Lathe configuration for mill
- Mccartymachine1
- Offline
- Senior Member
-

Less
More
- Posts: 42
- Thank you received: 2
25 Apr 2021 00:05 #206976
by Mccartymachine1
Lathe configuration for mill was created by Mccartymachine1
A few years ago, while I was setting up my universal mill (MAHO mh600c), I took Andy's advice, and made separate configurations for vertical and horizontal milling. It is working great (not that I've had much free time to use it).
I've recently started to think about making a third configuration to use the mill as a lathe. I started the configuration as a mill and then changed the ini. to lathe. Unused axis is set as Y. I can jog and home the Y. I would like to set up gang tooling along the Y with a different x,y,z touch off for each tool. Not sure how to do that.
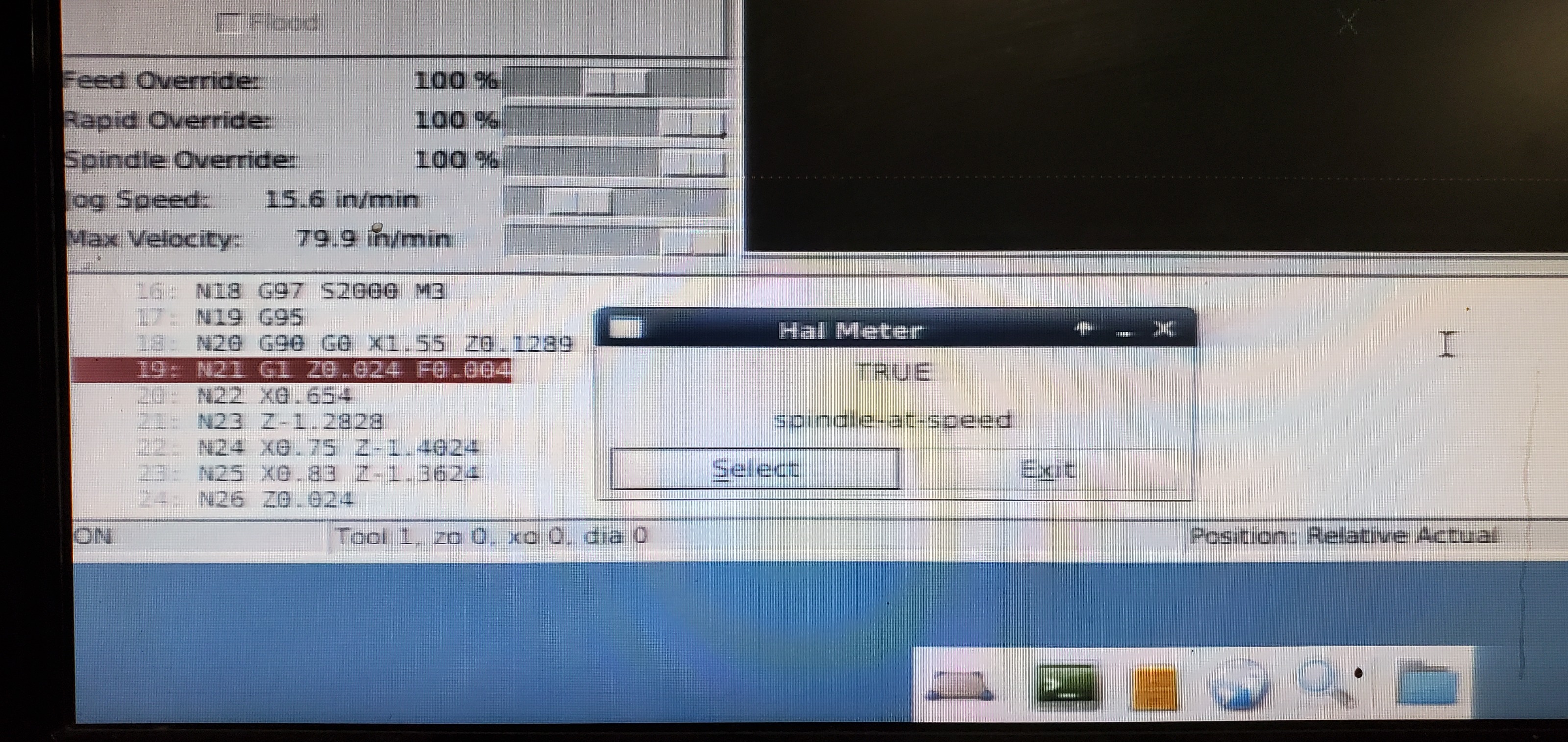
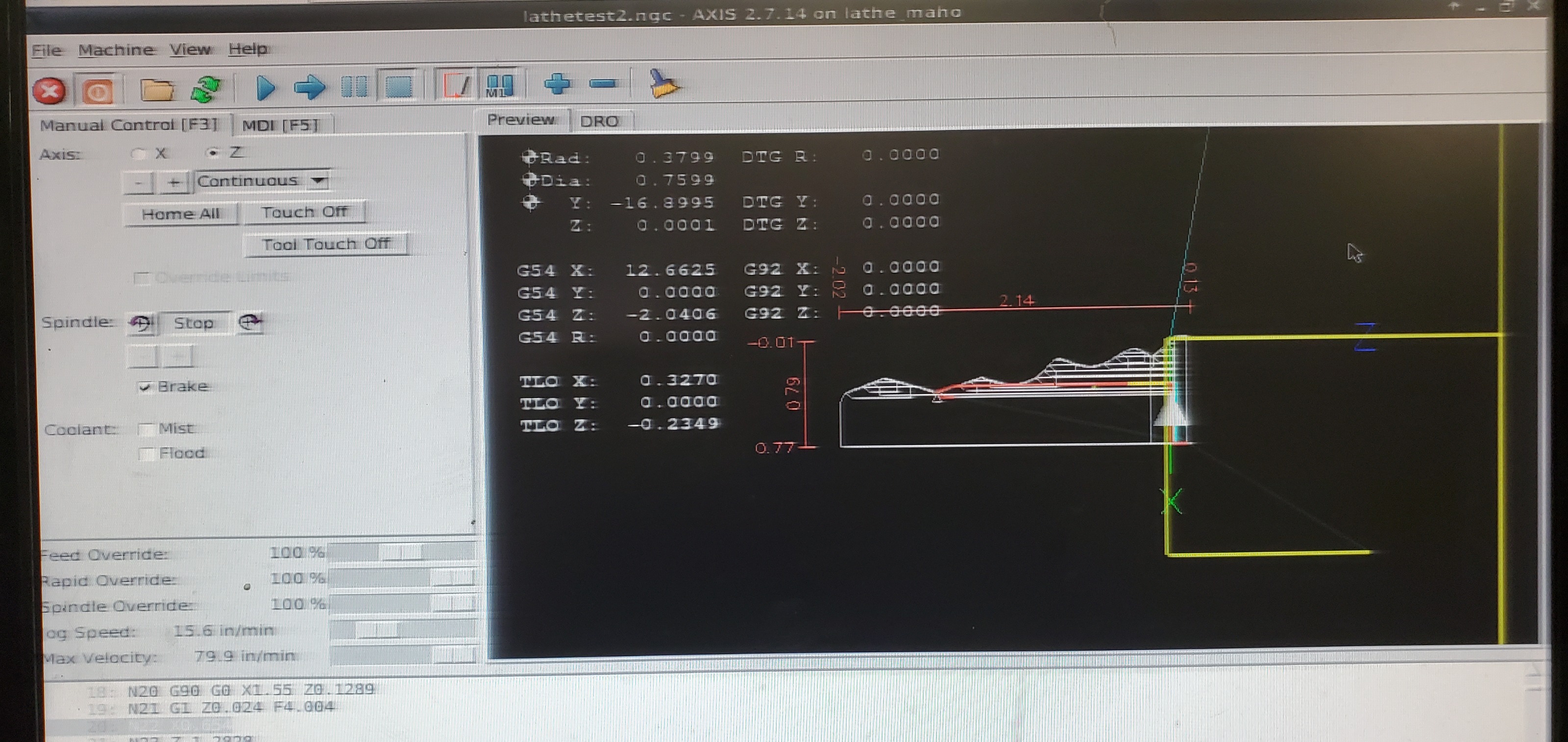
I've tried to run with only one tool, just clamped in the vice for now. Post processed from fusion, but when getting to this line, the machine just freezes without an error. Not sure why.
Thanks in advance for any insight. I'm sure I'll have more questions as I proceed.
I've recently started to think about making a third configuration to use the mill as a lathe. I started the configuration as a mill and then changed the ini. to lathe. Unused axis is set as Y. I can jog and home the Y. I would like to set up gang tooling along the Y with a different x,y,z touch off for each tool. Not sure how to do that.
I've tried to run with only one tool, just clamped in the vice for now. Post processed from fusion, but when getting to this line, the machine just freezes without an error. Not sure why.
Thanks in advance for any insight. I'm sure I'll have more questions as I proceed.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
25 Apr 2021 00:34 - 25 Apr 2021 00:35 #206979
by andypugh
Replied by andypugh on topic Lathe configuration for mill
That looks like it is probably the first G1 move, so my first uess would be that "spindle.0.at-speed is not being set.
Last edit: 25 Apr 2021 00:35 by andypugh.
Please Log in or Create an account to join the conversation.
