[QTDragon] blocking in hal_manualtoolchange dialog
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4726
- Thank you received: 2118
19 Aug 2024 17:06 #308149
by Aciera
Replied by Aciera on topic [QTDragon] blocking in hal_manualtoolchange dialog
The point is that you cannot inject MDI commands when in auto mode.
My approach would be to use a custom mcode.
Have a look at this
forum.linuxcnc.org/38-general-linuxcnc-q...iable?start=10#57149
It's a bit dated but should still work. You could also use python instead of tcl.
My approach would be to use a custom mcode.
Have a look at this
forum.linuxcnc.org/38-general-linuxcnc-q...iable?start=10#57149
It's a bit dated but should still work. You could also use python instead of tcl.
The following user(s) said Thank You: chernogorsky
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4726
- Thank you received: 2118
19 Aug 2024 19:13 #308157
by Aciera
Replied by Aciera on topic [QTDragon] blocking in hal_manualtoolchange dialog
So here is an example using a python remap.
To setup python remap in your config you will need to:
1. In your config folder create a folder named 'python'
2. save this to the 'python' folder as 'toplevel.py':3. save this to the 'python' folder as 'remap.py'
4. save this as 'g69remap.ngc' to a folder listed in your ini file under [RS274NGC] SUBROUTINE_PATH
5. Add this to your ini file (if not already included)
6. Add this to the [RS274NGC] section of your ini file
This should give you a new GCode 'G69' which should then open a popup window and give you two options to move:
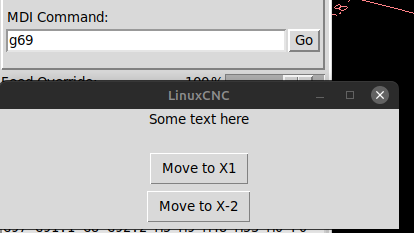
Upon pressing a button the machine will move to the selected position and the program will continue.
To setup python remap in your config you will need to:
1. In your config folder create a folder named 'python'
2. save this to the 'python' folder as 'toplevel.py':
import remapimport sys
import traceback
from interpreter import *
import emccanon
from util import lineno, call_pydevd
import hal
from tkinter import *
from tkinter import messagebox
def g69_core(self):
global coordinates
if self.task == 1:
try:
def button_pressed(value):
global coordinates
coordinates = value
ws.destroy()
ws = Tk()
# Tkinter way to find the screen resolution
screen_width = ws.winfo_screenwidth()
screen_height = ws.winfo_screenheight()
size = tuple(int(_) for _ in ws.geometry().split('+')[0].split('x'))
x = screen_width/2 - size[0]/2
y = screen_height/2 - size[1]/2
ws.geometry("400x120+%d+%d" % (x, y))
ws.title('LinuxCNC')
#ws.geometry('200x110')
Label(ws, text=("Some text here\n")).pack()
b1 = Button(ws, text=('Move to X1'), padx=10, pady=5, command=lambda: button_pressed('X1'))
b1.pack(pady=5)
b2 = Button(ws, text=('Move to X-2'), padx=10, pady=5, command=lambda: button_pressed('X-2'))
b2.pack(padx=5)
ws.mainloop()
except Exception as e:
print('ERROR: show_operator_message: ', e)
self.execute('G0' + coordinates, lineno())
yield INTERP_EXECUTE_FINISH
return INTERP_OK4. save this as 'g69remap.ngc' to a folder listed in your ini file under [RS274NGC] SUBROUTINE_PATH
; this is the wrapper remap for G69
o<g69remap>sub
M66 L0 E0 ; force sync, stop read ahead
M469 ; call the python G69_core code
M66 L0 E0 ; force sync, stop read ahead
o<g69remap>endsub
m25. Add this to your ini file (if not already included)
[PYTHON]
# where to find the Python code:
# code specific for this configuration
PATH_APPEND = ./python
# import the following Python module
TOPLEVEL = ./python/toplevel.py
# the higher the more verbose tracing of the Python plugin
LOG_LEVEL = 36. Add this to the [RS274NGC] section of your ini file
REMAP = G69 modalgroup=1 ngc=g69remap
REMAP = M469 modalgroup=10 python3=g69_coreThis should give you a new GCode 'G69' which should then open a popup window and give you two options to move:
Upon pressing a button the machine will move to the selected position and the program will continue.
Attachments:
The following user(s) said Thank You: chernogorsky
Please Log in or Create an account to join the conversation.
- chernogorsky
- Offline
- Junior Member
-

Less
More
- Posts: 35
- Thank you received: 1
19 Aug 2024 21:25 #308168
by chernogorsky
Replied by chernogorsky on topic [QTDragon] blocking in hal_manualtoolchange dialog
Thank you
Have done initial setup with Qt (still need more work on bells and whistels)
and it looks like working
File attached +
one change in qt_auto_probe_tool.ngc (right before M6)
And it works close to how I want it for now
Current TODO - check if I can do the window it modal and top of all for all the time, but its minor
Have done initial setup with Qt (still need more work on bells and whistels)
and it looks like working
File attached +
one change in qt_auto_probe_tool.ngc (right before M6)
M66 E0 L0
o250 do
M101 P#<tool>
M66 E0 L0
; cancel pressed
o260 if [#5399 EQ 2]
(MSG, Cancel has been pressed )
G43 ;turn back on tool offset mode before returning
o260 return [3] ; indicate no tool measurement
o260 endif
o270 if [#5399 EQ 10]
;(MSG, ToolChange has been pressed )
o<pnc_tc_manual> call
O270 endif
; anything other than OK button
o250 while [#5399 NE 1]
M6
And it works close to how I want it for now
Current TODO - check if I can do the window it modal and top of all for all the time, but its minor
The following user(s) said Thank You: Aciera
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.091 seconds