Schaublin 213P Retrofitting
- Jaro
- Offline
- Junior Member
-

- Posts: 31
- Thank you received: 9
Hello, members of this informative forum.
My name is Jaro, I am 55 years old and I live with my family in Slovakia. I work in a telecommunications company as a technician (work on reviving the technology of mobile operatorsand the second activity is the connection, revitalization and programming of intelligent electrical installations of buildings).
My hobby is my workshop and motorcycles
Less than a year ago, I brought a beautiful Schaublin 213P mill from Switzerland in very good condition. It's about a 25-year-old mill that hasn't leftnot a thousand hours.
Driving is charged for the year of manufacture - Heidenhain TNC135. The cutter cannot work in several axes at the same time "stright cut", so I decided to completely redesign
control - choice of padle on Linuxcnc (I want to use glass rulers and EXE modules Heidenhain to read the position). I was very inspired by the reconstruction of the Maho 400 which he described "Rotary SMP" for which I thank him.
I would also like to write that this is my first encounter with Linux as such - so its knowledge is almost nil and a lot of things don't make sense to me yet,
although the logic is clearly there.
I started the reconstruction about 3 months ago, so far the mechanical issues have been reworked so that the machine has a full-fledged 3-axis milling

I also kind of pounded control panel.

It's time to get acquainted with Linuxcnc and go as far as possible on the table, before the milling cutter disconnects the original installation.
I've read a lot of articles about Linuxcnc, but I'm still confused about it, which is why I'm turning to you, the people who have experience, for advice.
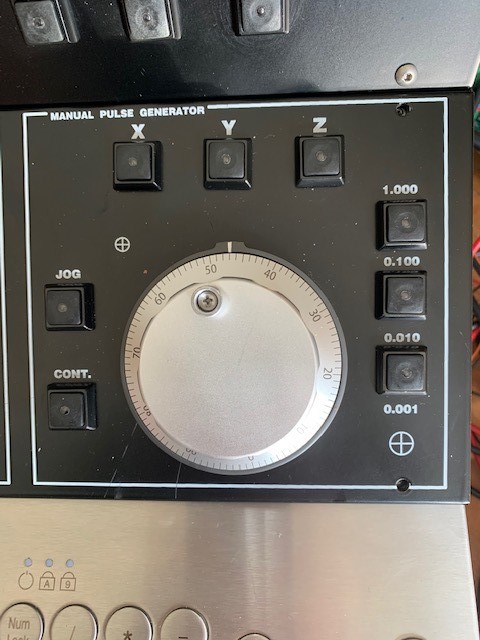
Mesa cards 6i25 + 7i77 + 7i84 will be used for control (servo motors controlled +/- 10V, inputs and outputs for manual control, some MPG ....).
For manual control, I would like to keep the logic of the original control. For simulation, verification of functionality on the table, the buttons are equipped with LEDs.

1. How to program the manual control so that when pressing the Z + button, for example, it is not possible to activate any other button (X +, X-, Y +, Y-, Z-), it is momentary
which I need to be active until it is switched off with the "STOP" button? Togle2nist would be nice, but I deactivate the button there by pressing it a second time and I deactivate it
I want to turn it off with the STOP button. it would be ideal if someone could write to me and explain what and where to write and why.

2. to control the spindle speed via VFD, is it more advantageous to use a potentiometer or encoder? how to connect it and where will i be able to pull 0-10V for VFD?
3. how to solve the switching of individual axes, jog / cont., Ranges for jog .... for MPG, how to connect the MPG wheel itself (mode3 and input 16-17 as A-
") ?
?
It is probably still necessary to write that I have version 2.7.15 installed and as a GMOCCAPY visualization.
please excuse my extensive introduction to the problem and also grammatical errors .....
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

- Posts: 21764
- Thank you received: 7438
Have a read at this, it has plenty of info about retrofitting, wiring and checking, tuning, etc, using Mesa 7i77.
forum.linuxcnc.org/10-advanced-configura...ning-detailed-how-to
Please Log in or Create an account to join the conversation.
- Aciera
-

