Probe
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 532
- Thank you received: 235
01 May 2024 18:50 #299498
by MaHa
Probe was created by MaHa
Recently i had an idea for a 3d probe construction. As I build everything myself, started making this handful of parts and then assembled. The measure repeatability is within 0.01-0.02mm, which is at the limit, but ok for my purpose. The Ruby tip is 2mm, overall length 79mm and 52mm Diameter
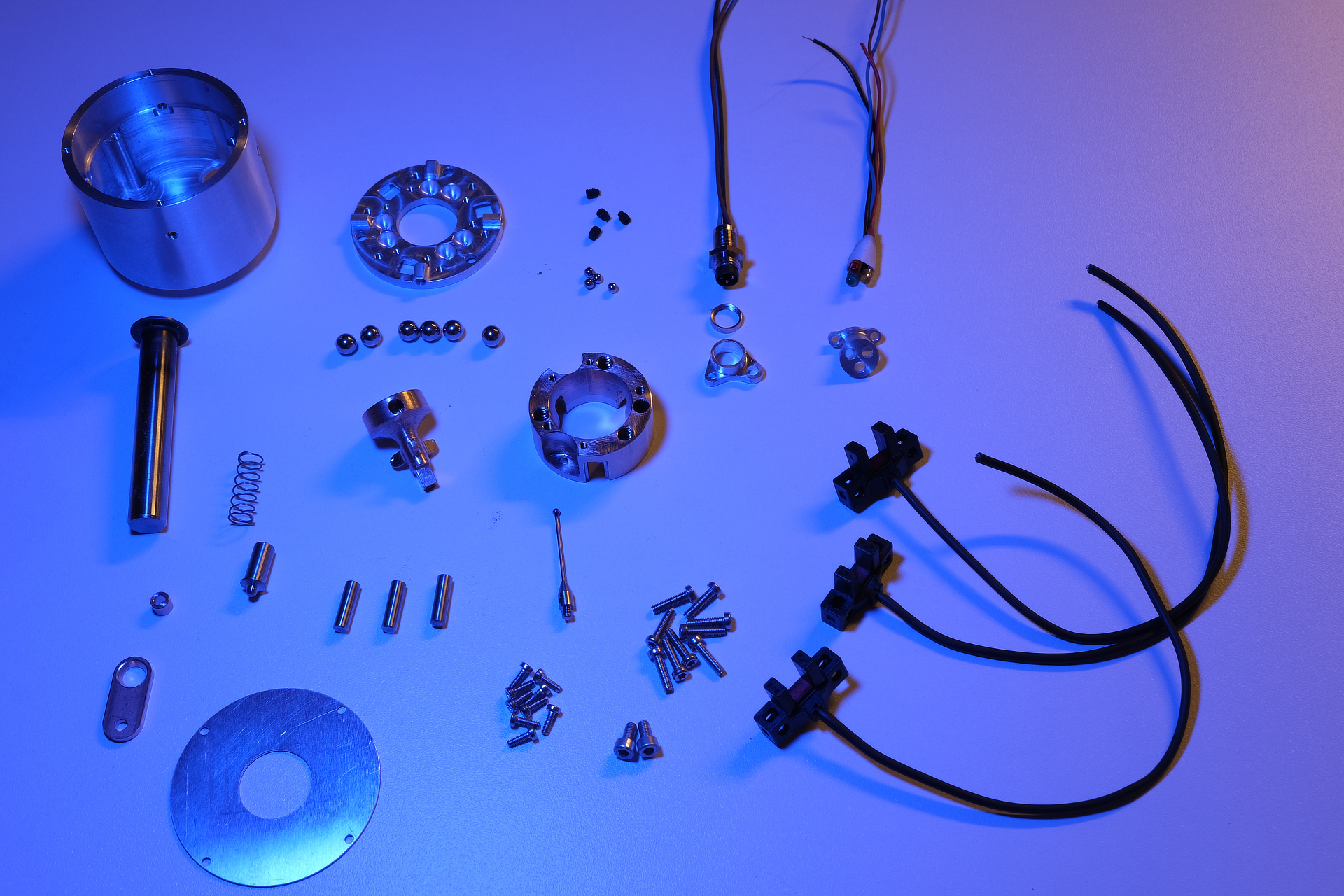



Attachments:
The following user(s) said Thank You: tommylight, Clive S, rodw, Unlogic
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21696
- Thank you received: 7414
01 May 2024 19:32 #299504
by tommylight
Replied by tommylight on topic Probe
Very nice, thank you.
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 11990
- Thank you received: 4083
02 May 2024 08:52 #299537
by rodw
Replied by rodw on topic Probe
X 2Very nice, thank you.
Please Log in or Create an account to join the conversation.
- Unlogic
- Offline
- Elite Member
-

Less
More
- Posts: 240
- Thank you received: 120
02 May 2024 17:25 #299571
by Unlogic
Replied by Unlogic on topic Probe
That looks like a very thoroughly built probe.
Please Log in or Create an account to join the conversation.
- DEVILHUNTER
- Offline
- Junior Member
-

Less
More
- Posts: 31
- Thank you received: 11
10 May 2024 04:32 #300287
by DEVILHUNTER
Replied by DEVILHUNTER on topic Probe
Really cool. Do you read the photodiodes directly? The amplification circuit with a precise comparator to activate the probe with the slightiest change in light is key. Have you measured lobule error? This optical probes have better performance on that that pure kinematic ones, a must for machines without spindle orient.
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-
Less
More
- Posts: 532
- Thank you received: 235
10 May 2024 11:02 #300303
by MaHa
Replied by MaHa on topic Probe
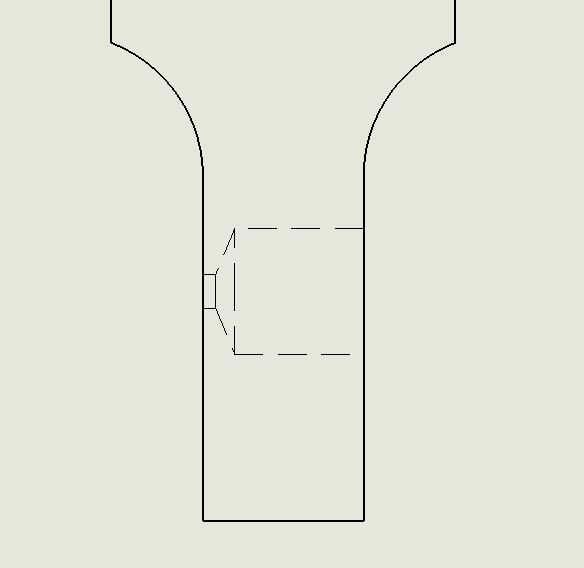
There are 2 PNP output, light-on (used for the led's) and also dark-on, which trigger probe input. The object to control the lightbeam looks like this, the small diameter is machined 0.25 - 0.3mm. Years ago i did some testing about this, and this design worked well for me.
I clamp the probe in oriented position, but it needs compensation. My probing routines can handle multiple probes 4, quadrants error compensated. I use the toolnumber for the compensation file, eg T999, to call the compensation parameter, 'o#5400 call' does read 999.ngc and loads global variables for this probe. Then the results are repeated within 0.02mm
I clamp the probe in oriented position, but it needs compensation. My probing routines can handle multiple probes 4, quadrants error compensated. I use the toolnumber for the compensation file, eg T999, to call the compensation parameter, 'o#5400 call' does read 999.ngc and loads global variables for this probe. Then the results are repeated within 0.02mm
Attachments:
Please Log in or Create an account to join the conversation.
Time to create page: 0.186 seconds