QT Dragon GoHome, ToolSensor and Go to Sensor
- Yoshyluebeck
- Offline
- Junior Member
-

Less
More
- Posts: 31
- Thank you received: 4
11 Sep 2024 08:56 - 11 Sep 2024 09:03 #309883
by Yoshyluebeck
QT Dragon GoHome, ToolSensor and Go to Sensor was created by Yoshyluebeck
Hello,
I have completely reinstalled LinuxCNC 2.9.3 and would like to work with QD Dragon in the future. Previously I had used LinuxCNC 2.9.2 with ProbeBasic, which worked quite well.
The machine works with LinuxCNC 2.9.3 and QTDragon_Hd and the first workpieces have been machined. Unfortunately the functions GoHome, ToolSensor and Go to Sensor are causing me problems, see log files.
It would be nice if someone could help me with troubleshooting or explain where I am making the mistake
Best regards from Germany / Lübeck
Translated with DeepL.com (free version)
--- QtVCP Screen Started on: Mi, Sep 11 2024 10:31:35 ---
--- QtDragon_hd Version 1.5 on Linuxcnc 2.9.3 ---
Mi11 10:31: Machine OFF
Mi11 10:31: Hard limits tripped
Mi11 10:31: Tool 0: No Tool
Mi11 10:31: Machine ON
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:33: Bewegung Linear in Zeile 0 würde von Achse/Gelenk Z den Anschlag Negativ überschreiten
Mi11 10:33: Bewegung Linear in Zeile 0 würde neg. Anschlag von Achse/Gelenk 2 überschreiten
Mi11 10:33: ungültige Parameter in linearem Kommando
Mi11 10:33: Bewegung Linear in Zeile 0 würde von Achse/Gelenk Z den Anschlag Negativ überschreiten
Mi11 10:33: Bewegung Linear in Zeile 0 würde neg. Anschlag von Achse/Gelenk 2 überschreiten
Mi11 10:33: ungültige Parameter in linearem Kommando
Mi11 10:33: Cannot touchoff with no tool loaded
Mi11 10:33: Loaded tool 1
Mi11 10:33: Tool 1: 3mm end mill Sample Tool
Mi11 10:34: Touchoff to sensor started
Mi11 10:34: Touchoff routine: Touchoff failed: 1st Probe down failed: Tastspitze schon ausgelöst bei Start durch G38.2 oder G38.3
Mi11 10:34: Bewegung Linear in Zeile 0 würde von Achse/Gelenk Z den Anschlag Negativ überschreiten
Mi11 10:34: Bewegung Linear in Zeile 0 würde neg. Anschlag von Achse/Gelenk 2 überschreiten
Mi11 10:34: ungültige Parameter in linearem Kommando
2024-09-11 10:34:03,709 - DEFAULT - INFO - Logging to: /home/rainer/linuxcnc/configs/QTDragon/qtdragon.log
2024-09-11 10:34:03,721 - DEFAULT.QTVCP.QT_ISTAT - WARNING - filter Extension Parsing Error: 'NoneType' object is not iterable
Using Default: ALL (*)
2024-09-11 10:34:03,721 - DEFAULT.QTVCP.QT_ISTAT - WARNING - Valid Extension Parsing Error: 'NoneType' object is not iterable
Using Default: *
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - Machine is METRIC based. unit Conversion constant=0.03937007874015748
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - TRAJ COORDINATES: XYZ
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - DEFAULT_LINEAR_VELOCITY = 360.0
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - MIN_LINEAR_VELOCITY = 30.0
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - MAX_LINEAR_VELOCITY = 4000.0000200000004
2024-09-11 10:34:03,888 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: M70
2024-09-11 10:34:03,908 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G49
2024-09-11 10:34:03,928 - DEFAULT.__MAIN__ - DEBUG - COMMAND=
2024-09-11 10:34:03,929 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G10 L20 P0 Z0
2024-09-11 10:34:03,949 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G91
2024-09-11 10:34:03,969 - DEFAULT.__MAIN__ - DEBUG - MDI_WAIT_COMMAND= , maxt = 30
2024-09-11 10:34:03,969 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G38.2 Z-10.0 F40.0
2024-09-11 10:34:04,170 - DEFAULT.__MAIN__ - DEBUG - MDI error= Tastspitze schon ausgelöst bei Start durch G38.2 oder G38.3
2024-09-11 10:34:04,170 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G90
2024-09-11 10:34:04,190 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: M72
2024-09-11 10:34:10,493 - QTvcp.QTVCP.QT_ACTION - ERROR - CALL_MDI_WAIT Error: Bewegung Linear in Zeile 0 würde von Achse/Gelenk Z den Anschlag Negativ überschreiten
Best regards from Germany / Lübeck
Translated with DeepL.com (free version)