- Online
- Administrator
-

- Posts: 4768
- Thank you received: 2138
I don't quite understand why you need to set up the momentary jog switches to latch. While it is certainly possible to configure it that way I find it very unusual to do it like that. Usually you would want the axis to move as long as the button is pressed and also it is quite useful to be able to jog two or three axis at the same time.
For spindle speed override I use a potentiometer. The main difference is that using a potentiometer sets the override at startup to wherever the knob is set and of course you need an analog input. If you don't want that and want the override to be at 100% at start up then an encoder is the better choice and that will require an encoder input.
As for the MPG, I think you could try using a mux component in HAL but since I don't have one there might be better ideas out there.
Please Log in or Create an account to join the conversation.
- Jaro
- Offline
- Junior Member
-
- Posts: 31
- Thank you received: 9
thank you, i'll read thread
Aciera
thank you
when i play with iron, stainles... there i must akcept feeds - is too small, and I don't want to waste time to pushing some button while i can do some other work....only in manual mode operation
Please Log in or Create an account to join the conversation.
- Aciera
-
- Online
- Administrator
-
- Posts: 4768
- Thank you received: 2138
But whatever works best.
Please Log in or Create an account to join the conversation.
- RotarySMP
-

- Offline
- Platinum Member
-

- Posts: 1635
- Thank you received: 595
I missed this thread when you posted it. Very very nice machine. and I really like what you have done as a control panel. Did you make the screen bezel with the touch buttons yourself, or is it from a Heidenhain?
I agree with Aciera, latching jog buttons is a bad idea. Forget the manual milling concept. It is so much easier to just just input the target dimension in the MDI.
Did you get answers to all your questions?
Did you get the VFD connected? You asked how to pull PWM off the 7i77, but I think that is probably unnessary. You have 6 channels of analog +/-10V output. Rather ouputing the VFD speed command as PWM, and then using a widget to convert PWM to 0-10v to command the VFD, you can just connect it directly to a spare analog output, and just set the INI parameter for that channel to only output +0-10V.
May be a good idea to repost any specific questions which left unaswered. And keep posting photos. Lots of photos, as that is one nice build.
Mark
Please Log in or Create an account to join the conversation.
- Jaro
- Offline
- Junior Member
-
- Posts: 31
- Thank you received: 9
As I wrote, the inspiration for me was the remake of your Maho mill and a large thread, which I read greedily. It was also a challenge for me, as I never worked with Linux. to this day, I have understood only a fraction - that is why my questions can often seem silly.
the whole thing is just a kind of hobby project - I like to get my hands dirty in my workshop after a whole day of sedentary work behind a PC and I like to make things for myself (for example a motorcycle ...).
now the whole cutter works at 95%, it will never be at 100%, there is always something to be found that can be improved, upgrade ....
the only thing that doesn't work for me is the "rapid speed" momentary button, which I intended to use to move quickly during a "jog" action, as it had flood control from schaublin. therefore also control using the on / off buttons. today I already know that Aciera was right, but at that time I was entering unknown water and that was my idea, which I also realized (classic ladder).
all the handles I made, as well as a complete control panel with buttons ....
the whole thing took about 1/2 year.
thank you for your willingness to help, as well as the very helpful people in this forum.
I am sending a few photos.
thank you for your response
Sincerely
Jaro








Please Log in or Create an account to join the conversation.
- RotarySMP
-
- Offline
- Platinum Member
-
- Posts: 1635
- Thank you received: 595
the only thing that doesn't work for me is the "rapid speed" momentary button, which I intended to use to move quickly during a "jog" action, as it had flood control from schaublin. therefore also control using the on / off buttons. today I already know that Aciera was right, but at that time I was entering unknown water and that was my idea, which I also realized (classic ladder).
Do you mean the rabbit/turtle button of Gmoccapy?
Mark
Please Log in or Create an account to join the conversation.
- Jaro
- Offline
- Junior Member
-
- Posts: 31
- Thank you received: 9
maybe I was wrong???
I tested this function only on tuch panel during axis move.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
- Offline
- Platinum Member
-
- Posts: 1635
- Thank you received: 595
Mrk
Please Log in or Create an account to join the conversation.