- Mccartymachine1
- Offline
- Senior Member
-
Less
More
- Posts: 42
- Thank you received: 2
25 Apr 2021 01:02 #206981
by Mccartymachine1
Replied by Mccartymachine1 on topic Lathe configuration for mill
That makes sense. One part of the conversion that I haven't gotten to yet is computer control of spindle. I've been turning in on and setting speed manually. I've been busy and intimidated by the 4 speed gearbox (similar to rotarysmp)
It's been working for milling.
How do I permanently set spindle as at speed?
Any idea how I can use the y as the gang tool change?
It's been working for milling.
How do I permanently set spindle as at speed?
Any idea how I can use the y as the gang tool change?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
25 Apr 2021 01:28 #206984
by andypugh
Add "setp spindle.0.at-speed 1" to the HAL file.
There are almost too many ways to do this. I think I would start with a G-code remap of M6 , and a config that included Y as a controlled axis.
(You can probably do tool-height control from the tool table this way too, if that is a requirement)
Replied by andypugh on topic Lathe configuration for mill
How do I permanently set spindle as at speed?
Add "setp spindle.0.at-speed 1" to the HAL file.
Any idea how I can use the y as the gang tool change?
There are almost too many ways to do this. I think I would start with a G-code remap of M6 , and a config that included Y as a controlled axis.
(You can probably do tool-height control from the tool table this way too, if that is a requirement)
Please Log in or Create an account to join the conversation.
- Mccartymachine1
- Offline
- Senior Member
-
Less
More
- Posts: 42
- Thank you received: 2
25 Apr 2021 01:33 #206985
by Mccartymachine1
Replied by Mccartymachine1 on topic Lathe configuration for mill
Thank you.
Have you seen anyone make a lathe configuration for their mill like this?
I see it all the time in the manual world, but searching hasn't yielded much.
Have you seen anyone make a lathe configuration for their mill like this?
I see it all the time in the manual world, but searching hasn't yielded much.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
25 Apr 2021 01:45 - 25 Apr 2021 01:45 #206987
by andypugh
Not with tool changing, but I don't foresee any problems.
As far as the controller is concerned it is all just numbers, and HAL lets you send any numbers to anywhere.
I have used my own mill as a lathe for particularly large work:
Replied by andypugh on topic Lathe configuration for mill
Have you seen anyone make a lathe configuration for their mill like this?
Not with tool changing, but I don't foresee any problems.
As far as the controller is concerned it is all just numbers, and HAL lets you send any numbers to anywhere.
I have used my own mill as a lathe for particularly large work:
Last edit: 25 Apr 2021 01:45 by andypugh.
Please Log in or Create an account to join the conversation.
- Mccartymachine1
- Offline
- Senior Member
-
Less
More
- Posts: 42
- Thank you received: 2
25 Apr 2021 15:42 #207025
by Mccartymachine1
Replied by Mccartymachine1 on topic Lathe configuration for mill
It's not waiting for spindle at speed. Any way to see what it's waiting for?
Pic is while frozen.
Pic is while frozen.
Please Log in or Create an account to join the conversation.
- Mccartymachine1
- Offline
- Senior Member
-
Less
More
- Posts: 42
- Thank you received: 2
25 Apr 2021 16:09 #207027
by Mccartymachine1
Replied by Mccartymachine1 on topic Lathe configuration for mill
G95 was active and I don't have a spindle encoder.
Please Log in or Create an account to join the conversation.
- Mccartymachine1
- Offline
- Senior Member
-
Less
More
- Posts: 42
- Thank you received: 2
27 Apr 2021 20:43 #207262
by Mccartymachine1
Replied by Mccartymachine1 on topic Lathe configuration for mill
How do I add Y manual control to AXIS for a lathe configuration?
Looking to also add things like touching off Y and tool touch off for Y. The pendant works for all axis but display only has x and z control.
Looked into remapping G6 but seems very complicated for what I want to do.
I tried manually adding Y location of tool to tool table but it seems to ignore it when tool is called.
Looking to also add things like touching off Y and tool touch off for Y. The pendant works for all axis but display only has x and z control.
Looked into remapping G6 but seems very complicated for what I want to do.
I tried manually adding Y location of tool to tool table but it seems to ignore it when tool is called.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
28 Apr 2021 00:01 - 28 Apr 2021 00:01 #207280
by andypugh
I would expect that to work. Did you do the G43?
(And you can use MDI and G10 to set the tool offsets, that is actually all that the touch-off buttons do)
Replied by andypugh on topic Lathe configuration for mill
I tried manually adding Y location of tool to tool table but it seems to ignore it when tool is called.
I would expect that to work. Did you do the G43?
(And you can use MDI and G10 to set the tool offsets, that is actually all that the touch-off buttons do)
Last edit: 28 Apr 2021 00:01 by andypugh.
Please Log in or Create an account to join the conversation.
Time to create page: 0.147 seconds