Showstopper Plasma Cutter retrofit
- rodw
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 11967
- Thank you received: 4078
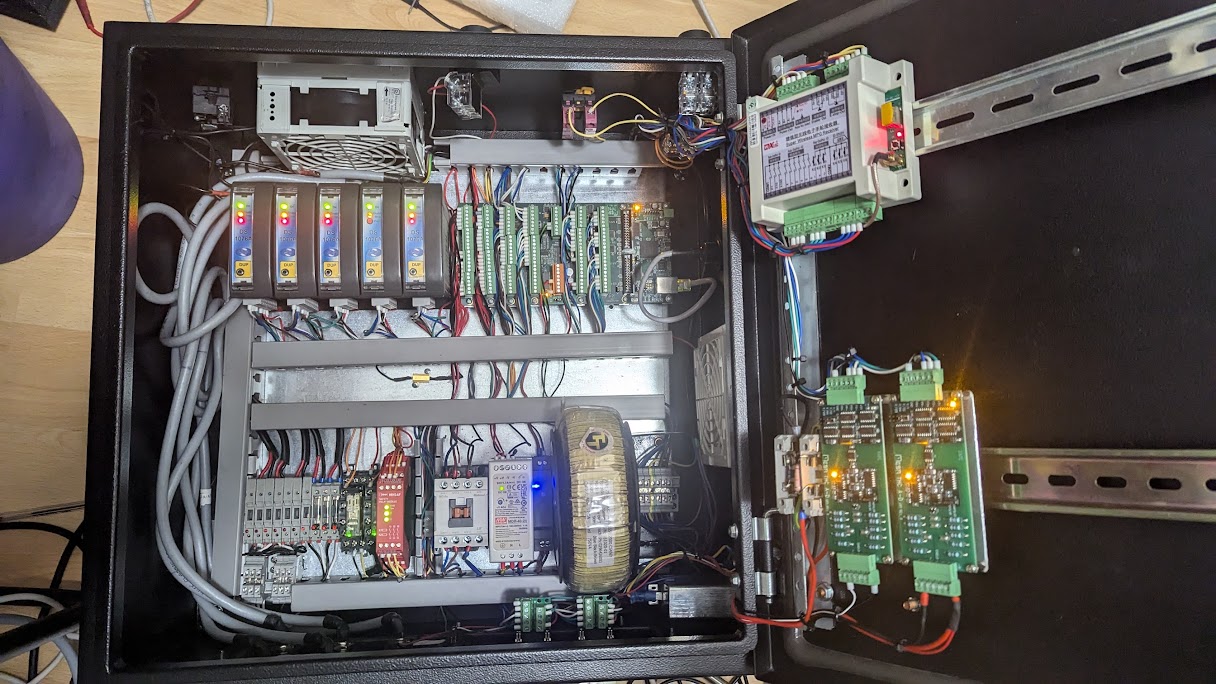
This still uses a Mesa 7i76e and a couple of Thcads for torch voltage and Ohmic sensing
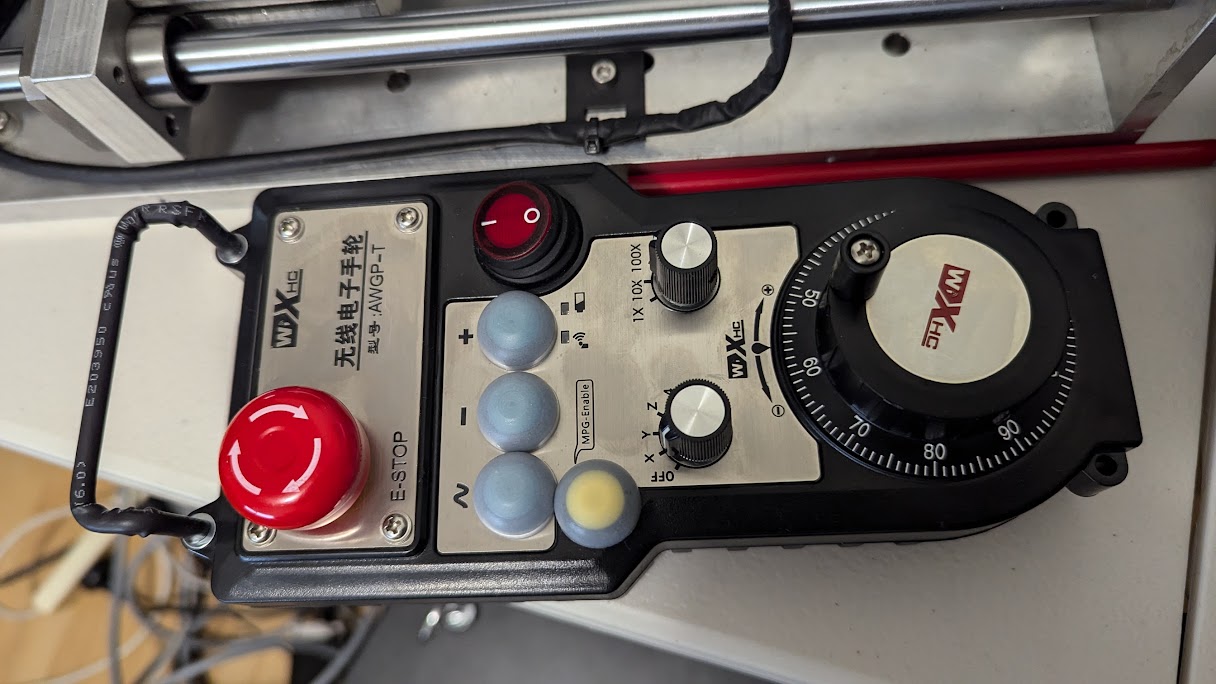
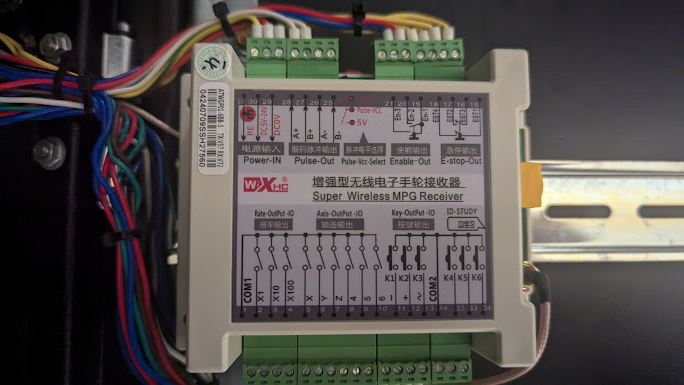
Additionally it has a 433 Mhz Wireless pendant which has a wired in receiver. This is the second one of these I have used and I like them a lot
Steve in Melbourne saw some of my videos and asked me if I could help out with his plasma table which was a bit tired and in need of a refresh.

