- User Interfaces
- Other User Interfaces
- QtPyVCP
- Move Machine to inside soft limits when Probe Basic on
Move Machine to inside soft limits when Probe Basic on
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21660
- Thank you received: 7400
24 Feb 2025 05:23 #322444
by tommylight
-
It is 6:23AM here, going out for a coffee, then a bit of sleep.
Replied by tommylight on topic Move Machine to inside soft limits when Probe Basic on
Does not matter at all, it can be set in LinuxCNC however you have it and need it.Home switches are located X right hand side, Y front, Z top.
Yes, that is correct.For Z for example, is this 0 at the top and homing at the top??
-
It is 6:23AM here, going out for a coffee, then a bit of sleep.
Please Log in or Create an account to join the conversation.
- Lcvette
-

- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
24 Feb 2025 05:27 #322445
by Lcvette
Replied by Lcvette on topic Move Machine to inside soft limits when Probe Basic on
It depends on the machine. Most vmc's home table full front and right so tool changes occur with work/setups/rotary 4th axis etc clear of any ATC motion.
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
24 Feb 2025 05:37 - 24 Feb 2025 05:38 #322450
by Lcvette
Replied by Lcvette on topic Move Machine to inside soft limits when Probe Basic on
My machine is setup same as they probe_basic.ini in the sim. Homes z up, table right, table front.
It could be also that your axis motors are turning the wrong direction of things aren't making sense.
It could be also that your axis motors are turning the wrong direction of things aren't making sense.
Last edit: 24 Feb 2025 05:38 by Lcvette.
Please Log in or Create an account to join the conversation.
- aikiaviator
- Offline
- Senior Member
-

Less
More
- Posts: 49
- Thank you received: 7
24 Feb 2025 05:59 #322452
by aikiaviator
Replied by aikiaviator on topic Move Machine to inside soft limits when Probe Basic on
Ok, so my Z is configured correctly with 0 top and negative moving down as Z+ is top and Z- is down correct? Or should I change some of the config values?
I need to adjust X so zeroing on left edge of table. So will swap zero and set to left edge. I can do that. And Y, I could zero front edge of table (moving to rear) just made me a little concerned as no limit switch and crash would be at back. Wanted limit switch on moving backwards. Any thoughts on this aspect...
I need to adjust X so zeroing on left edge of table. So will swap zero and set to left edge. I can do that. And Y, I could zero front edge of table (moving to rear) just made me a little concerned as no limit switch and crash would be at back. Wanted limit switch on moving backwards. Any thoughts on this aspect...
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
24 Feb 2025 06:06 - 24 Feb 2025 06:07 #322456
by Lcvette
Replied by Lcvette on topic Move Machine to inside soft limits when Probe Basic on
I zero y table moving full front and sets zero. travel directions will always remain the same in the Cartesian coordinate system.
Last edit: 24 Feb 2025 06:07 by Lcvette.
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 11965
- Thank you received: 4078
24 Feb 2025 06:54 #322465
by rodw
Replied by rodw on topic Move Machine to inside soft limits when Probe Basic on
Back to the centre home position, you touch off using G54 offsets to achieve this in the work piece
linuxcnc.org/docs/2.4/html/gcode_coordinates.html
Here is an example part where you would touch off on the centre of the part as everything needs to be concentric of the centre bore.
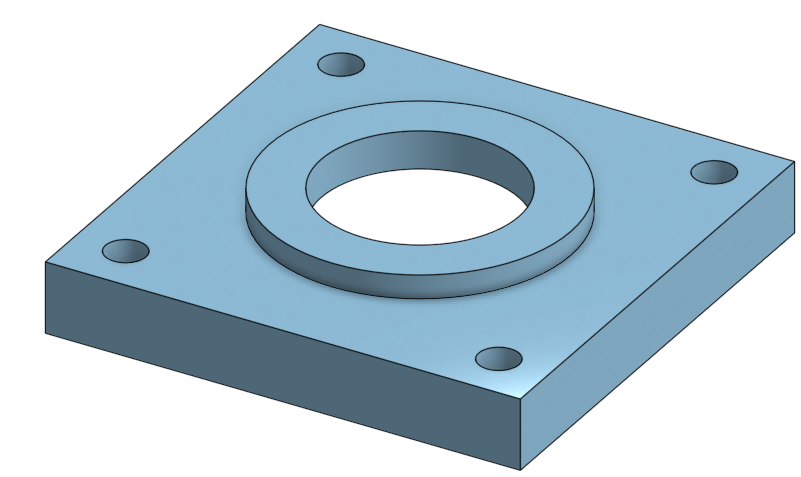
This does not affect the machine home position
linuxcnc.org/docs/2.4/html/gcode_coordinates.html
Here is an example part where you would touch off on the centre of the part as everything needs to be concentric of the centre bore.
This does not affect the machine home position
Attachments:
Please Log in or Create an account to join the conversation.
- aikiaviator
- Offline
- Senior Member
-
Less
More
- Posts: 49
- Thank you received: 7
24 Feb 2025 13:25 #322484
by aikiaviator
Replied by aikiaviator on topic Move Machine to inside soft limits when Probe Basic on
Hi lcvette, Ok, so looked at the probe_basic.ini, and apart from the X axis, my setup is the same. Z is 0 to -ve, Y is 0 to -ve, and X is 0 to +ve. So apart from the X axis my information is the same. Is that your understanding?
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
24 Feb 2025 14:12 #322488
by Lcvette
Replied by Lcvette on topic Move Machine to inside soft limits when Probe Basic on
ve?
Please Log in or Create an account to join the conversation.
- aikiaviator
- Offline
- Senior Member
-
Less
More
- Posts: 49
- Thank you received: 7
25 Feb 2025 11:49 #322580
by aikiaviator
Replied by aikiaviator on topic Move Machine to inside soft limits when Probe Basic on
Sorry, shorthand. -ve = negative, +ve = positive. Was using it to express direction.
i.e. 0 value to negative values (i.e. -ve) etc...
i.e. 0 value to negative values (i.e. -ve) etc...
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
26 Feb 2025 15:08 #322708
by Lcvette
Replied by Lcvette on topic Move Machine to inside soft limits when Probe Basic on
just draw it out and if it looks right you are on the right track. if the jog directions corresponds to spindle motion through the tables work envelop, you have it correct. where the home origin is is just the defining point of the machine reference from which all other settings are predicated on. so where ever your origin is the min/max travels are from that point to the opposite side of the cartesian coordinate system.
The following user(s) said Thank You: aikiaviator
Please Log in or Create an account to join the conversation.
Moderators: KCJ, Lcvette
- User Interfaces
- Other User Interfaces
- QtPyVCP
- Move Machine to inside soft limits when Probe Basic on
Time to create page: 0.261 seconds