I have completely reinstalled LinuxCNC 2.9.3 and would like to work with QD Dragon in the future. Previously I had used LinuxCNC 2.9.2 with ProbeBasic, which worked quite well.
The machine works with LinuxCNC 2.9.3 and QTDragon_Hd and the first workpieces have been machined. Unfortunately the functions GoHome, ToolSensor and Go to Sensor are causing me problems, see log files.
It would be nice if someone could help me with troubleshooting or explain where I am making the mistake
Best regards from Germany / Lübeck
Translated with DeepL.com (free version)
--- QtVCP Screen Started on: Mi, Sep 11 2024 10:31:35 ---
--- QtDragon_hd Version 1.5 on Linuxcnc 2.9.3 ---
Mi11 10:31: Machine OFF
Mi11 10:31: Hard limits tripped
Mi11 10:31: Tool 0: No Tool
Mi11 10:31: Machine ON
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:31: Hard limits tripped
Mi11 10:33: Bewegung Linear in Zeile 0 würde von Achse/Gelenk Z den Anschlag Negativ überschreiten
Mi11 10:33: Bewegung Linear in Zeile 0 würde neg. Anschlag von Achse/Gelenk 2 überschreiten
Mi11 10:33: ungültige Parameter in linearem Kommando
Mi11 10:33: Bewegung Linear in Zeile 0 würde von Achse/Gelenk Z den Anschlag Negativ überschreiten
Mi11 10:33: Bewegung Linear in Zeile 0 würde neg. Anschlag von Achse/Gelenk 2 überschreiten
Mi11 10:33: ungültige Parameter in linearem Kommando
Mi11 10:33: Cannot touchoff with no tool loaded
Mi11 10:33: Loaded tool 1
Mi11 10:33: Tool 1: 3mm end mill Sample Tool
Mi11 10:34: Touchoff to sensor started
Mi11 10:34: Touchoff routine: Touchoff failed: 1st Probe down failed: Tastspitze schon ausgelöst bei Start durch G38.2 oder G38.3
Mi11 10:34: Bewegung Linear in Zeile 0 würde von Achse/Gelenk Z den Anschlag Negativ überschreiten
Mi11 10:34: Bewegung Linear in Zeile 0 würde neg. Anschlag von Achse/Gelenk 2 überschreiten
Mi11 10:34: ungültige Parameter in linearem Kommando
2024-09-11 10:34:03,709 - DEFAULT - INFO - Logging to: /home/rainer/linuxcnc/configs/QTDragon/qtdragon.log
2024-09-11 10:34:03,721 - DEFAULT.QTVCP.QT_ISTAT - WARNING - filter Extension Parsing Error: 'NoneType' object is not iterable
Using Default: ALL (*)
2024-09-11 10:34:03,721 - DEFAULT.QTVCP.QT_ISTAT - WARNING - Valid Extension Parsing Error: 'NoneType' object is not iterable
Using Default: *
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - Machine is METRIC based. unit Conversion constant=0.03937007874015748
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - TRAJ COORDINATES: XYZ
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - DEFAULT_LINEAR_VELOCITY = 360.0
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - MIN_LINEAR_VELOCITY = 30.0
2024-09-11 10:34:03,722 - DEFAULT.QTVCP.QT_ISTAT - DEBUG - MAX_LINEAR_VELOCITY = 4000.0000200000004
2024-09-11 10:34:03,888 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: M70
2024-09-11 10:34:03,908 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G49
2024-09-11 10:34:03,928 - DEFAULT.__MAIN__ - DEBUG - COMMAND=
2024-09-11 10:34:03,929 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G10 L20 P0 Z0
2024-09-11 10:34:03,949 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G91
2024-09-11 10:34:03,969 - DEFAULT.__MAIN__ - DEBUG - MDI_WAIT_COMMAND= , maxt = 30
2024-09-11 10:34:03,969 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G38.2 Z-10.0 F40.0
2024-09-11 10:34:04,170 - DEFAULT.__MAIN__ - DEBUG - MDI error= Tastspitze schon ausgelöst bei Start durch G38.2 oder G38.3
2024-09-11 10:34:04,170 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: G90
2024-09-11 10:34:04,190 - DEFAULT.QTVCP.QT_ACTION - DEBUG - CALL_MDI Command: M72
2024-09-11 10:34:10,493 - QTvcp.QTVCP.QT_ACTION - ERROR - CALL_MDI_WAIT Error: Bewegung Linear in Zeile 0 würde von Achse/Gelenk Z den Anschlag Negativ überschreiten
Best regards from Germany / Lübeck
Translated with DeepL.com (free version)
Attachments:
Last edit: 11 Sep 2024 09:03 by Yoshyluebeck.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Online
- Moderator
-

Less
More
- Posts: 21693
- Thank you received: 7415
02 Oct 2024 08:34 #311159
by tommylight
Replied by tommylight on topic QT Dragon GoHome, ToolSensor and Go to Sensor
Moved to "QtVCP" section.
Please Log in or Create an account to join the conversation.
- gardenweazel
-