So a deal was struck.
The table was using a 24 volt power supply to drive the motors which was well underpowered. My controller includes a 60 volt AC toroid I had custom made which powered 5 x Lam Technologies D1076 6 amp drivers.
We replaced the motors with industrial quality ones befitting the Lam drivers from Moon's Industries. I wanted to use NEMA34's but we could not fit them in. We also added 5:1 reduction planetary WUMA gearboxes. These needed some customisation to the output shaft. We had to use an 8mm shaft. The 14mm standard shaft just would not fit into the exisring pinion.

to continue
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078

So the compination of near quadrupling the voltage and a significant gear reduction really gave the machine a lift in performance.
The plasma had a 24 volt motor driving the z axis lifter so we replaced that with a stepper driven torch lifter with 200 mm of travel

I was annoyed originally about this because despite being assured it would be stepper driven, it had a geared motor. All was not lost as they had spot drilled the mounting plate to take a NEMA23 motor. This has a break away mount and a float switch built in and a bit of tewiring was tequired.
To wire everything up, we used two little breakout boards I made a long time ago so we could use a couple of DB9 cables to wire it up.

Thes can be daisy chained together and support proximity sensors, switched inputs and ooutputs (with flyback diodes built in)
If anybody is interested in these, please let me know, I was thinking of getting a batch made.
The only problem is the connectors are very hard to crimp on (for me) so I sourced some tails that I could join onto the prox sensors.
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078
But they take some wiring in.
I tried some complex hal trickery to get eveything working but gave up and wrote a custom component
In addition to that, we are using my Lam stepboost component to get higher performance out of the Lam drivers.
And My Ohmic3 Hypersensing component that uses a THCAD which will be a bug upgrade for Steve.
It was pretty hard to wire up a plasma cutter without a table, so I made a couple of errors to make Steve's job a bit harder.
Shh don't tell anybody but I had to get some hellp to set up my own ohmic3 component!
I forgot to mention the control box uses a safety relay for the estop circuit. Thats the red relay with the row of lights on it.I elected to utilise an external estop reset button,so we just use the QTplasmac estop as an indicator.
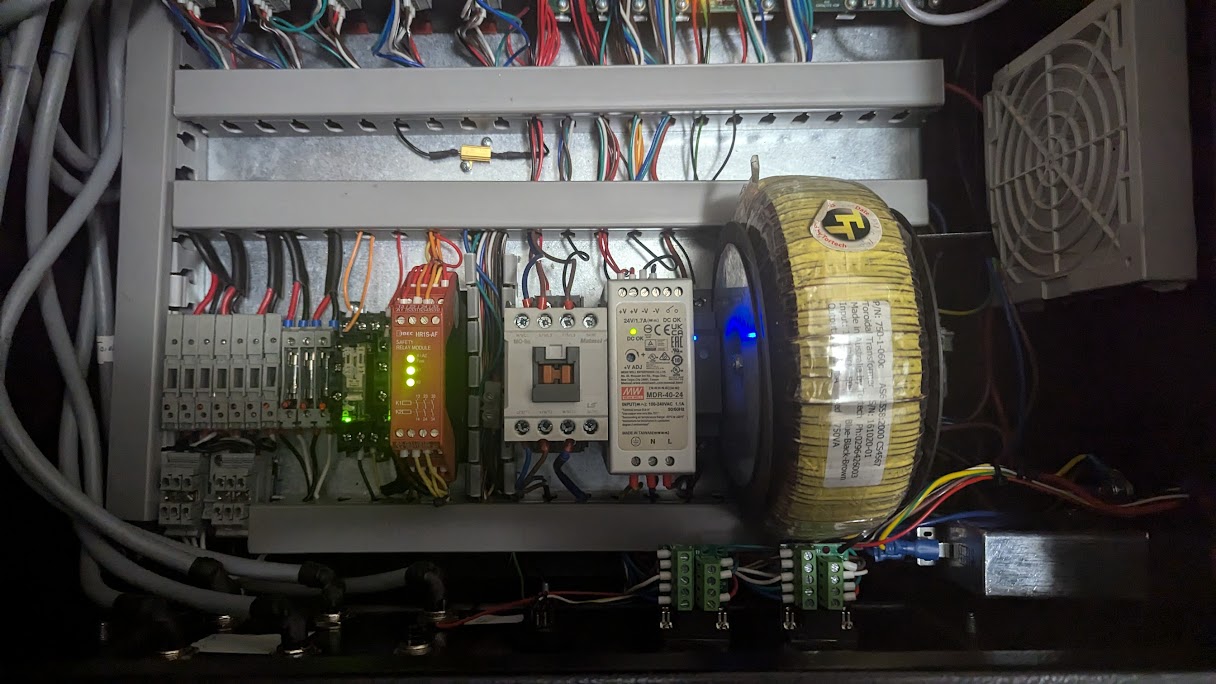
To the left of the safety relay are a couple of force guided relays which add some redundancy to the connection back to linuxcnc that tells us that we are awake! Thse have a plastic pin that forces the relays open to prevent any possibility of the contacts being welded shut. These are the only relays used in the build as the torch is turned on by the 7i76e's onboatd spindle SSR.
So that is a brief summary of the build. Next post will show the after.
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078



I was a bit worried when Steve wanted to mount the control box on the gantry but it worked out OK.
It seemse to have limited rapids to 10 m/min but that is double what he had before.
One of the other issues previously was that traverses were limited to the cut speed so they might be 5 x faster now!
Also thanks to PhilC who worked out the gcode filter that is letting Steve use his Hypertherm nesting system as is with no changes.
Next post will list the unresolved issues that seem to be bugs in qtplasmac even after upgrading to 2.9.3 today.
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078
1. Torch Breakaway does not pause motion when triggered despite the plasmac.breakaway pin going true
2. recovery panel is never displayed. I thought it might be linked to not having a M52 P1 but that is not it
3. If paused, it cannot resume until Linuxcnc is restarted
4. Safe height is ignored. Rapid Traverses are at max height
Its a long time sice I have used qtplasmac but these do appear to be bugs to me.
Any help or ideas will be appreciated.
The config is in git here github.com/rodw-au/showstopper
Please Log in or Create an account to join the conversation.
- tommylight
-

