Teknic Clearpath SDSK with HLFB + MESA 7i76e
- Omnis
- Offline
- Junior Member
-

Less
More
- Posts: 39
- Thank you received: 3
18 Jun 2018 04:49 #112518
by Omnis
Teknic Clearpath SDSK with HLFB + MESA 7i76e was created by Omnis
I am attempting to set up these new integrated servos Teknic Clearpath SDSK on a MESA 7i76e.
I'm looking for any setup info/ideas on:
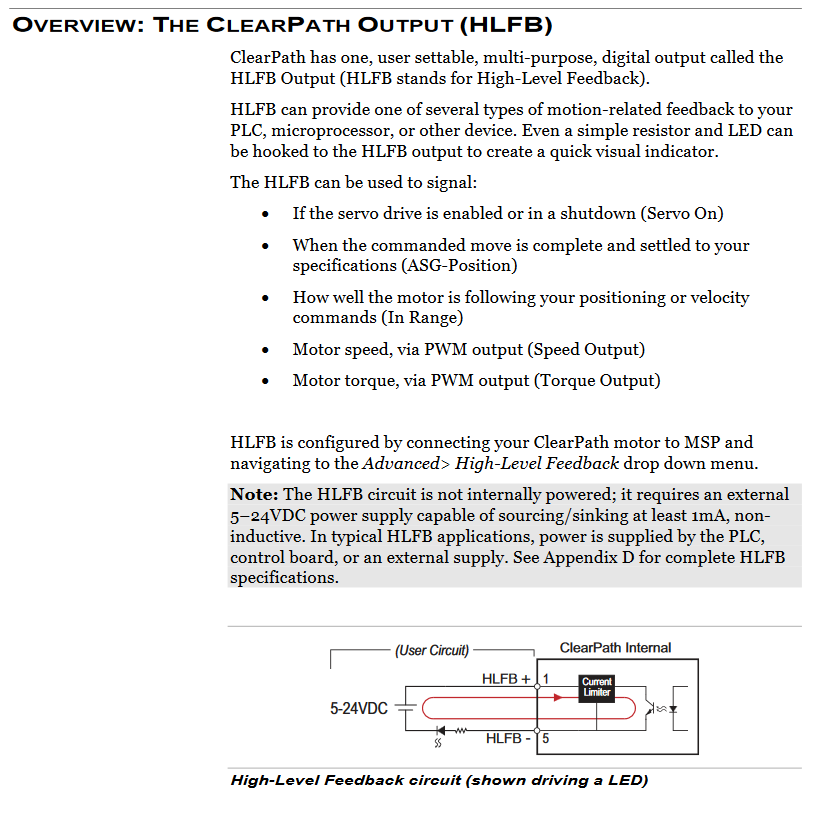
high level feedback (hlfb) motor output. I would like to use the (ASG) all sytems go (step complete index pulse) option if possible. If not than I would settle for a if V+ between 2 io pins drops out then feed hold. for (servo on) mode.
these motors also appear to be capable of quadrature A/B as well as step/dir, and the mesa 7i76e also appears to be capable of quadrature A/B any info on setting this up would also be helpful
I'm looking for any setup info/ideas on:
high level feedback (hlfb) motor output. I would like to use the (ASG) all sytems go (step complete index pulse) option if possible. If not than I would settle for a if V+ between 2 io pins drops out then feed hold. for (servo on) mode.
these motors also appear to be capable of quadrature A/B as well as step/dir, and the mesa 7i76e also appears to be capable of quadrature A/B any info on setting this up would also be helpful
Please Log in or Create an account to join the conversation.
- Omnis
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 3
18 Jun 2018 15:49 #112547
by Omnis

Replied by Omnis on topic Teknic Clearpath SDSK with HLFB + MESA 7i76e
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17996
- Thank you received: 5283
18 Jun 2018 18:50 #112557
by PCW
Replied by PCW on topic Teknic Clearpath SDSK with HLFB + MESA 7i76e
1. Quadrature mode is setup in the hall file (stepgen mode 2)
man hostmot2 for more information on stepgen modes
2. I think the only useful function for HLFB with LinuxCNC is "in range" basically to monitor following error/drive faults
man hostmot2 for more information on stepgen modes
2. I think the only useful function for HLFB with LinuxCNC is "in range" basically to monitor following error/drive faults
The following user(s) said Thank You: Omnis
Please Log in or Create an account to join the conversation.
