Tuning issues (RESOLVED)
- bevins
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1942
- Thank you received: 338
10 May 2017 16:13 - 18 May 2017 12:17 #92969
by bevins
Tuning issues (RESOLVED) was created by bevins
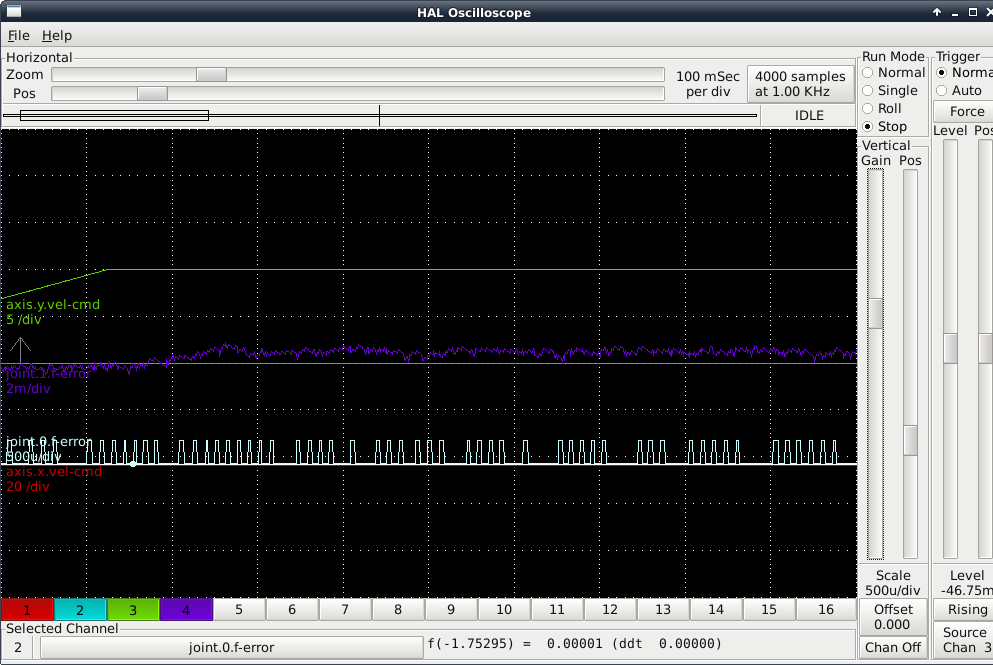
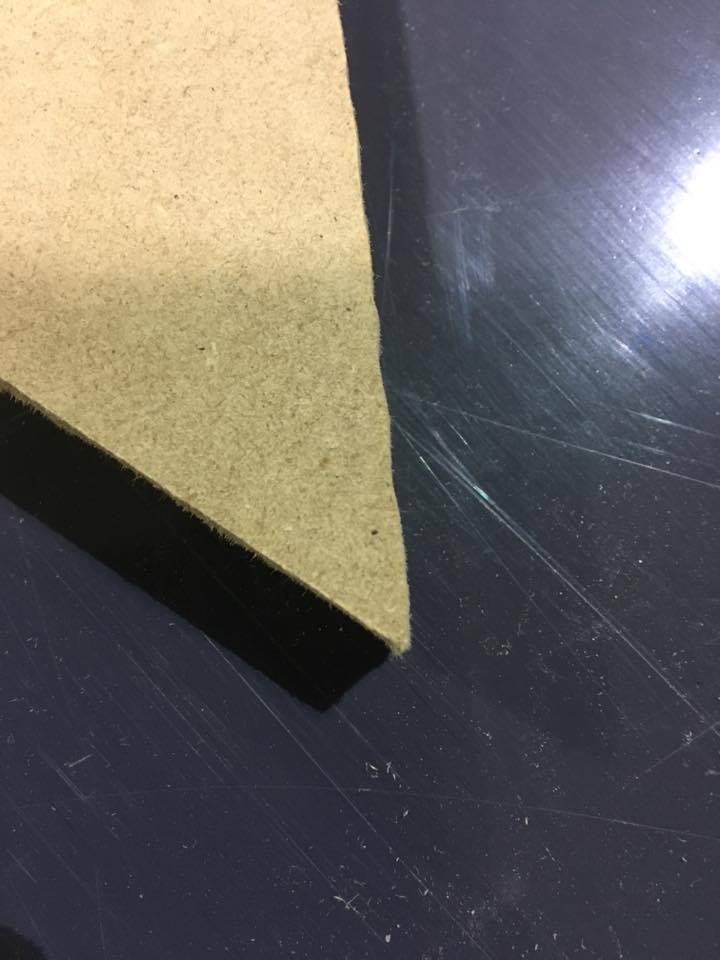
I have a few pics I would like to share. I have a problem where when the machine accelerates and decelerates it makes waves in the material. I see the bit moving when it is doing this and it is not in the gcode. I have a feeling it is vibration of the whole assembly. Not sure.
