Positioning error if robot is not homing!
- jstoquica
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

Less
More
- Posts: 137
- Thank you received: 9
22 Aug 2015 05:50 - 22 Aug 2015 05:51 #61636
by jstoquica
Positioning error if robot is not homing! was created by jstoquica
Hi everyone,
Then of simulation test in vismach and kinematics equations, I have still some doubts with the simulation and the kinematics results. I don't know if is proper of the LinuxCNC offsets or something like that, or something in the kinematics parameters.
1. When I invoke the robot simulation, in the AXIS screen, in Manual Control [F3] tab, I HAVE to push in "Home All" because If I don't do that and push MDI [F5] tab first of the homing instruction, the robot adopts a different position that initial configuration.
As You can see in the images attached. The first one doesn't have a homing instruction, while the second one has the homing instruction. The coordinates in MDI[F5] tab, changed.
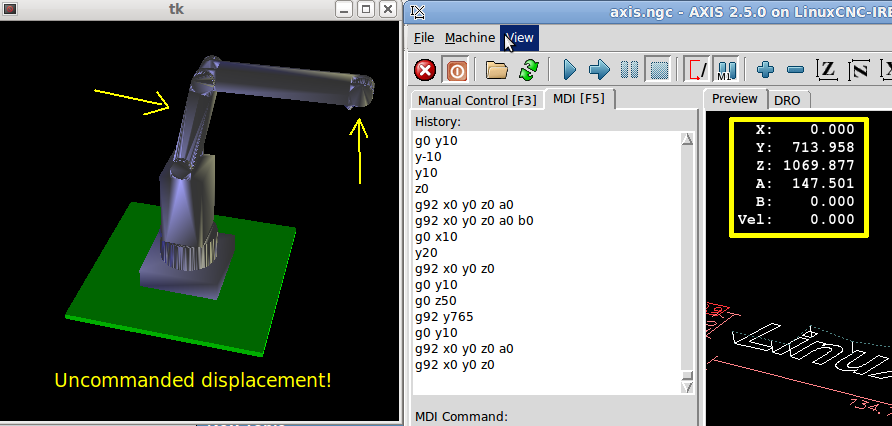
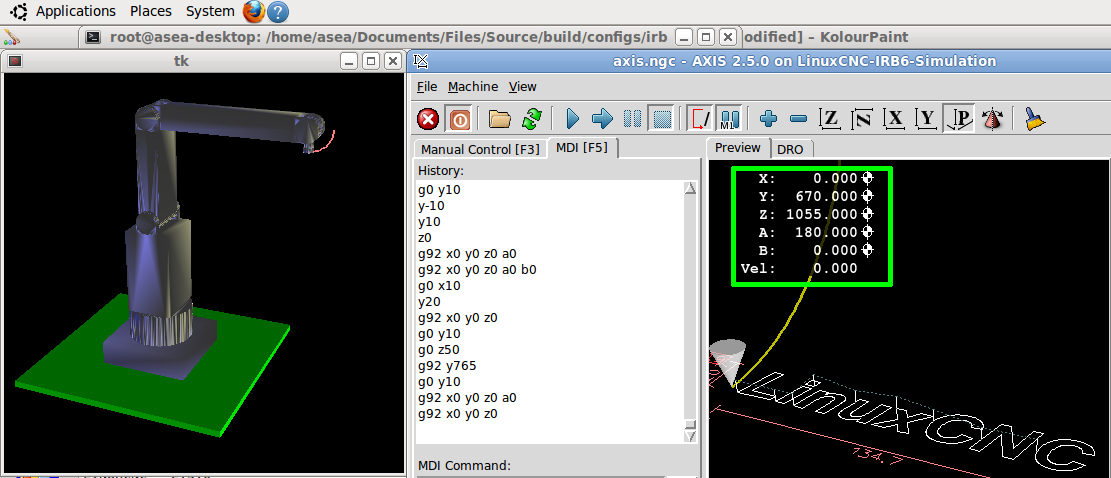
And If I don't push homing instruction first, when I typed some instruction, the kinematics fail completely. Ever I have to push homing instruction first.
Is It wrong? Why did it happen?
2. When I typed some command in MDI [F5] tab like [G0 X200 Y700], the robot does the displacement, but the precision of the coordinates differs. And the final coordinates are e.g. [X=202.124 Y=712.054]. And that positioning error increases.
But, If I run any NGC program in MDI mode, the final coordinates are the same of the command coordinates. Without positioning error.