- Omnis
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 3
21 Jun 2018 18:31 - 21 Jun 2018 21:20 #112735
by Omnis
Replied by Omnis on topic Teknic Clearpath SDSK with HLFB + MESA 7i76e
I think your right in-range does seem to be the best option because it will keep outputting during the step or pwm signaling.
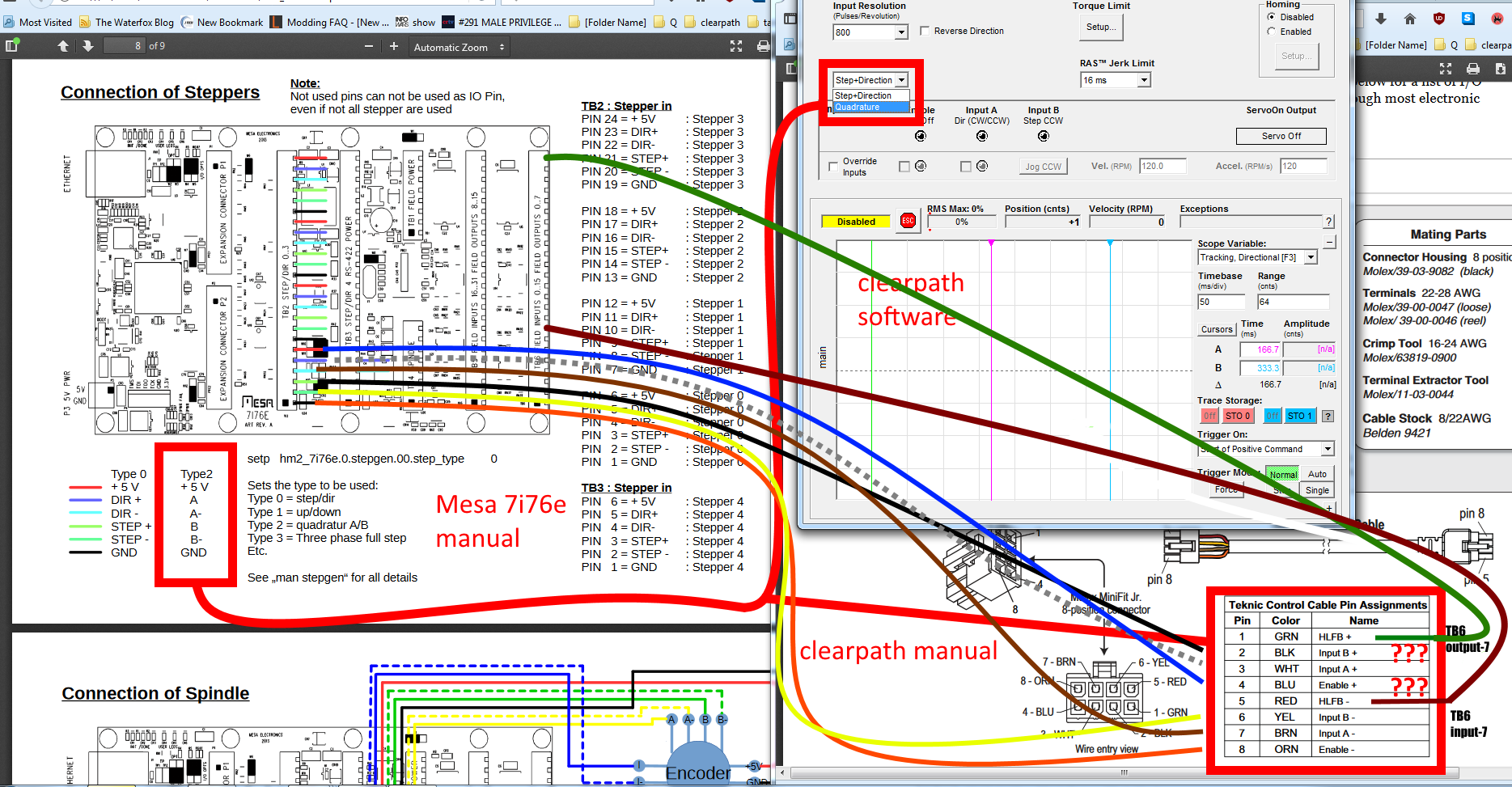
Ok now I need to figure out how to set an input pin, to command feed hold/pause preferably rather than Estop if the voltage drops out. (active low) is there an easy way to do that?
