spindle display questions
- warwickben
- Offline
- Senior Member
-

Less
More
- Posts: 40
- Thank you received: 1
11 Jan 2024 13:23 - 11 Jan 2024 13:28 #290423
by warwickben
spindle display questions was created by warwickben
i have my spindle vfd controlled by rs485. 2.2kw water cooled with the huanyang vfd.
the spindle rpm lower right of the screen one value is current/last commanded rpm. the other value is what rpm the spindle is at. but it just reports zero when the spindle is off or the rpm i set it to when its on but it dose not seem to ramp up from zero .
from my vfd.hal file.
[/code][/code][/code]
the spindle rpm lower right of the screen one value is current/last commanded rpm. the other value is what rpm the spindle is at. but it just reports zero when the spindle is off or the rpm i set it to when its on but it dose not seem to ramp up from zero .
from my vfd.hal file.
setp vfd.enable 1 # This enables the VFD in the driver
net spindle-speed spindle.0.speed-out => vfd.speed-command
net spindle-cw spindle.0.forward => vfd.spindle-forward
net spindle-ccw spindle.0.reverse => vfd.spindle-reverse
net spindle-on spindle.0.on => vfd.spindle-on
net spindle-speed-fb => vfd.spindle-speed-fb
net spindle-current <= vfd.OutA
net spindle-comm-ok <= vfd.hycomm-ok
net spindle-at-speed => vfd.spindle-at-speed
net spindle-at-speed <= spindle.0.at-speed
i assume the last two are what telling the gui what to report.
all the guides want you to put some thing like this in the custom post gui hal file. (i didnt add anything to the custom post gui hal file.)
[code]net spindle-speed-fb <= gmoccapy.spindle_feedback_bar
net spindle-at-speed <= gmoccapy.spindle_at_speed_led
[code][code]for probe basic would i just change gmoccapy to qtpyvcp?
this is the guide i used to get spindle control to work.
https://wiki.printnc.info/en/controllers/linuxcnc/vfd
Last edit: 11 Jan 2024 13:28 by warwickben.
Please Log in or Create an account to join the conversation.
- Lcvette
-

- Offline
- Moderator
-

Less
More
- Posts: 1635
- Thank you received: 763
11 Jan 2024 19:07 #290445
by Lcvette
Replied by Lcvette on topic spindle display questions
if you are feeding the spindle speed from the vfd and have the hal correctly setup for encoder feedback, go to the settings page and check the button for encoder feedback rpm: this changes the rpm display box from linuxcnc calculated output to the actual encoder feedback:
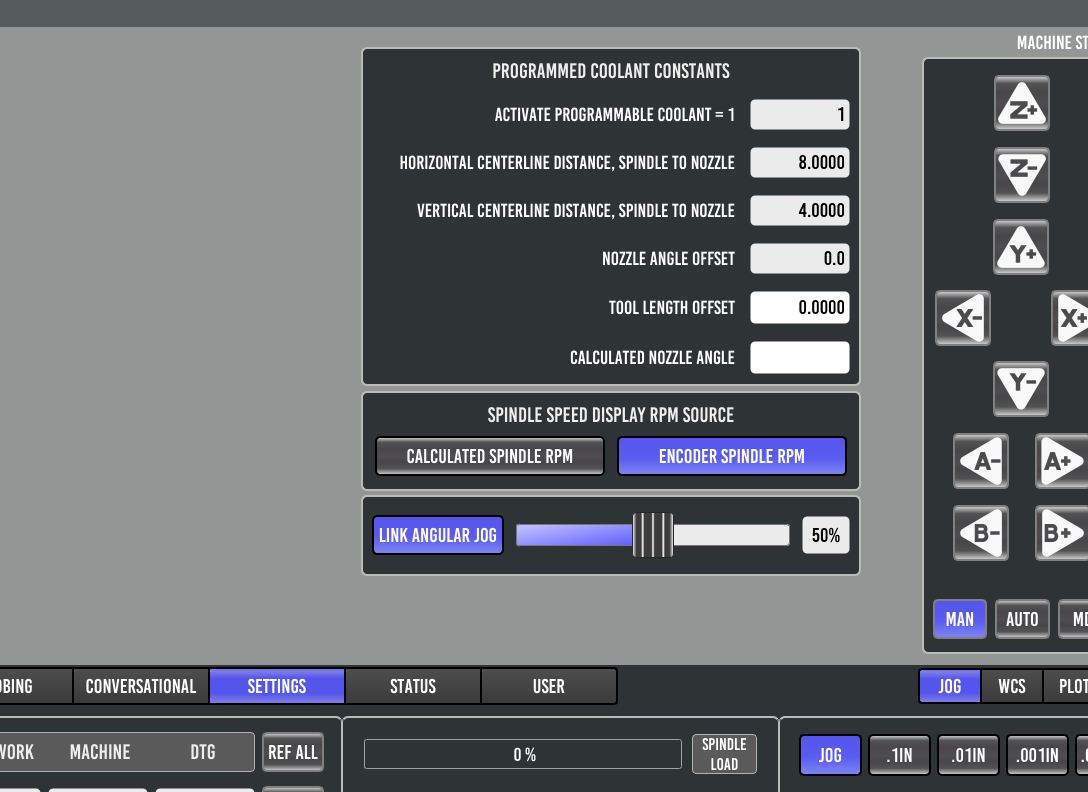
Attachments:
The following user(s) said Thank You: warwickben
Please Log in or Create an account to join the conversation.
- warwickben
- Offline
- Senior Member
-
Less
More
- Posts: 40
- Thank you received: 1
12 Jan 2024 12:52 #290502
by warwickben
Replied by warwickben on topic spindle display questions
tested it out dose not display rpm , reading what i can find might as well be Latin to me.
only reason i got my vfd working with rs485 is from the first comment on a you tube video every one links, that points out the syntax change since they added the abilty for more then one spindle.
only reason i got my vfd working with rs485 is from the first comment on a you tube video every one links, that points out the syntax change since they added the abilty for more then one spindle.
Please Log in or Create an account to join the conversation.
Moderators: KCJ, Lcvette
Time to create page: 0.270 seconds