I am an idiot...3D Probe with Probe Basic
- msrdiesel
-
 Topic Author
Topic Author
- Offline
- Senior Member
-

- Posts: 53
- Thank you received: 14
Please Log in or Create an account to join the conversation.
- Lcvette
-

- Offline
- Moderator
-

- Posts: 1626
- Thank you received: 756
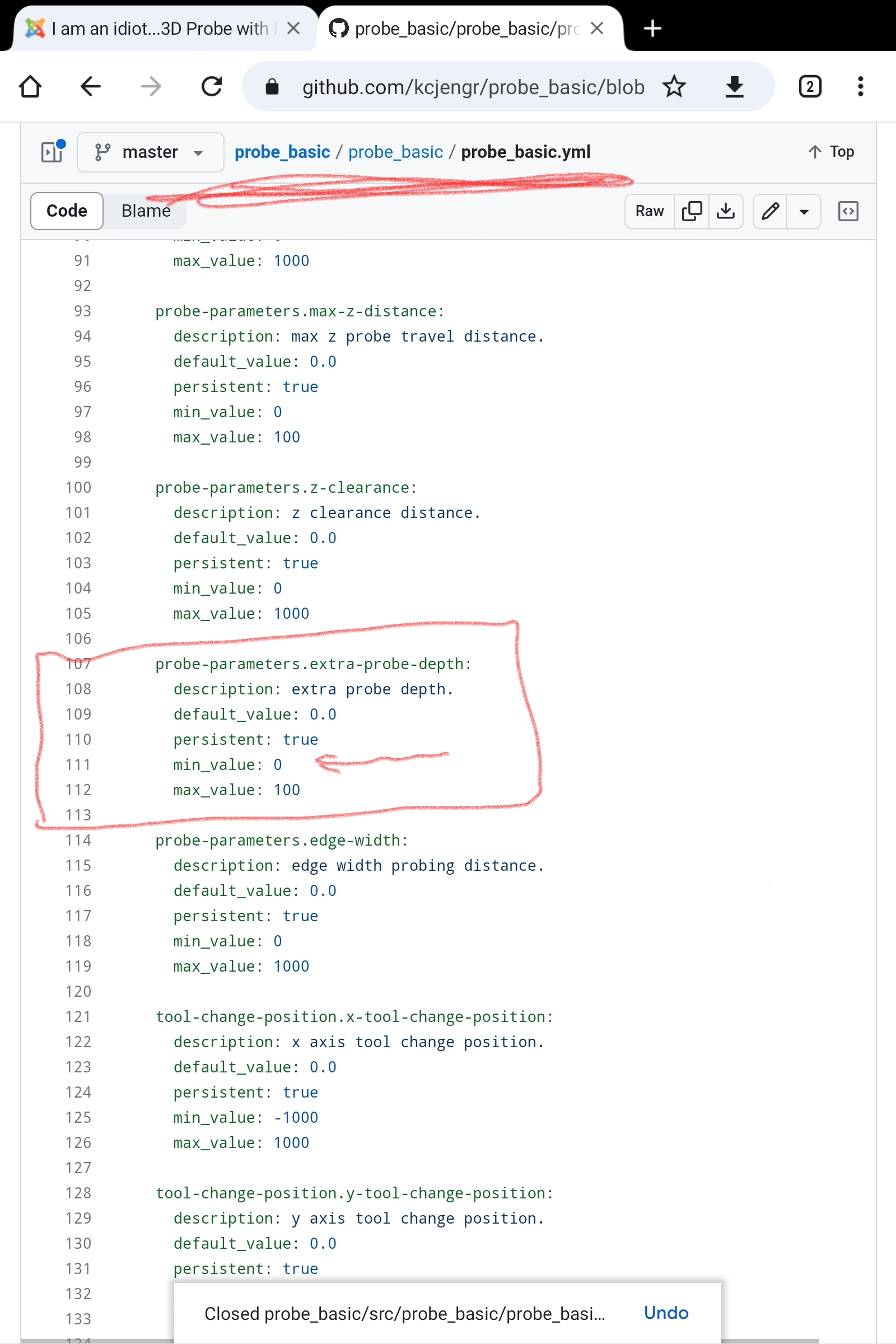
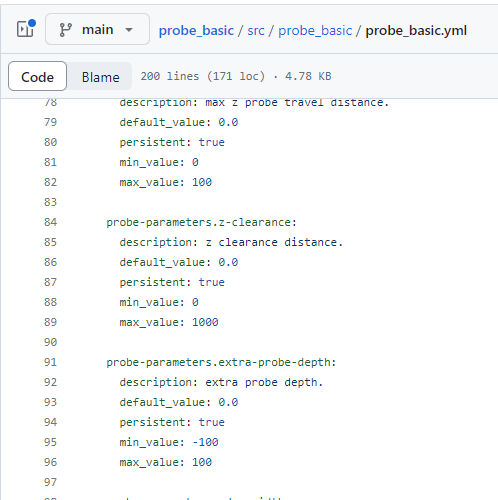
Depending how you installed probe basic you may or may not have access to the probe_basic.yml file. If you do, you can do the following:
Change the min value shown in the file below to:
min_value: -100
Attachments:
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
- Posts: 1626
- Thank you received: 756
Attachments:
Please Log in or Create an account to join the conversation.
- msrdiesel
-
Topic Author
- Offline
- Senior Member
-
- Posts: 53
- Thank you received: 14
Thank you for your help, much appreciated.
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-

