- Configuring LinuxCNC
- Advanced Configuration
- [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
[SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
- chili023
-
 Topic Author
Topic Author
- Offline
- Senior Member
-

Less
More
- Posts: 47
- Thank you received: 7
03 May 2022 14:35 - 04 May 2022 17:19 #241917
by chili023
[SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance was created by chili023
Hello community,
I am currently tuning my axis and ran into a strange behavior.
I am tuning my PID and used I/D/FF0/FF1/FF2=0 and started with the P value.
I increased the P value and could see the following behavior:
P=1 follow error = -5
P=2 follow error = -4.5
P=4 follow error = -3.3
P=6 follow error = -2.2
P=10 follow error = -1.8
P=15 follow error = -0.8
and finally
P=20 follow error = -0.22
When I arrived at P=20 the axis started to accelerate and deccelerate strongly.
I first thought that the encoders are giving strange feedback, but the position graph in the hal scope looks flawless.
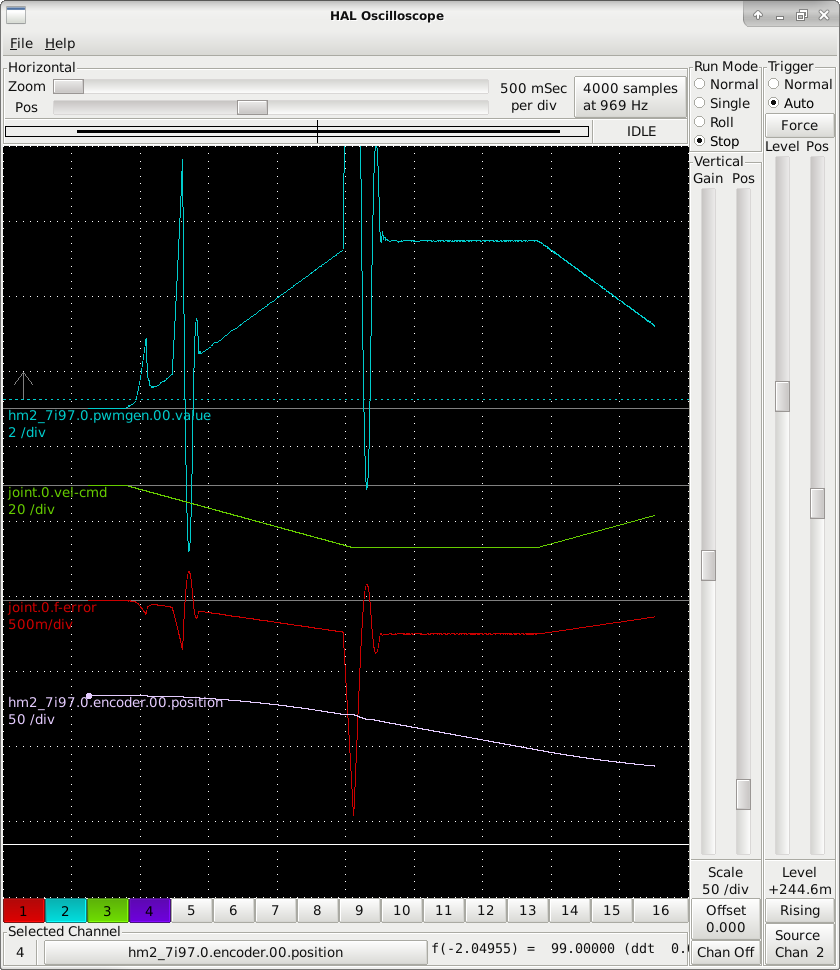
I am currently tuning my axis and ran into a strange behavior.
I am tuning my PID and used I/D/FF0/FF1/FF2=0 and started with the P value.
I increased the P value and could see the following behavior:
P=1 follow error = -5
P=2 follow error = -4.5
P=4 follow error = -3.3
P=6 follow error = -2.2
P=10 follow error = -1.8
P=15 follow error = -0.8
and finally
P=20 follow error = -0.22
When I arrived at P=20 the axis started to accelerate and deccelerate strongly.
I first thought that the encoders are giving strange feedback, but the position graph in the hal scope looks flawless.
Attachments:
Last edit: 04 May 2022 17:19 by chili023.
Please Log in or Create an account to join the conversation.
- chili023
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 47
- Thank you received: 7
03 May 2022 14:45 - 03 May 2022 14:46 #241918
by chili023
Replied by chili023 on topic [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
I checked the PID inputs and I realized that the encoder uses velocity not position.
I assumed velocity and position are linked by the first derivate, but the new screen shot shows, that position looks good but velocity goes to 0 when the strange behavior occures.
This seems to be the problem.
