Probe Basic Not Remembering Current Pocket Number
- djones@burketruck.com
- Offline
- New Member
-

Less
More
- Posts: 13
- Thank you received: 0
16 Jun 2025 21:25 #330366
by djones@burketruck.com
Probe Basic Not Remembering Current Pocket Number was created by djones@burketruck.com
We are just finishing up our linuxcnc retrofit with Probe Basic on our Mazak VTC16B. Everything seems to work just fine, except we are having an issue with the controller not keeping track of the current pocket number (Parameter #3990). The machine has a 24 position index style carousel ATC. It indexes correctly and on the first try after indexing, it will grab or store the appropriate tool in the appropriate pocket using M6 commands. After the first toolchange though, it's almost as if the controller resets itself as starting from Pocket 1. The GUI shows the correct pocket that is supposed to be used.
For example, if we start with Tool 3 in our spindle, Pocket 3 empty, Tools 2 & 3 in pockets 2&3; just after indexing if we store Tool 3 in carousel, it will rotate to pocket 3 and store the tool. If we then run a M6 T2, instead of rotating -1 pocket to grab T2, it will rotate +1 pocket, as if it were starting back at pocket 1. When doing this, the GUI shows pocket 3 being the active pocket and rotating +1 to pocket 4.
I'm assuming it has something to do with parameter 3990 not being updated or called out properly. We had to make some changes to the default config to make it all work with our machine. I've attached some of the proper config files, would somebody be able to provide any insight on where to start diagnosing this?
For example, if we start with Tool 3 in our spindle, Pocket 3 empty, Tools 2 & 3 in pockets 2&3; just after indexing if we store Tool 3 in carousel, it will rotate to pocket 3 and store the tool. If we then run a M6 T2, instead of rotating -1 pocket to grab T2, it will rotate +1 pocket, as if it were starting back at pocket 1. When doing this, the GUI shows pocket 3 being the active pocket and rotating +1 to pocket 4.
I'm assuming it has something to do with parameter 3990 not being updated or called out properly. We had to make some changes to the default config to make it all work with our machine. I've attached some of the proper config files, would somebody be able to provide any insight on where to start diagnosing this?
Please Log in or Create an account to join the conversation.
- Lcvette
-

- Offline
- Moderator
-

Less
More
- Posts: 1630
- Thank you received: 760
16 Jun 2025 23:39 #330368
by Lcvette
Replied by Lcvette on topic Probe Basic Not Remembering Current Pocket Number
Have you added the appropriate parameters in the car file for pockets and atc parameter function storing? Have you adjusted the macros for your atc pocket count for the calculations? What version of probe basic are you using?
Do you have a GitHub with your files where I can review them all?
Do you have a GitHub with your files where I can review them all?
Please Log in or Create an account to join the conversation.
- djones@burketruck.com
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
17 Jun 2025 03:23 #330372
by djones@burketruck.com
Replied by djones@burketruck.com on topic Probe Basic Not Remembering Current Pocket Number
github.com/ddjmechservices/MAZAK-VTC16B.git
We are working off of the Probe-Basic-Staging branch proofing everything out before we merge it with the main branch.
We are working off of the Probe-Basic-Staging branch proofing everything out before we merge it with the main branch.