But I have a weird pule train when the axis are not moving and would like to know if anyone can shed some light on it. IT is a stable symetrical pules train.
And the other is upon acceleration and deceleration there is a bit of a spike as you can see in the images.
But I have a weird pule train when the axis are not moving and would like to know if anyone can shed some light on it. IT is a stable symetrical pules train.
And the other is upon acceleration and deceleration there is a bit of a spike as you can see in the images.
Last edit: 18 May 2017 12:17 by bevins.
Please Log in or Create an account to join the conversation.
- jmelson
- Offline
- Moderator
-

Less
More
- Posts: 520
- Thank you received: 126
10 May 2017 16:53 #92972
by jmelson
Replied by jmelson on topic Tuning issues
Well, you don't say what hardware (motion interface and motor drives) you are using. It looks like you probably have encoders, but you don't say.
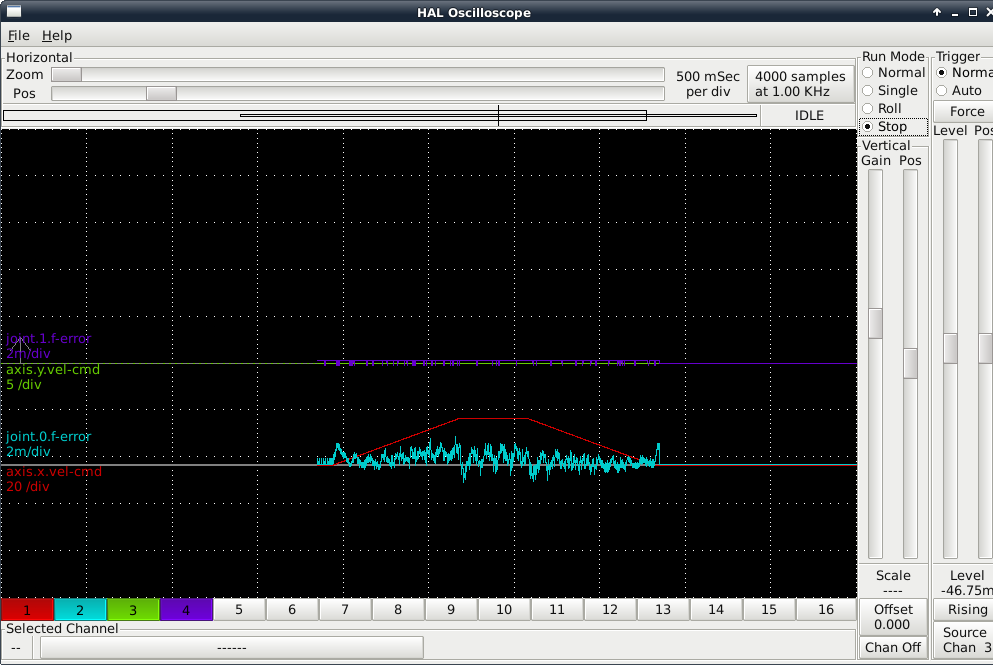
The following error plots are showing very small errors, so PID tuning is not the problem. The gear tooth pattern on your first chart looks like the servo is just dithering one encoder count +/-, which is pretty normal for any servo. The scale of these ditherings is about 1/2 of 500u, so something like .00025 user units. pretty small if your user units are inches, really tiny if mm. (That's for joint 0, axis X)
Your axis Y error is a bit bigger, but still not exceeding .001 user unit, so still not the cause of your gouges.