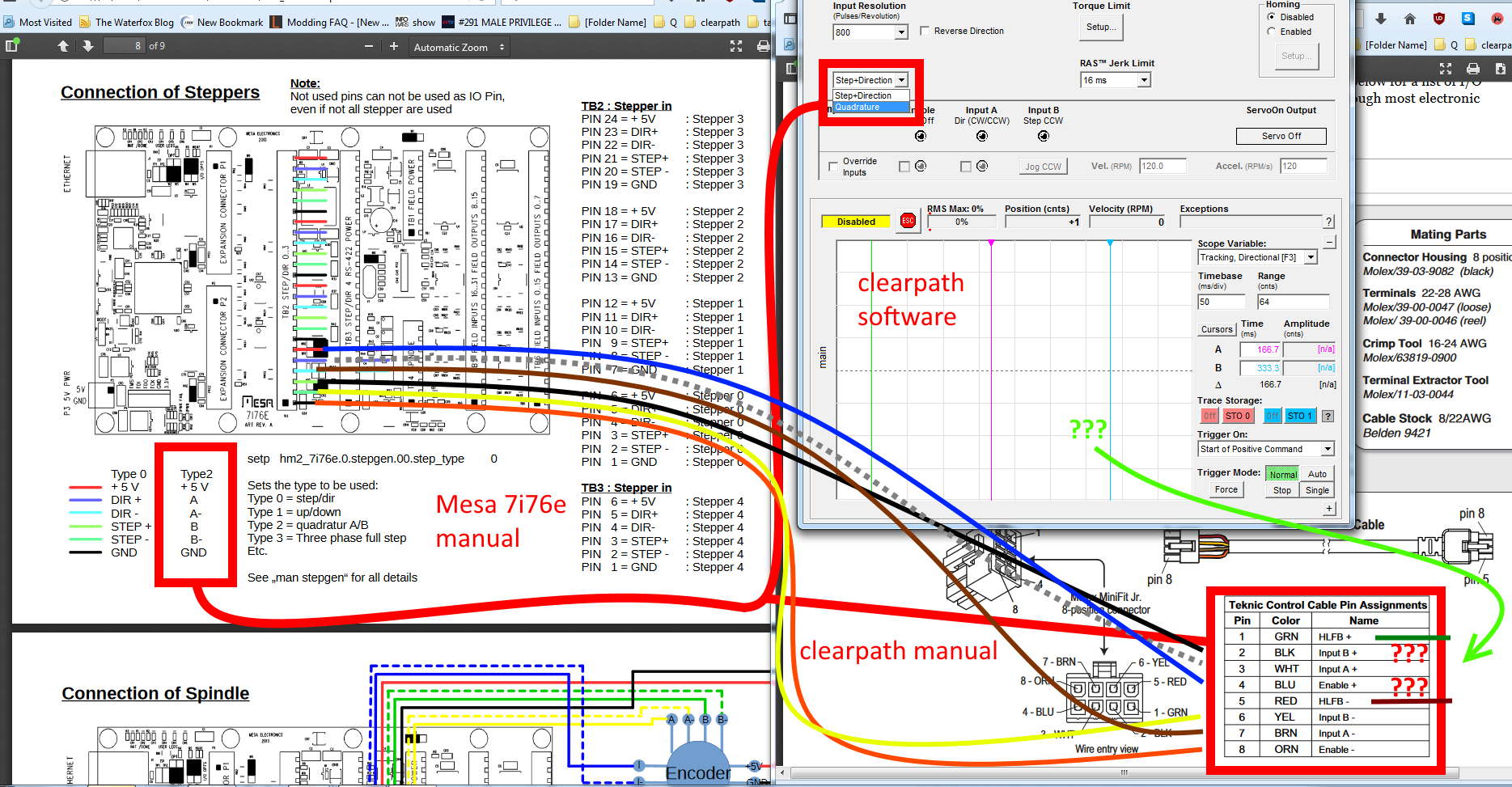
and does this look correct for the wiring
Ok now I need to figure out how to set an input pin, to command feed hold/pause preferably rather than Estop if the voltage drops out. (active low) is there an easy way to do that?
and does this look correct for the wiring
Last edit: 21 Jun 2018 21:20 by Omnis.