- Online
- Moderator
-

- Posts: 21662
- Thank you received: 7400
")
The box seems a bit to heavy to be mounted on the gantry, but if he insisted...
Please Log in or Create an account to join the conversation.
- snowgoer540
-

- Offline
- Moderator
-
- Posts: 2552
- Thank you received: 884
So here are the remaining issues:
1. Torch Breakaway does not pause motion when triggered despite the plasmac.breakaway pin going true
2. recovery panel is never displayed. I thought it might be linked to not having a M52 P1 but that is not it
3. If paused, it cannot resume until Linuxcnc is restarted
4. Safe height is ignored. Rapid Traverses are at max height
Its a long time sice I have used qtplasmac but these do appear to be bugs to me.
Any help or ideas will be appreciated.
The config is in git here github.com/rodw-au/showstopper
2.9.3 isn't quite helpful because it's difficult to find the line in the sand and correlate it to a version of QtPlasmaC. Even if you used the buildbot, it's been down for months, so who knows where you stand version wise.
The repo is neat, but it would be more helpful if you could post a backup of the config that was created by QtPlasmaC. It contains a few more "extras" that may help us track down issues that aren't present in the config folder otherwise. First of which is the specific version.
At any rate, I did checkout and build 2.9, and I don't see issues 1-3. Grated, it would be the latest version of QtPlasmaC which is 2.9-238.315, and I also didn't simulate your config ... but from what I see here QtPlasmaC is working.
I don't see issue 4 either, even on the VM, I can see that it's obeying my safe height of 0.75". In the picture below, Max Height is obviously where the cut started from. Remember that safe height is measured from the top of the material up. linuxcnc.org/docs/devel/html/plasma/qtpl...plasma:initial-setup
Reading how much you like being on the "bleeding edge", I'm a drop curious why you didn't use the master branch? It does have a few more features that are not present in 2.9. It's also noteworthy to mention that at this point, 2.9 is considered "end of life" from a development standpoint (to include bug fixes).
Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078
Thanks. I actually asked here which version to use for production and 2.9 was recommended.
Reading how much you like being on the "bleeding edge", I'm a drop curious why you didn't use the master branch? It does have a few more features that are not present in 2.9. It's also noteworthy to mention that at this point, 2.9 is considered "end of life" from a development standpoint (to include bug fixes).
forum.linuxcnc.org/plasmac/53044-best-qtplasmac-version-to-use
I also built the 2.9.x ISOs on the Linuxcnc downloads page soi maybe I am biased. For a production setting on a machine 1800 km (over 1000 miles) away for a user, using a production version made a lot of sense.
Its not that the buildbot is broken but V2.9 is frozen following a release. Release debs for 2.9.3 are in the Linuxcnc repository which can be installed on any linux distro by running the bash script mentioned here
linuxcnc.org/docs/stable/html/getting-st...th_preempt_rt_kernel
(or by using the ISO)
Checking the release version of QTplasmac in Linuxcnc 2.9.3 , I see it is 2.9-238.314. It seems your last release for 2.9 was not included. It will probably get in there if ever a 2.9.4 is released.
I might write a script to convert from using the Linuxcnc repos to the 2.10 repos at buildbot2.highlab.com/
Anyway off topic for long enough, The main issue for us is the breakaway. It really makes no sense that it will not work when all the pins are set correctly as inputs into plasmac.comp. I will look at the state of the plasmac.comp output pins to halui as it might not be a qtplasmac issue. All of these features were working years ago so its odd they have broken.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078
Yes, it was how the machine was designed previously and there wasn't really a space it could be mounted elsewhere even if it was a stand alone cabinet. Here it was all packed up for shipping, (Plasma in a box) The control box weighsLooks awesome, as usual !
The box seems a bit to heavy to be mounted on the gantry, but if he insisted...

Attachments:
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078
Attachments:
Please Log in or Create an account to join the conversation.