- Offline
- Elite Member
-

Less
More
- Posts: 197
- Thank you received: 10
16 Oct 2024 15:50 #312274
by gardenweazel
Replied by gardenweazel on topic QT Dragon GoHome, ToolSensor and Go to Sensor
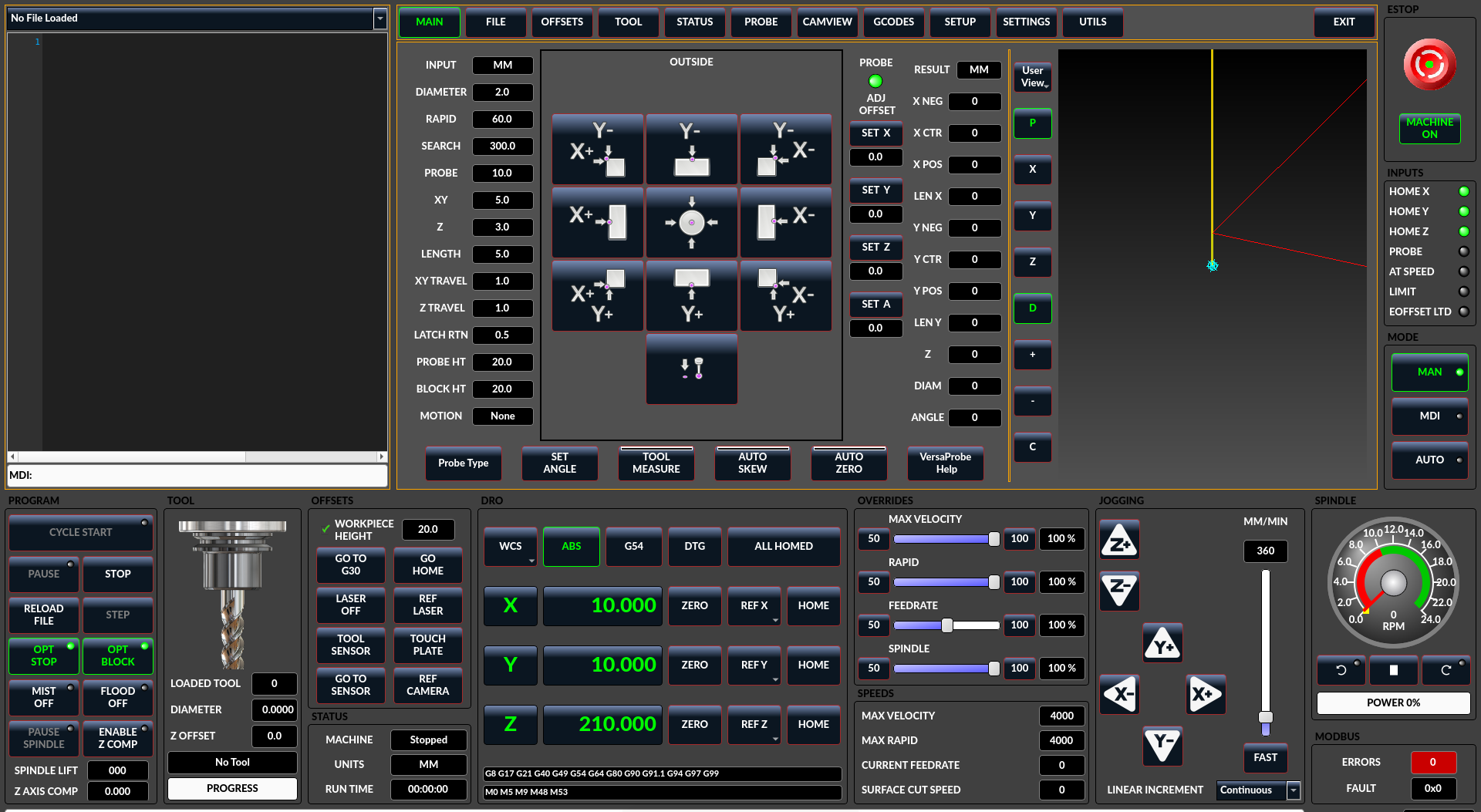
Someone correct me if I am wrong but, in the attached INI file versaprobe is defined:USE_PROBE = versaprobeI just went thru this learning curve myself. When versaprobe is defined one should only use the
the "Probe" tab at the top. When on the "Probe" tab one can click the "Probe Type" button to cycle thru
each of the different probe screens and make settings from there. One of the screens has a "Go to Tool Setter" button.
This button when clicked will move Z to above the tool setter, then when configured correctly, moves the Tool to within
10 mm as configured from the same screen. Then it stops just above the tool setter. Then the button on the screen just to the right of the
"Go to tool setter" when clicked will touch off and stop above the setter. Then, finally move Z to above your work piece and "Touchoff workpiece" which is the button below the last one you clicked.
The hint(hover) from the buttons may be worded differently as I am relying on memory.
Hope that helps.
the "Probe" tab at the top. When on the "Probe" tab one can click the "Probe Type" button to cycle thru
each of the different probe screens and make settings from there. One of the screens has a "Go to Tool Setter" button.
This button when clicked will move Z to above the tool setter, then when configured correctly, moves the Tool to within
10 mm as configured from the same screen. Then it stops just above the tool setter. Then the button on the screen just to the right of the
"Go to tool setter" when clicked will touch off and stop above the setter. Then, finally move Z to above your work piece and "Touchoff workpiece" which is the button below the last one you clicked.
The hint(hover) from the buttons may be worded differently as I am relying on memory.
Hope that helps.
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.345 seconds