Can anybody tell me how this can happen?
Computing power?
I run my glas scales with Heidenhain EXE 612 and 10 fold interpolation.
so 4000 pulses per mm.
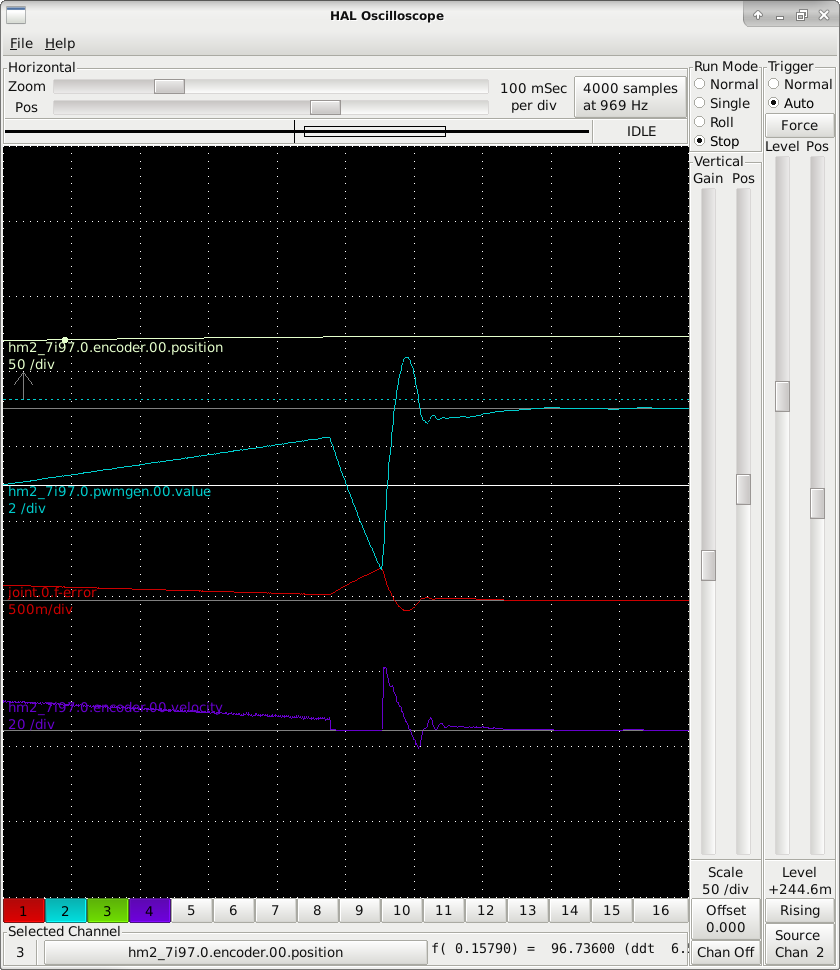
I assumed velocity and position are linked by the first derivate, but the new screen shot shows, that position looks good but velocity goes to 0 when the strange behavior occures.
This seems to be the problem.
Can anybody tell me how this can happen?
Computing power?
I run my glas scales with Heidenhain EXE 612 and 10 fold interpolation.
so 4000 pulses per mm.
Attachments:
Last edit: 03 May 2022 14:46 by chili023.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
03 May 2022 15:27 #241921
by andypugh
Replied by andypugh on topic [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
The step-changes in encoder.velocity are physically implausible. It is possible that the error in the position trace is just hard to see because of scaling.
It rather looks like the EXE box simply stopped sending pulses for a moment.
You can move the cursor around on the graph to look at the position and see if it did actually change when the velocity was showing as zero. However the linear increase in F-error at the time suggest not.
You could try graphing the A and B channels into the encoder (but be aware that at a 1ms sample rate this can be very misleading)
It rather looks like the EXE box simply stopped sending pulses for a moment.
You can move the cursor around on the graph to look at the position and see if it did actually change when the velocity was showing as zero. However the linear increase in F-error at the time suggest not.
You could try graphing the A and B channels into the encoder (but be aware that at a 1ms sample rate this can be very misleading)
Please Log in or Create an account to join the conversation.
- chili023
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 47
- Thank you received: 7
03 May 2022 15:52 #241925
by chili023
Replied by chili023 on topic [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
Hi Andy,
I did some further investigation. Indeed the position value stays constant for the time in question.
Am I correct assuming that even with 10 fold interpolation of the encoders the input frequency should not be a problem for my MESA card?
I ran my tests with 1000mm/min so 16.6 mm/s and 66.6 kHz input frequency to the encoder input.
I will run test with 5 fold and check if the powersupply is sufficient. I use very thin cables that are shielded, even for 5V. Maybe this leads to a reset of the EXE. I will report.