Why did it happen? Looks like some variables values in the kinematics have some junk data of old iteration, Is it possible? I don't know what is going on, if it is really happens something.
3. For contribute to the community, how can I publish my simulation and results in the site?
Thanks for your time, and regards.
Then of simulation test in vismach and kinematics equations, I have still some doubts with the simulation and the kinematics results. I don't know if is proper of the LinuxCNC offsets or something like that, or something in the kinematics parameters.
1. When I invoke the robot simulation, in the AXIS screen, in Manual Control [F3] tab, I HAVE to push in "Home All" because If I don't do that and push MDI [F5] tab first of the homing instruction, the robot adopts a different position that initial configuration.
As You can see in the images attached. The first one doesn't have a homing instruction, while the second one has the homing instruction. The coordinates in MDI[F5] tab, changed.
And If I don't push homing instruction first, when I typed some instruction, the kinematics fail completely. Ever I have to push homing instruction first.
Is It wrong? Why did it happen?
2. When I typed some command in MDI [F5] tab like [G0 X200 Y700], the robot does the displacement, but the precision of the coordinates differs. And the final coordinates are e.g. [X=202.124 Y=712.054]. And that positioning error increases.
But, If I run any NGC program in MDI mode, the final coordinates are the same of the command coordinates. Without positioning error.
Why did it happen? Looks like some variables values in the kinematics have some junk data of old iteration, Is it possible? I don't know what is going on, if it is really happens something.
3. For contribute to the community, how can I publish my simulation and results in the site?
Thanks for your time, and regards.
Last edit: 22 Aug 2015 05:51 by jstoquica.
Please Log in or Create an account to join the conversation.
- cncbasher
- Offline
- Moderator
-

Less
More
- Posts: 1744
- Thank you received: 288
22 Aug 2015 18:35 - 22 Aug 2015 18:38 #61647
by cncbasher
Replied by cncbasher on topic Positioning error if robot is not homing!
you should allways home the machine first,
you can set it so it homes when first switched on , after that and so long as the machine is not switched off , it will hold correctly
also if you are using loading tool table , make sure all the values are zero
make sure your not loading any offsets or clear offsets first in your gcode .
you can set it so it homes when first switched on , after that and so long as the machine is not switched off , it will hold correctly
also if you are using loading tool table , make sure all the values are zero
make sure your not loading any offsets or clear offsets first in your gcode .
Last edit: 22 Aug 2015 18:38 by cncbasher.
The following user(s) said Thank You: jstoquica
Please Log in or Create an account to join the conversation.
- jstoquica
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 137
- Thank you received: 9
23 Aug 2015 21:59 #61680
by jstoquica
Replied by jstoquica on topic Positioning error if robot is not homing!
Thanks for the reply,
1. My doubt was because with the others two manipulators (puma and puma560) don't happen that issue.
2. For contribute to the community, how can I publish my simulation and results in the site - Linuxcnc.org -?
Regards.
1. My doubt was because with the others two manipulators (puma and puma560) don't happen that issue.
2. For contribute to the community, how can I publish my simulation and results in the site - Linuxcnc.org -?
Regards.
Please Log in or Create an account to join the conversation.
- cncbasher
- Offline
- Moderator
-
Less
More
- Posts: 1744
- Thank you received: 288
23 Aug 2015 22:28 - 23 Aug 2015 22:29 #61685
by cncbasher
Replied by cncbasher on topic Positioning error if robot is not homing!
just post as a topic if you wish , and add your configuration as an archive
or you may add to the wiki . the password is available from the admin and moderators
wiki.linuxcnc.org/cgi-bin/wiki.pl?BasicSteps
you can make the homing a integral part of startup so it's automatic if you wish
once you have everything correct and working
or you may add to the wiki . the password is available from the admin and moderators
wiki.linuxcnc.org/cgi-bin/wiki.pl?BasicSteps
you can make the homing a integral part of startup so it's automatic if you wish
once you have everything correct and working
Last edit: 23 Aug 2015 22:29 by cncbasher.
The following user(s) said Thank You: jstoquica
Please Log in or Create an account to join the conversation.
- jstoquica
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 137
- Thank you received: 9
23 Aug 2015 23:53 #61702
by jstoquica
Replied by jstoquica on topic Positioning error if robot is not homing!
Hi and thanks for the answer.
How can I do that?
Regards.
you can make the homing a integral part of startup so it's automatic if you wish
once you have everything correct and working
How can I do that?
Regards.
Please Log in or Create an account to join the conversation.
Time to create page: 0.092 seconds