But, that is all the computer can control, either step pulses or encoder position. If you are seeing greater divergence from the commanded position, it has to be mechanical. Is there backlash in the leadscrews? Can the axis slides move sideways due to looseness in the slides? You have to remove all of that slack before the computer can accurately control position.
Tell us some more about the machine, how it is constructed, etc.
Jon
The following error plots are showing very small errors, so PID tuning is not the problem. The gear tooth pattern on your first chart looks like the servo is just dithering one encoder count +/-, which is pretty normal for any servo. The scale of these ditherings is about 1/2 of 500u, so something like .00025 user units. pretty small if your user units are inches, really tiny if mm. (That's for joint 0, axis X)
Your axis Y error is a bit bigger, but still not exceeding .001 user unit, so still not the cause of your gouges.
But, that is all the computer can control, either step pulses or encoder position. If you are seeing greater divergence from the commanded position, it has to be mechanical. Is there backlash in the leadscrews? Can the axis slides move sideways due to looseness in the slides? You have to remove all of that slack before the computer can accurately control position.
Tell us some more about the machine, how it is constructed, etc.
Jon
Please Log in or Create an account to join the conversation.
- bevins
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
10 May 2017 17:59 - 10 May 2017 18:01 #92977
by bevins
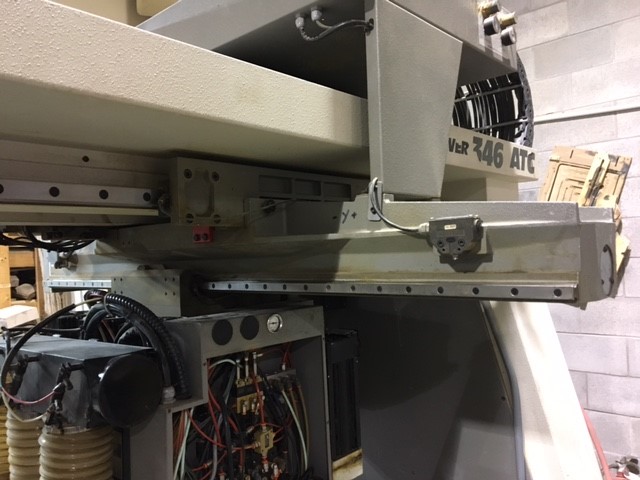
oops, yeah sorry Jon. IT is a large Biesse machine. I have pics in my thread, but it is running yaskawa ac servo drives large ac servo's and the gantry weighs over 1200 lbs.
There is no loose slack in the mechanics. I think it may be vibration of the head itself. not sure.
Using 5i25 / 7i77 / 7i74, 7i84,7i70 and two 7i71
It is very annoying as I cannot do any jobs on it until I get this fixed.


Replied by bevins on topic Tuning issues
Well, you don't say what hardware (motion interface and motor drives) you are using. It looks like you probably have encoders, but you don't say.
The following error plots are showing very small errors, so PID tuning is not the problem. The gear tooth pattern on your first chart looks like the servo is just dithering one encoder count +/-, which is pretty normal for any servo. The scale of these ditherings is about 1/2 of 500u, so something like .00025 user units. pretty small if your user units are inches, really tiny if mm. (That's for joint 0, axis X)
Your axis Y error is a bit bigger, but still not exceeding .001 user unit, so still not the cause of your gouges.
But, that is all the computer can control, either step pulses or encoder position. If you are seeing greater divergence from the commanded position, it has to be mechanical. Is there backlash in the leadscrews? Can the axis slides move sideways due to looseness in the slides? You have to remove all of that slack before the computer can accurately control position.
Tell us some more about the machine, how it is constructed, etc.
Jon
oops, yeah sorry Jon. IT is a large Biesse machine. I have pics in my thread, but it is running yaskawa ac servo drives large ac servo's and the gantry weighs over 1200 lbs.
There is no loose slack in the mechanics. I think it may be vibration of the head itself. not sure.
Using 5i25 / 7i77 / 7i74, 7i84,7i70 and two 7i71
It is very annoying as I cannot do any jobs on it until I get this fixed.