- Posts: 2117
- Thank you received: 879
Issue 1, I most of the time I forget to remove the tool from the spindle, not the actual probe itself, but I forget to press: UNLOAD SPINDLE and take it back to "0". This caused quite a commotion the first time I did it.
You're not the only one to get bitten by this.
I've got an idea about physically removing a tool and forgetting to 'notify' PB by emptying the spindle. Or worse, sticking a tool in the spindle and forgetting to tell PB it's there.
I've got a momentary button on my spindle head I use to manually release a tool. I'm thinking of creating an on-screen message and linking it in HAL (or PB) so that whenever the drawbar is activated manually I get a pop-up reminder to update the PB ATC page.
If you don't have an ATC this message would get really old, really fast. But for the once or twice a session it might help avoid a dummy mistake.
Please Log in or Create an account to join the conversation.
- msrdiesel
-
Topic Author
- Offline
- Senior Member
-
- Posts: 53
- Thank you received: 14
I haven't put much thought into doing that just yet, but I did take a few moments to go over some logic in my head this morning. At a minimum, since my machine has buttons to both open and close the drawbar, or clamp and un-clamp the tool I think I have an idea. If I have a tool greater than #16 in the spindle (my ATC holds 16 tools), then just set the tool in the spindle to "0", if it is unclamped.
You're not the only one to get bitten by this.
I've got an idea about physically removing a tool and forgetting to 'notify' PB by emptying the spindle. Or worse, sticking a tool in the spindle and forgetting to tell PB it's there.
I've got a momentary button on my spindle head I use to manually release a tool. I'm thinking of creating an on-screen message and linking it in HAL (or PB) so that whenever the drawbar is activated manually I get a pop-up reminder to update the PB ATC page.
If you don't have an ATC this message would get really old, really fast. But for the once or twice a session it might help avoid a dummy mistake.
It would sure be easier and would cause no issues for the tool NOT to be in the spindle.
The sad part is this will take awhile to figure out how to implement, where as if this was a Visual Studio program in C, I could have it done in minutes. Guess I will try unclamp tool in the subroutines, and see what I can do there.
Please Log in or Create an account to join the conversation.
- msrdiesel
-
Topic Author
- Offline
- Senior Member
-
- Posts: 53
- Thank you received: 14
Never mind, delete post please.
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
- Posts: 1626
- Thank you received: 756
When loading, i load in pb and then put the tool in the spindle.
If you train yourself this way it will never be an issue.
Please Log in or Create an account to join the conversation.
- msrdiesel
-
Topic Author
- Offline
- Senior Member
-
- Posts: 53
- Thank you received: 14
Please Log in or Create an account to join the conversation.
- msrdiesel
-
Topic Author
- Offline
- Senior Member
-
- Posts: 53
- Thank you received: 14
I set mine up to just clear out the loaded tool when it is #99, when I open the drawbar and unclamp it. Only time I will be doing that operation of removing it from the spindle is to remove it after probing anyway. I just added an if statement in M24 which unclamps the tool. I have separate buttons to clamp/unclamp or open/close the drawbar.
You're not the only one to get bitten by this.
I've got an idea about physically removing a tool and forgetting to 'notify' PB by emptying the spindle. Or worse, sticking a tool in the spindle and forgetting to tell PB it's there.
I've got a momentary button on my spindle head I use to manually release a tool. I'm thinking of creating an on-screen message and linking it in HAL (or PB) so that whenever the drawbar is activated manually I get a pop-up reminder to update the PB ATC page.
If you don't have an ATC this message would get really old, really fast. But for the once or twice a session it might help avoid a dummy mistake.
Please Log in or Create an account to join the conversation.