Touch probe and subroutines for probing
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 532
- Thank you received: 235
13 May 2023 18:03 - 13 May 2023 18:09 #271303
by MaHa
Touch probe and subroutines for probing was created by MaHa
When i completed the build of my touch probe and necessary probing routines 2017, i was thinking about making a short clip. Now i got roused by presence of this topic, and completed this clip finally. The intro files are from the fresh build, years back. As i work with Axis without integrated probing, this is my way and its well integrated in my workflow with accurate results.
Last edit: 13 May 2023 18:09 by MaHa.
The following user(s) said Thank You: tommylight, Aciera
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4748
- Thank you received: 2127
13 May 2023 18:05 #271305
by Aciera
Replied by Aciera on topic Touch probe and subroutines for probing
Clip?
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12013
- Thank you received: 4096
13 May 2023 19:46 #271307
by rodw
Replied by rodw on topic Touch probe and subroutines for probing
Very nice. Do you use G38.4 to probe away from the surface on initial contact?
Many of the routines I've been testing waste a lot of time repeating a probe at a slower speed but back away from the surface again when its unnecessary in Linuxcnnc due to G38.4.
Makes me wonder if there isn't a grandfather written in Mach 3 somewhere!
Many of the routines I've been testing waste a lot of time repeating a probe at a slower speed but back away from the surface again when its unnecessary in Linuxcnnc due to G38.4.
Makes me wonder if there isn't a grandfather written in Mach 3 somewhere!
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 235
13 May 2023 20:14 - 13 May 2023 20:21 #271312
by MaHa
Replied by MaHa on topic Touch probe and subroutines for probing
All probing is done with G38.2 , because calibration is done with G38.2 .If there is trigger on release, it will give a slightly different result, when probe dimensions.
The process is, travel with F500 to about 2 or 3mm before trigger point, lock the feed at F100 M50 P0 (all probing and calibration is done like that), back off and goto next position at F500, adjustable if desired. The probe is kept in orientation with a locking lever, and it has is personal HQ collet. Like that, i get good,repeatable results.
Edit: Actually you can see in the clip, on what movement the probe and feed symbol is displayed in the bar
The process is, travel with F500 to about 2 or 3mm before trigger point, lock the feed at F100 M50 P0 (all probing and calibration is done like that), back off and goto next position at F500, adjustable if desired. The probe is kept in orientation with a locking lever, and it has is personal HQ collet. Like that, i get good,repeatable results.
Edit: Actually you can see in the clip, on what movement the probe and feed symbol is displayed in the bar
Last edit: 13 May 2023 20:21 by MaHa.
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12013
- Thank you received: 4096
13 May 2023 20:52 #271314
by rodw
Replied by rodw on topic Touch probe and subroutines for probing
Thanks, then it makes you wonder why the other routines do it twice eg fast, say F200 (recommended max for my probe), then back away and do at F100 or some lower speed.
I assumed this was because some overtravel was expected at the higher speed. If this was the case, G38.4 at F50 or lower would yield more accurate results.
But now when I think about it F200 moves 0.00333333333333 mm per servo cycle which is better than the accuracy of many probes so the overtravel does not matter. Sounds like they are just wasting time.
what cmorley is doing with probing in qtdragon is very ambitioous. Two probing methods (basic probe and vers.by), baked into Python. When its fully debugged it should give probing to the masses... Planning on some more testing today after his last push.
I assumed this was because some overtravel was expected at the higher speed. If this was the case, G38.4 at F50 or lower would yield more accurate results.
But now when I think about it F200 moves 0.00333333333333 mm per servo cycle which is better than the accuracy of many probes so the overtravel does not matter. Sounds like they are just wasting time.
what cmorley is doing with probing in qtdragon is very ambitioous. Two probing methods (basic probe and vers.by), baked into Python. When its fully debugged it should give probing to the masses... Planning on some more testing today after his last push.
The following user(s) said Thank You: ikkuh
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12013
- Thank you received: 4096
13 May 2023 21:00 #271316
by rodw
Replied by rodw on topic Touch probe and subroutines for probing
Actually on further thought, for best accuracy, would be to probe, then back away with G38.4, then reprobe at F20
This gives 0.000333333333333 mm per servo cycle which is well under the +-0.001 mm accuracy of a Reinshaw probe!
The final movement at such slow speed would be > 0.002mm so it would not take much longer!
Interesting!
This gives 0.000333333333333 mm per servo cycle which is well under the +-0.001 mm accuracy of a Reinshaw probe!
The final movement at such slow speed would be > 0.002mm so it would not take much longer!
Interesting!
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 235
01 Jun 2023 18:38 #272650
by MaHa
Replied by MaHa on topic Touch probe and subroutines for probing
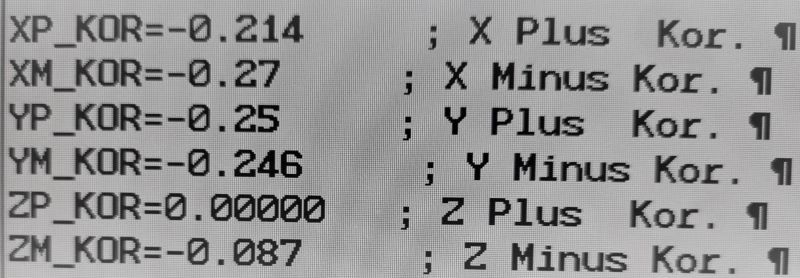
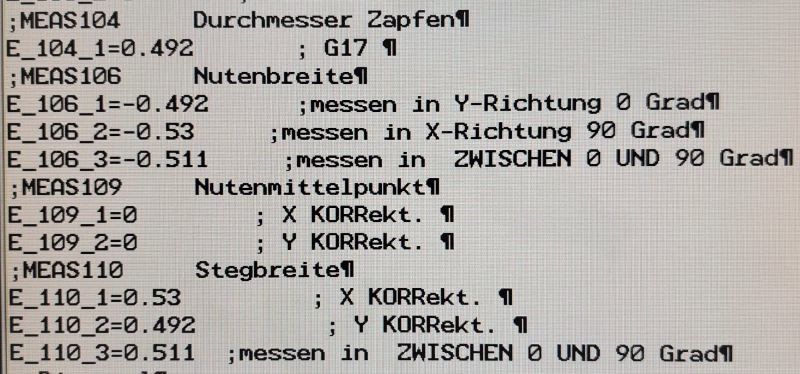
Today i had to recalibrate the 15 years old Renishaw RMP60 probe with 150mm tip. This are the deflection offsets gained for single point touch 4 directions, cylinder diameter, slot inside and web outside. This offsets are used by the specific probing routine.
Just in case there are questions, if probe calibration is useful, and if the orientation affects accuracy.
This calibration results are repeatable, finally our probing is within 0.01-0.02mm , what meets the requirement.
Just in case there are questions, if probe calibration is useful, and if the orientation affects accuracy.
This calibration results are repeatable, finally our probing is within 0.01-0.02mm , what meets the requirement.
Attachments:
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
Time to create page: 0.126 seconds