Last edit: 10 May 2017 18:01 by bevins.
Please Log in or Create an account to join the conversation.
- bevins
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
10 May 2017 18:05 #92978
by bevins
Replied by bevins on topic Tuning issues
I tried to reproduce the problems and I can a bit, but I do not see the X axis where it connects on the bearing move when I see the spindle vibrate back and forth, and it is usually at decelerating for corner or accelerating and/or raising up for tabs. Those are the places it is doing it.
Maybe it is mechanical vibration. I don't know, hard to tell.
The halscope traces look ok to you? I shave spent hours upon hours tuning it to get it the best I can.
Maybe it is mechanical vibration. I don't know, hard to tell.
The halscope traces look ok to you? I shave spent hours upon hours tuning it to get it the best I can.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-
Less
More
- Posts: 4750
- Thank you received: 1456
10 May 2017 18:58 #92984
by Todd Zuercher
Replied by Todd Zuercher on topic Tuning issues
Is the drive train where you are seeing the wobble screw driven or rack and pinion? I've seen similar problems on rack and pinion driven axis when parts are worn. Things like loose pinion bearings, worn racks or pinions gears, even worn loose bearings on an idler pulley of the belts that drive the pinion. Look for slop anywhere, and not just loose slop, springy, stretchy slop that only shows up under load.
Please Log in or Create an account to join the conversation.
- bevins
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
10 May 2017 23:43 #93000
by bevins
I looked more closely and dont see the x and y movements whenthe wave occurs. When i look at the tool spinning, i can see it wobble. I have more than one spindle and it happens on all of them not as bad on one i think but hard to tell.
Replied by bevins on topic Tuning issues
Is the drive train where you are seeing the wobble screw driven or rack and pinion? I've seen similar problems on rack and pinion driven axis when parts are worn. Things like loose pinion bearings, worn racks or pinions gears, even worn loose bearings on an idler pulley of the belts that drive the pinion. Look for slop anywhere, and not just loose slop, springy, stretchy slop that only shows up under load.
I looked more closely and dont see the x and y movements whenthe wave occurs. When i look at the tool spinning, i can see it wobble. I have more than one spindle and it happens on all of them not as bad on one i think but hard to tell.
Please Log in or Create an account to join the conversation.
- jmelson
- Offline
- Moderator
-
Less
More
- Posts: 520
- Thank you received: 126
11 May 2017 01:30 #93003
by jmelson
Replied by jmelson on topic Tuning issues
Whew, that's a BIG machine! But, the Halscope traces do NOT show the errors. Now, one big thing is, were these traces made while the spindle was running? Were they made while cutting was taking place? I'm guessing the answer is no. So, you are going to have to take some Halscope traces while it is actually under cutting loads.
But, first, as Todd says, follow the entire chain of components from the motor to the linear axis. At least when you made the Halscope traces, the motion at the encoders was smooth and had little error from the commanded position. Your test cut showed the spindle was not following the commanded position by a MUCH larger amount.
So, it seems to ME that there is a mechanical issue somewhere between the encoders and the spindle.
One thing you can do is just have LinuxCNC controlling the position (F1 and F2 pushed) and then apply force to the spindle. If you have access to dial indicators, you can jog the spindle up to an indicator and then push this way and that to see how much force it takes to make the indicator move. About 50 Lbs of force gives me .001" of deflection on my Bridgeport milling machine.
You mention multiple spindles. Are they all fixed on one gantry (maybe with separate Z axes?)
Anyway, with a newly set up machine, trust NOTHING! There could be loose bolts, worn bearings, improperly installed or failing shaft couplings, bad (or just loose) timing belts, etc. If rack/pinion drive, then VERY closely inspect that. There usually is a tensioner that loads the pinion into the rack, make sure it is working correctly.
Jon
But, first, as Todd says, follow the entire chain of components from the motor to the linear axis. At least when you made the Halscope traces, the motion at the encoders was smooth and had little error from the commanded position. Your test cut showed the spindle was not following the commanded position by a MUCH larger amount.
So, it seems to ME that there is a mechanical issue somewhere between the encoders and the spindle.