Please Log in or Create an account to join the conversation.
- Omnis
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 3
21 Jun 2018 21:52 #112740
by Omnis
Replied by Omnis on topic Teknic Clearpath SDSK with HLFB + MESA 7i76e
or this one is probably safer for the motors, they have current limiter's but I don't want to over work them.
Please Log in or Create an account to join the conversation.
- Omnis
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 3
30 Jun 2018 21:18 #113144
by Omnis
Replied by Omnis on topic Teknic Clearpath SDSK with HLFB + MESA 7i76e
this one works ok with charge pump will test more and do tut when I have time next month
Please Log in or Create an account to join the conversation.
- Omnis
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 3
11 Jul 2018 21:34 #114031
by Omnis
Replied by Omnis on topic Teknic Clearpath SDSK with HLFB + MESA 7i76e
UPDATE:
So far I have gotten a couple setups working. with HLFB and linuxcnc.
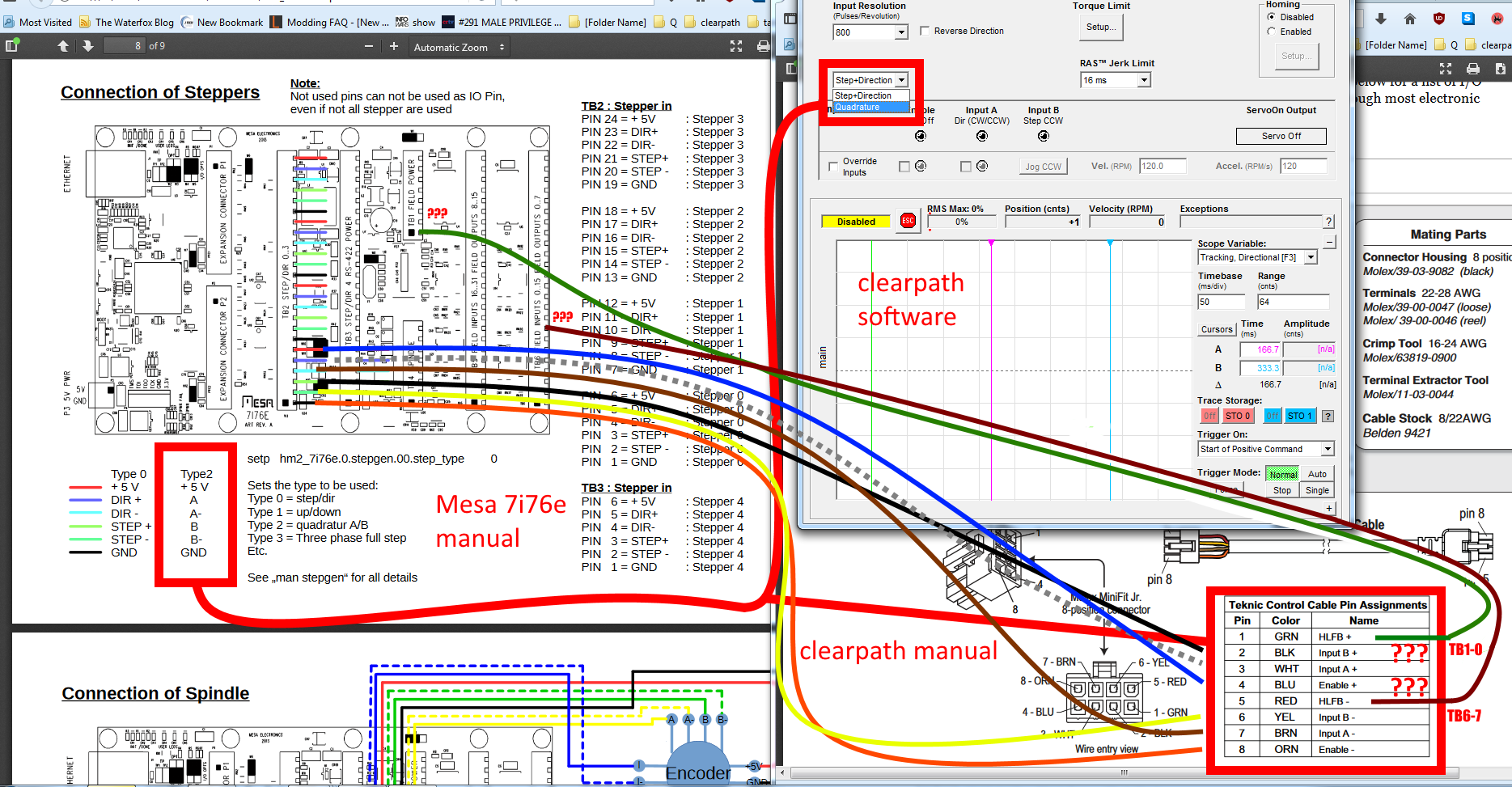
wiring:
Connect Green wire to the assigned output pin then daisy chain all HLFB wires on all motors green to red on the last motor hook the left over red wire to ground.
software(MSP&Linuxcnc) options:
1. (a)as a charge pump: set Hlfb to "servo on" in MSP, (b)set an output pin in Lcnc as "charge pump",
2. Enable set Hlfb to "in-range" in MSP then set the values in advanced move done criteria, (b)set an output pin in Lcnc as "enable", (c)Connect Green wire to the assigned output pin then daisy chain all HLFB wires on all motors green to red on the last motor hook the left over red wire to ground.
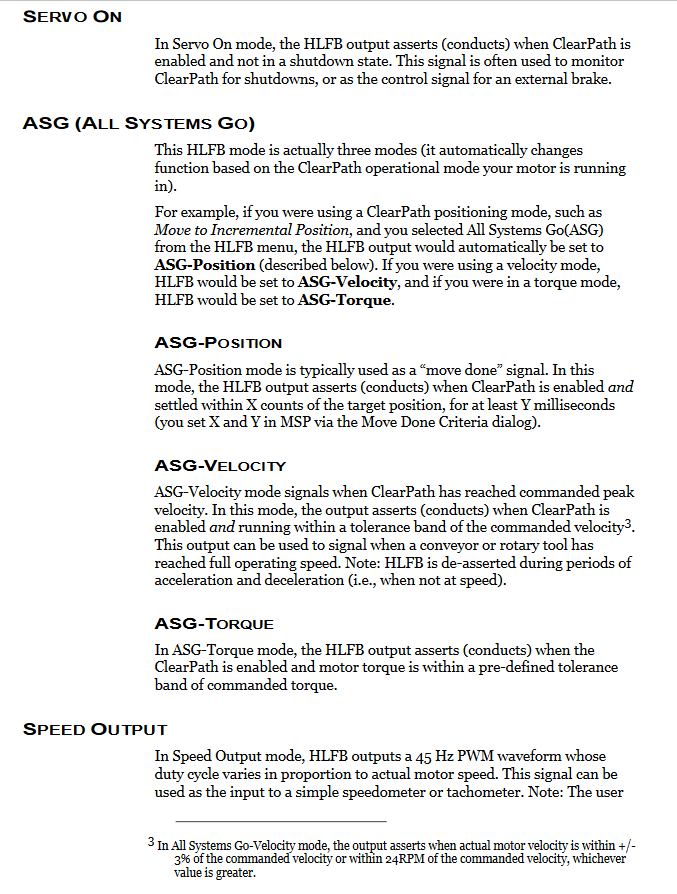
3. broken/clogged tool sense might also be possible with ASG torque in msp and enable in lcnc with a bit of tweaking.(haven't fully tested)
4. use of ASG-Position for move verification for future moves.
For example, when a homing routine completes, this output will change states.
So, instead of waiting for an operator input to continue or a timer that calculates the worst case time for homing to complete, this could be programmed to be handled automatically based on the ASG-Position state.

