https://th.bing.com/th/id/OIP.1Q45cBFetYP-r4iYDNYBkQHaFj?w=260&h=195&c=7&r=0&o=5&dpr=1.2&pid=1.7
I agree. Was using the probing function for an inside pocket for the first time last night and struggled to find a stepover value that would work with the tool I purchased for picking up the corner of a non-conductive workpiece. (I've inserted an image of the tool but not sure it will post correctly.)
I've used the probing function in PathPilot and it works as you described which if very convenient.
Jay
https://th.bing.com/th/id/OIP.1Q45cBFetYP-r4iYDNYBkQHaFj?w=260&h=195&c=7&r=0&o=5&dpr=1.2&pid=1.7
Please Log in or Create an account to join the conversation.
- Lcvette
-

- Offline
- Moderator
-

Less
More
- Posts: 1630
- Thank you received: 760
08 Jan 2023 01:06 #261235
by Lcvette
Replied by Lcvette on topic Probe Basic probing without Z-Axis?
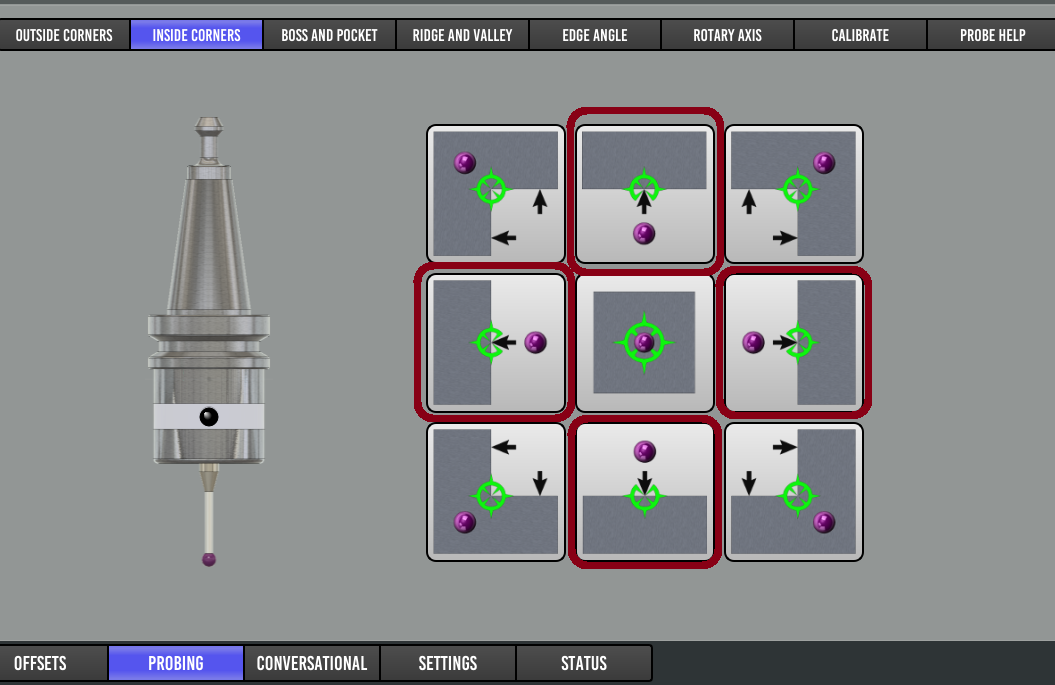
If you are trying to find the inside corner you can simply use an x and y probing function. The all in one routines are designed for simplest in all 3 axis, but for 2 wall touches only the just hit the prove x+ or x- and same for y. It's a basic go left or right or fwd or back, probe and step back.
The hole center I agree I need to add a none z, start from hole center routine, and it's on my running list of things to get to. In the interim you can also modify the subroutines to suit your requirements.
Also note the "probe wco" and "probe pos'n" buttons, I use this frequently when I want a hole center for X and Y but want to use the parallel top as my Z work height offset. I'll set to probe wco and use a Z probe on the parallel, the pot my part in the vise and set to probe pos'n to find a hole center, then manually zero the dro for X and Y.
The hole center I agree I need to add a none z, start from hole center routine, and it's on my running list of things to get to. In the interim you can also modify the subroutines to suit your requirements.
Also note the "probe wco" and "probe pos'n" buttons, I use this frequently when I want a hole center for X and Y but want to use the parallel top as my Z work height offset. I'll set to probe wco and use a Z probe on the parallel, the pot my part in the vise and set to probe pos'n to find a hole center, then manually zero the dro for X and Y.