One thing you can do is just have LinuxCNC controlling the position (F1 and F2 pushed) and then apply force to the spindle. If you have access to dial indicators, you can jog the spindle up to an indicator and then push this way and that to see how much force it takes to make the indicator move. About 50 Lbs of force gives me .001" of deflection on my Bridgeport milling machine.
You mention multiple spindles. Are they all fixed on one gantry (maybe with separate Z axes?)
Anyway, with a newly set up machine, trust NOTHING! There could be loose bolts, worn bearings, improperly installed or failing shaft couplings, bad (or just loose) timing belts, etc. If rack/pinion drive, then VERY closely inspect that. There usually is a tensioner that loads the pinion into the rack, make sure it is working correctly.
Jon
Please Log in or Create an account to join the conversation.
- bevins
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
12 May 2017 11:05 - 12 May 2017 12:00 #93066
by bevins
Thanks Jon.
There is three spindles on the Z axis. They all go up and down when the Z is moved.
I cannot see the X or ZY axis move when gett this on the piece of wood. It seems to move as commanded by Linuixcnc, so I guess it is in the Z or something loose. I will look into it in more detail.
This thing is a monster. The Gantry weighs over 1200lbs, so that is a lot of mass to move and if it is move in tiny increments it shakes so something is a miss on the Z I think.
Those traces were done with the spindle running at 24000 RPM and cutting air. No real load on it, but you can see the spindle wobbel in the X direction.
Replied by bevins on topic Tuning issues
Whew, that's a BIG machine! But, the Halscope traces do NOT show the errors. Now, one big thing is, were these traces made while the spindle was running? Were they made while cutting was taking place? I'm guessing the answer is no. So, you are going to have to take some Halscope traces while it is actually under cutting loads.
But, first, as Todd says, follow the entire chain of components from the motor to the linear axis. At least when you made the Halscope traces, the motion at the encoders was smooth and had little error from the commanded position. Your test cut showed the spindle was not following the commanded position by a MUCH larger amount.
So, it seems to ME that there is a mechanical issue somewhere between the encoders and the spindle.
One thing you can do is just have LinuxCNC controlling the position (F1 and F2 pushed) and then apply force to the spindle. If you have access to dial indicators, you can jog the spindle up to an indicator and then push this way and that to see how much force it takes to make the indicator move. About 50 Lbs of force gives me .001" of deflection on my Bridgeport milling machine.
You mention multiple spindles. Are they all fixed on one gantry (maybe with separate Z axes?)
Anyway, with a newly set up machine, trust NOTHING! There could be loose bolts, worn bearings, improperly installed or failing shaft couplings, bad (or just loose) timing belts, etc. If rack/pinion drive, then VERY closely inspect that. There usually is a tensioner that loads the pinion into the rack, make sure it is working correctly.
Jon
Thanks Jon.
There is three spindles on the Z axis. They all go up and down when the Z is moved.
I cannot see the X or ZY axis move when gett this on the piece of wood. It seems to move as commanded by Linuixcnc, so I guess it is in the Z or something loose. I will look into it in more detail.
This thing is a monster. The Gantry weighs over 1200lbs, so that is a lot of mass to move and if it is move in tiny increments it shakes so something is a miss on the Z I think.
Those traces were done with the spindle running at 24000 RPM and cutting air. No real load on it, but you can see the spindle wobbel in the X direction.
Last edit: 12 May 2017 12:00 by bevins.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4750
- Thank you received: 1456
12 May 2017 13:05 #93080
by Todd Zuercher
Replied by Todd Zuercher on topic Tuning issues
My money is on a problem with the X rack and pinion. (or maybe too high accelerations are just over taxing the pinion mounting.)
Please Log in or Create an account to join the conversation.
- bevins
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
13 May 2017 10:54 #93133
by bevins
I\ll look into that but...... If that was the case I would see it where the gantry meets the bearings. That is not moving or jittering at all.
Replied by bevins on topic Tuning issues
My money is on a problem with the X rack and pinion. (or maybe too high accelerations are just over taxing the pinion mounting.)
I\ll look into that but...... If that was the case I would see it where the gantry meets the bearings. That is not moving or jittering at all.
Please Log in or Create an account to join the conversation.
Time to create page: 0.440 seconds