So far I have gotten a couple setups working. with HLFB and linuxcnc.
wiring:
Connect Green wire to the assigned output pin then daisy chain all HLFB wires on all motors green to red on the last motor hook the left over red wire to ground.
software(MSP&Linuxcnc) options:
1. (a)as a charge pump: set Hlfb to "servo on" in MSP, (b)set an output pin in Lcnc as "charge pump",
2. Enable set Hlfb to "in-range" in MSP then set the values in advanced move done criteria, (b)set an output pin in Lcnc as "enable", (c)Connect Green wire to the assigned output pin then daisy chain all HLFB wires on all motors green to red on the last motor hook the left over red wire to ground.
3. broken/clogged tool sense might also be possible with ASG torque in msp and enable in lcnc with a bit of tweaking.(haven't fully tested)
4. use of ASG-Position for move verification for future moves.
For example, when a homing routine completes, this output will change states.
So, instead of waiting for an operator input to continue or a timer that calculates the worst case time for homing to complete, this could be programmed to be handled automatically based on the ASG-Position state.
Please Log in or Create an account to join the conversation.
- MovT
- Offline
- Junior Member
-
Less
More
- Posts: 34
- Thank you received: 7
18 Jan 2020 19:36 - 18 Jan 2020 19:37 #155109
by MovT
Replied by MovT on topic Teknic Clearpath SDSK with HLFB + MESA 7i76e
Hi.
I need to push the thread because i want to use the SDSK in the same way. I scanned the whole internet with no luck. Is there a tutorial out for LinuxCNC?
Thanks.
Udo
I need to push the thread because i want to use the SDSK in the same way. I scanned the whole internet with no luck. Is there a tutorial out for LinuxCNC?
Thanks.
Udo
Last edit: 18 Jan 2020 19:37 by MovT.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
19 Jan 2020 20:32 - 19 Jan 2020 20:32 #155188
by andypugh
Specifically for the SDSK or for LinuxCNC in general?
I am not clear if you have a LinuxCNC up and running and need help with a specific hardware interface, or whether you want to know if LinuxCNC can do the task that you have for it?
Replied by andypugh on topic Teknic Clearpath SDSK with HLFB + MESA 7i76e
I need to push the thread because i want to use the SDSK in the same way. I scanned the whole internet with no luck. Is there a tutorial out for LinuxCNC?
Specifically for the SDSK or for LinuxCNC in general?
I am not clear if you have a LinuxCNC up and running and need help with a specific hardware interface, or whether you want to know if LinuxCNC can do the task that you have for it?
Last edit: 19 Jan 2020 20:32 by andypugh.
Please Log in or Create an account to join the conversation.
- MovT
- Offline
- Junior Member
-
Less
More
- Posts: 34
- Thank you received: 7
26 Jan 2020 11:33 #155789
by MovT
Replied by MovT on topic Teknic Clearpath SDSK with HLFB + MESA 7i76e
Hi Andy.
I have a LinuxCNC 2.8 up and running. I also have the CP SDSK 2321 ELN running. I want to add a security feature to the router which will trigger the E-Stop signal when the CP runs in an error, like position error or overload.
I have got the firmware update from Teknic to version 1.7 for the servos. Now i can use quadrature and the HLFB to get the ASG signal.
What i need is the HAL part for that and the wiring for quadrature and HLFB on my MESA 7i76.
I am new to LinuxCNC but i am so exited about the possibilities of LCNC. My goal is a setup that prevent the machine to crash and want the highest speed i can get out of it in rapids and feed.
Best,
Udo
I have a LinuxCNC 2.8 up and running. I also have the CP SDSK 2321 ELN running. I want to add a security feature to the router which will trigger the E-Stop signal when the CP runs in an error, like position error or overload.
I have got the firmware update from Teknic to version 1.7 for the servos. Now i can use quadrature and the HLFB to get the ASG signal.
What i need is the HAL part for that and the wiring for quadrature and HLFB on my MESA 7i76.
I am new to LinuxCNC but i am so exited about the possibilities of LCNC. My goal is a setup that prevent the machine to crash and want the highest speed i can get out of it in rapids and feed.
Best,
Udo
Please Log in or Create an account to join the conversation.
Time to create page: 0.274 seconds