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
16 Jan 2023 14:27 #262127
by Lcvette
Replied by Lcvette on topic Probe Basic probing without Z-Axis?
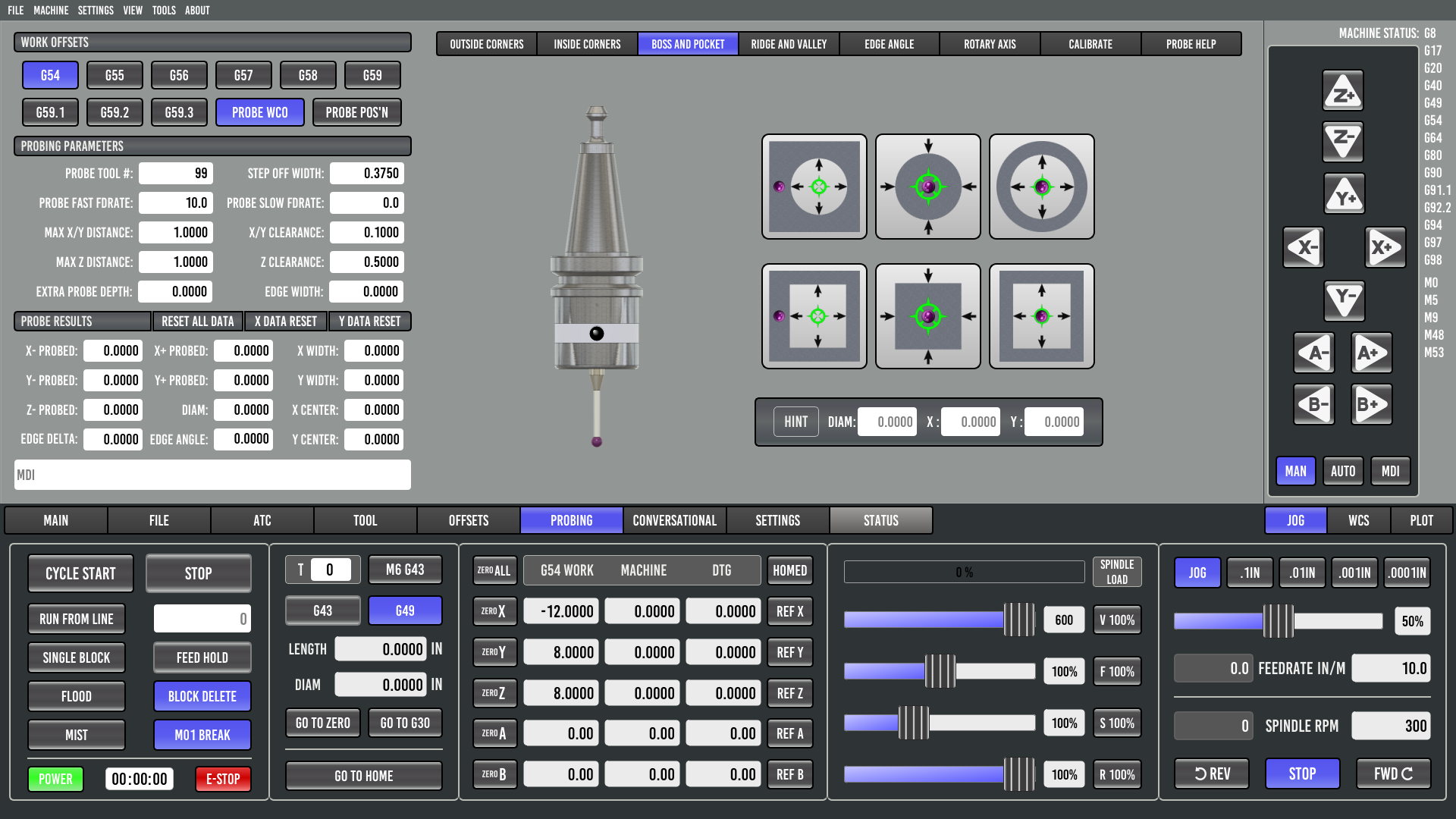
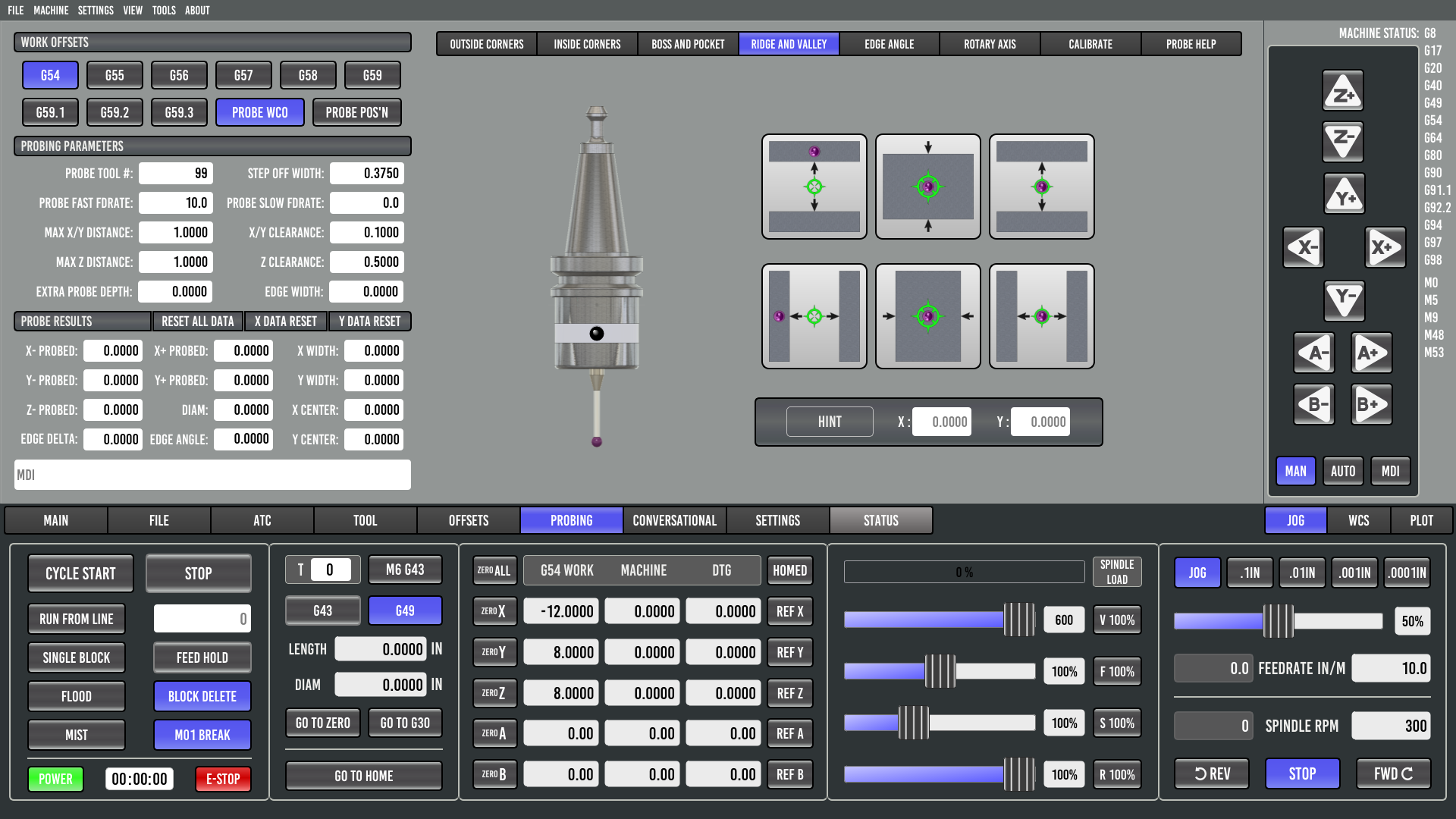
I had some time last night and have added some new multi-touch probing routines based on the feedback, they probe on a single plane only in Z and they are for probing circular pockets (holes), rectangular pockets, and valleys in X and valleys in Y. i have not had a chance to test them yet and they have not yet been merged in to the lastest PB Master. once i have a moment to physically test them i will merge and they will be available.
Attachments:
The following user(s) said Thank You: tommylight, spumco
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 2120
- Thank you received: 880
16 Jan 2023 16:23 #262140
by spumco
Replied by spumco on topic Probe Basic probing without Z-Axis?
YAY!!!!
Thank you VERY much.
Thank you VERY much.
The following user(s) said Thank You: Lcvette
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
16 Jan 2023 21:15 #262168
by Lcvette
Replied by Lcvette on topic Probe Basic probing without Z-Axis?
welcome! its a good probe function to have, i like having the probe above the work personally because im always nervous of jogging into something with the probe, also (and the biggest reason for me is that) I like to probe all 3 axes one and done single push, this way i don't inadvertently forget to probe z before or after probing x/y and cause a crash on program start. seems if i ever crash it is because im getting fancy with where im probing the z axis.spumco post=262140 userid=28776YAY!!!!