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
17 Jun 2025 05:19 #330377
by Lcvette
Replied by Lcvette on topic Probe Basic Not Remembering Current Pocket Number
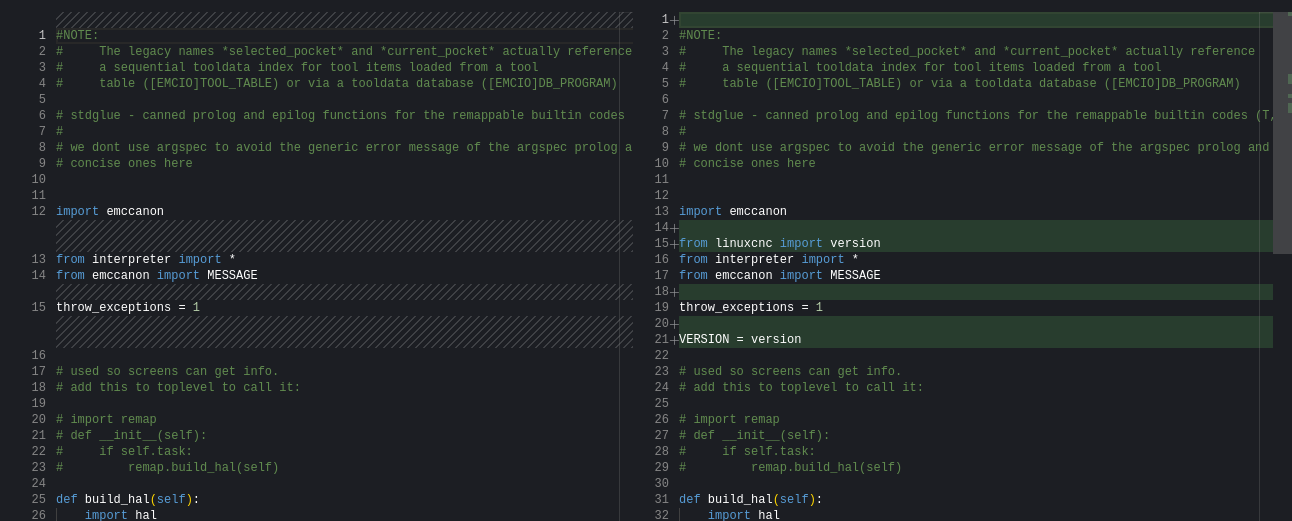
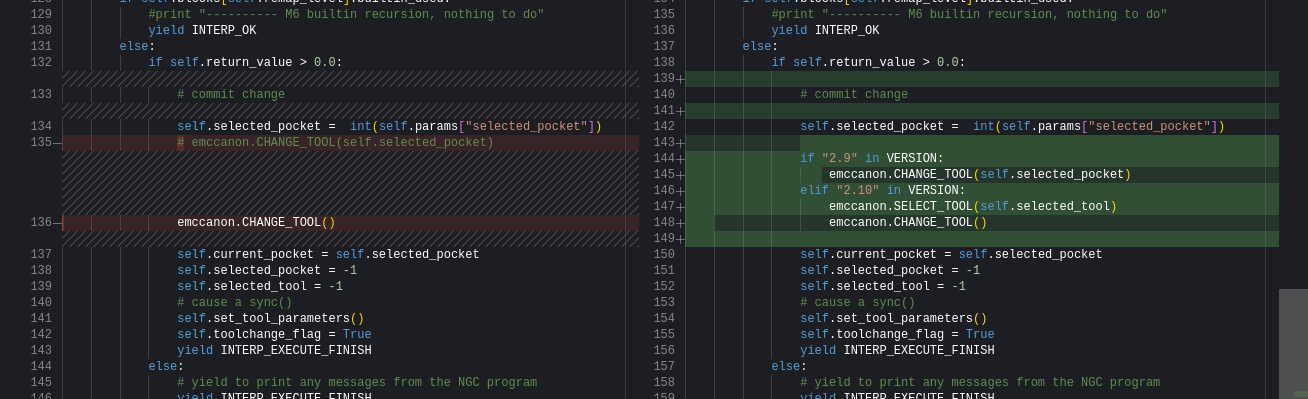
What version of linuxcnc are you running. We noticed the python broke on atc between 2.9.4 and 2.10 master.
If you're running master, check the updated python file from the latest develop version of probe basic. Run a meld file comparison to see if the latest edit is in your current python file.
Beyond that, just come through your subroutines. Check pocket counts to make sure your not dropping an index signal for some reason.
As debug everywhere to see everything is doing what you expect.
If you're running master, check the updated python file from the latest develop version of probe basic. Run a meld file comparison to see if the latest edit is in your current python file.
Beyond that, just come through your subroutines. Check pocket counts to make sure your not dropping an index signal for some reason.