I did some further investigation. Indeed the position value stays constant for the time in question.
Am I correct assuming that even with 10 fold interpolation of the encoders the input frequency should not be a problem for my MESA card?
I ran my tests with 1000mm/min so 16.6 mm/s and 66.6 kHz input frequency to the encoder input.
I will run test with 5 fold and check if the powersupply is sufficient. I use very thin cables that are shielded, even for 5V. Maybe this leads to a reset of the EXE. I will report.
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-
Less
More
- Posts: 17997
- Thank you received: 5284
03 May 2022 16:18 #241931
by PCW
Replied by PCW on topic [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
It really looks like the encoder signals just stopped...
The 7I97 encoder inputs should be good to about
400 KHz with default settings (filter on and default sample
rate) and up to a few MHz if adjusted for maximum count rate.
The 7I97 encoder inputs should be good to about
400 KHz with default settings (filter on and default sample
rate) and up to a few MHz if adjusted for maximum count rate.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
03 May 2022 16:25 #241932
by andypugh
Do you have another EXE to swap in?
Replied by andypugh on topic [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
The signal dropped out at a much lower velocity than it had previously been counting happily, so it is definitely not a pulse rate problem.Hi Andy,
I did some further investigation. Indeed the position value stays constant for the time in question.
Am I correct assuming that even with 10 fold interpolation of the encoders the input frequency should not be a problem for my MESA card?
Do you have another EXE to swap in?
Please Log in or Create an account to join the conversation.
- chili023
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 47
- Thank you received: 7
03 May 2022 17:15 #241936
by chili023
Replied by chili023 on topic [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
I swapped the EXE of the Y and Z axis with the X axis. Same behavior.
I can go down to 50mm/min and the behavior still persists.
No other axis shows this behavior.
I assume it must be some problem with the glas scale.
The strange thing is that there was no problem with the glas scale on the old Grundig Dialog 11, but I do not if that is a thing to consider.
I probably have to take the glas scale out and clean it.
Anything else I should test before?
I can go down to 50mm/min and the behavior still persists.
No other axis shows this behavior.
I assume it must be some problem with the glas scale.
The strange thing is that there was no problem with the glas scale on the old Grundig Dialog 11, but I do not if that is a thing to consider.
I probably have to take the glas scale out and clean it.
Anything else I should test before?
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17997
- Thank you received: 5284
03 May 2022 19:13 #241938
by PCW
Replied by PCW on topic [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
Could just be a fuzzball dragged along by the read head,
or just a dirty spot on the scale.
I once had a rotary encoder that would only count in one direction.
It turned out that it had a hair the got pulled in front of the read head
when turned in one direction but swept out of the way in the other
direction...
or just a dirty spot on the scale.
I once had a rotary encoder that would only count in one direction.
It turned out that it had a hair the got pulled in front of the read head
when turned in one direction but swept out of the way in the other
direction...
Please Log in or Create an account to join the conversation.
- chili023
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 47
- Thank you received: 7
03 May 2022 22:11 #241950
by chili023
Replied by chili023 on topic [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
I do think you are right, something is with my glas scale. I tried some less Interpolation but the error stays the same.
Tomorrow I will try to get the glas scale out and clean it.
Plan B is to fit a cheap china scale until next week.
We are racing in 8 days and I need to mill tripple claps and brake adapters") .
.
Thanks so far. I will post an update here.
Tomorrow I will try to get the glas scale out and clean it.
Plan B is to fit a cheap china scale until next week.
We are racing in 8 days and I need to mill tripple claps and brake adapters
.Thanks so far. I will post an update here.
Please Log in or Create an account to join the conversation.
- chili023
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 47
- Thank you received: 7
04 May 2022 17:17 #241989
by chili023
Replied by chili023 on topic [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
Hello. Good news. I found the problem.
First I took the glas scale out and cleaned it. It was a little dirty but nothing that would alarm me.
After cleaning I installed the scale and the error still excisted.
The solution was that the EXE 612 have 2 settings for the output impedance.
A High and a Low setting. The X axis was on high.
When I switch it to low the error was gone.
I could tune all my axis and I can start milling now.
I attached the EXE manual with all the needed information.
Thanks and greetings
A.
First I took the glas scale out and cleaned it. It was a little dirty but nothing that would alarm me.
After cleaning I installed the scale and the error still excisted.
The solution was that the EXE 612 have 2 settings for the output impedance.
A High and a Low setting. The X axis was on high.
When I switch it to low the error was gone.
I could tune all my axis and I can start milling now.
I attached the EXE manual with all the needed information.
Thanks and greetings
A.
Attachments:
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- [SOLVED] strange PID behavior. Closed loop Servo drive system. EXE impedance
Time to create page: 0.315 seconds