Thank you VERY much.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
Less
More
- Posts: 2120
- Thank you received: 880
16 Jan 2023 23:06 #262184
by spumco
Replied by spumco on topic Probe Basic probing without Z-Axis?
I agree - automating the Z-probe is a useful way to avoid the "forgot to set Z" crash.
But I remember last year when I got my probe installed and was fiddling around.. the first thing i needed to probe was a hole in something shaped like a doughnut - no flat top surface. I really wished for a "Include Z-Probe" checkbox I could de-select for all the edge/boss/pocket routines.
But I remember last year when I got my probe installed and was fiddling around.. the first thing i needed to probe was a hole in something shaped like a doughnut - no flat top surface. I really wished for a "Include Z-Probe" checkbox I could de-select for all the edge/boss/pocket routines.
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
17 Jan 2023 04:14 #262213
by Lcvette
Replied by Lcvette on topic Probe Basic probing without Z-Axis?
all the edge probes are available without z, they are on the second page, they are just straight probe moves in a direction x, y, x-, y-
trying to traverse a boss when it has no idea where it is in space in relation to the work piece top is a crash waiting to happen. the z probe in those situation defines the traverse plane. simple probing in one direction is easy and safe enough and probing inside something where it needs no z move such as what was just added is also fairly safe. i'm not keen on adding anything where the user can forget or enter a bad parameter and potentially cause a probe crash.
I have been using a variation of these probe routines now for almost 10 years and can say without doubt they will do about anything you need for 2.5D probing. once you use the machine for a while you will find your go to probe setups that you use the most often and will setup your work in fusion or whatever cam software you use for those scenarios and it become old hat and is very efficient. for me it is typically back left corner, rect boss, circle boss, hole center, and the valleys. those are used probably 99% of the time for work coordinate offsetting. the hint method allows for really fast probing so its not moving around blind at 6ipm having to find points to make safe moves and taking 3 or more minutes to complete a routine. it really shows when you are loading large stock and using the center probe routines. try it on a ui that has to carefully find its way around a part when your part is 20" x 10" and you will fall asleep waiting for it to finish. here is an example:
and the alternative on a much larger parts:
for the straight probes, they are on this page:
If you want to change the routines to suit your specific requirements, they are all there in the subroutine folder, I am happy to help guide, but i think what is there will do just about everything conveniently you could want to do. just let me know when your at the point you find you need something different and i can walk you through the flow of the macros. once it clicks it is really pretty easy. modifying the ones macros i updated for the new routine added too about 5 minutes, the graphics to 30..lol
Chris
trying to traverse a boss when it has no idea where it is in space in relation to the work piece top is a crash waiting to happen. the z probe in those situation defines the traverse plane. simple probing in one direction is easy and safe enough and probing inside something where it needs no z move such as what was just added is also fairly safe. i'm not keen on adding anything where the user can forget or enter a bad parameter and potentially cause a probe crash.
I have been using a variation of these probe routines now for almost 10 years and can say without doubt they will do about anything you need for 2.5D probing. once you use the machine for a while you will find your go to probe setups that you use the most often and will setup your work in fusion or whatever cam software you use for those scenarios and it become old hat and is very efficient. for me it is typically back left corner, rect boss, circle boss, hole center, and the valleys. those are used probably 99% of the time for work coordinate offsetting. the hint method allows for really fast probing so its not moving around blind at 6ipm having to find points to make safe moves and taking 3 or more minutes to complete a routine. it really shows when you are loading large stock and using the center probe routines. try it on a ui that has to carefully find its way around a part when your part is 20" x 10" and you will fall asleep waiting for it to finish. here is an example:
and the alternative on a much larger parts:
for the straight probes, they are on this page:
If you want to change the routines to suit your specific requirements, they are all there in the subroutine folder, I am happy to help guide, but i think what is there will do just about everything conveniently you could want to do. just let me know when your at the point you find you need something different and i can walk you through the flow of the macros. once it clicks it is really pretty easy. modifying the ones macros i updated for the new routine added too about 5 minutes, the graphics to 30..lol
Chris
Attachments:
The following user(s) said Thank You: Roguish, figure_of_disguise, spumco
Please Log in or Create an account to join the conversation.
Moderators: KCJ, Lcvette
Time to create page: 0.165 seconds