As debug everywhere to see everything is doing what you expect.
Please Log in or Create an account to join the conversation.
- djones@burketruck.com
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
17 Jun 2025 11:35 #330391
by djones@burketruck.com
Replied by djones@burketruck.com on topic Probe Basic Not Remembering Current Pocket Number
I am running the 2.9.4nyx53 which is just linuxcnc 2.9.4 with the Yurtaev Nyx communication module for Mitsubishi Meldas drives. Just to confirm, the python break was on 2.10?
I'll check the subroutines and see if there is anything that drops the index or pulse signal.
Thanks!
I'll check the subroutines and see if there is anything that drops the index or pulse signal.
Thanks!
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
17 Jun 2025 13:41 #330398
by Lcvette
Replied by Lcvette on topic Probe Basic Not Remembering Current Pocket Number
correct, here was the required change, we made a either or fix in the file. but if you are on 2,9,4, unless what ever broke things in 2.10 was also added to your specific branch version of 2.9.4 for what ever reason. either way, i would grab the latest python stdglue file and pop it in your config folder just to be safe.
Attachments:
Please Log in or Create an account to join the conversation.
- djones@burketruck.com
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
17 Jun 2025 18:00 #330404
by djones@burketruck.com
Replied by djones@burketruck.com on topic Probe Basic Not Remembering Current Pocket Number
I applied the stdglue change, no change. From what I can tell, the controller/Carousel module is losing count of the current pocket, mostly when running store tool in carousel. Is the logic built into the stglude to reflect the current pocket from probe basic back to the controller? Or is that something that the end user has to do when configuring it to their machine?
It looks like some people use a M68 E Q command to update motion.analog-out-00 => conv-float-s32.0.in and change the s32 count.
I just wasn't sure if the logic was already there inside of probe basic to do this and I didn't have something configured correctly, or if it is logic that has to be added.
It looks like some people use a M68 E Q command to update motion.analog-out-00 => conv-float-s32.0.in and change the s32 count.
I just wasn't sure if the logic was already there inside of probe basic to do this and I didn't have something configured correctly, or if it is logic that has to be added.
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
17 Jun 2025 18:29 #330406
by Lcvette
Replied by Lcvette on topic Probe Basic Not Remembering Current Pocket Number
sounds like some math is going wrong somewhere. or a direction is wrong in one of your macros. without knowing more about the amchine its directions etc its hard to determine just looking over your code.
one thing i did notice is you didn't have
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool_inch.tbl
RANDOM_TOOLCHANGER = 0 <<<<<<
one thing i did notice is you didn't have
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool_inch.tbl
RANDOM_TOOLCHANGER = 0 <<<<<<
Please Log in or Create an account to join the conversation.
- Lcvette
-
- Offline
- Moderator
-
Less
More
- Posts: 1630
- Thank you received: 760
17 Jun 2025 18:36 #330408
by Lcvette
Replied by Lcvette on topic Probe Basic Not Remembering Current Pocket Number
you can also ask on the probe basic facebook group chat, just join here, the group chat would allow realtime communication and video sharing to better help understand whats going on:
www.facebook.com/share/g/1E9TtGtPQv/
www.facebook.com/share/g/1E9TtGtPQv/
Please Log in or Create an account to join the conversation.
- djones@burketruck.com
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
17 Jun 2025 19:14 #330409
by djones@burketruck.com
Replied by djones@burketruck.com on topic Probe Basic Not Remembering Current Pocket Number
I figured it out, I had to modify the math a bit (along with adding the stglue and RANDOM_TOOLCHANGER = 0 changes) but now it works perfectly. Not sure if it is something inherent to the Mazak index style ATC or if I had something wrong from the start when I used the sample configs as a reference to write the config for my machine. I just pushed the changes to my github attached above. I'll be sure to keep it public when I clean everything up and merge it to my main repo.
Thanks for the help!
Thanks for the help!
Please Log in or Create an account to join the conversation.
Moderators: KCJ, Lcvette
Time to create page: 0.153 seconds