Incremental move of work offset
- dannym
- Offline
- Elite Member
-

Less
More
- Posts: 220
- Thank you received: 1
17 Jun 2022 12:28 - 17 Jun 2022 12:38 #245317
by dannym
Incremental move of work offset was created by dannym
I have been teaching folks how to "fix" a job that isn't cutting all the way through by telling them to G0 Z6 to get to a round number, then switch the radio button in AXIS to X and hit "Touch Off" and type in 6.05 to shift the work offset to make it run the job down by 0.05" which has consistently been a good adjustment. I have to challenge them to work out which direction to move it, half instinctively think to Touch Off to 5.95 instead.
It would actually be REALLY nice to add a button to just shift the Z offset by 0.05" in order to cut 0.05" deeper automatically. I have a Macro button on the XHC free to do this, and/or I could add a panel button on AXIS.
But how to do this? Ideally, this should not involve a physical move, although that's not deal-breaker. G10 L2 P1 Z? sets the work offset, but by an absolute value. Can I fetch the current offset from #parameter space and add to it?
It would actually be REALLY nice to add a button to just shift the Z offset by 0.05" in order to cut 0.05" deeper automatically. I have a Macro button on the XHC free to do this, and/or I could add a panel button on AXIS.
But how to do this? Ideally, this should not involve a physical move, although that's not deal-breaker. G10 L2 P1 Z? sets the work offset, but by an absolute value. Can I fetch the current offset from #parameter space and add to it?
Last edit: 17 Jun 2022 12:38 by dannym.
Please Log in or Create an account to join the conversation.
- MaHa
- Offline
- Platinum Member
-

Less
More
- Posts: 533
- Thank you received: 235
17 Jun 2022 16:08 - 17 Jun 2022 21:18 #245331
by MaHa
Replied by MaHa on topic Incremental move of work offset
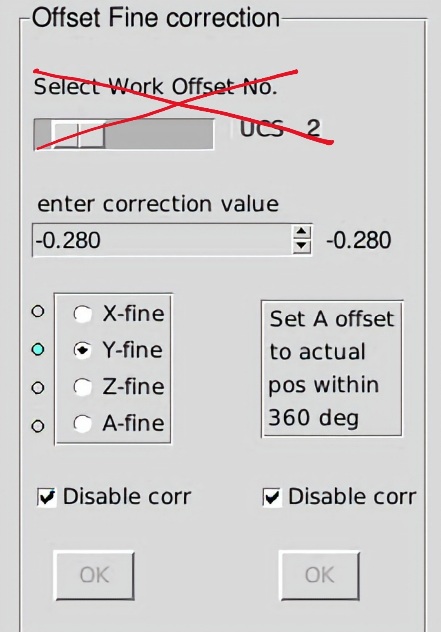
I solved that with pyvcp. The gcode behind is simple, and can be used from mdi, just replace
#<FINE_CORR> with correction value. #5420-#5423 are positions in active coordinate system and #5220 is the current active coordinate system.
#<FINE_CORR> with correction value. #5420-#5423 are positions in active coordinate system and #5220 is the current active coordinate system.
G10 L20 P#5220 X[#5420 - #<FINE_CORR>]
G10 L20 P#5220 Y[#5421 - #<FINE_CORR>]
G10 L20 P#5220 Z[#5422 - #<FINE_CORR>]
G10 L20 P#5220 A[#5423 - #<FINE_CORR>]
Attachments:
Last edit: 17 Jun 2022 21:18 by MaHa. Reason: Info from outdated file renewed, now uptodate and i have won the fight against this superevil editor
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
18 Jun 2022 00:27 #245366
by andypugh
G43.2 Hnn (but you would need a tool nn in the tool table with a Z offset of 0.05)
Or One of the G10's (depending on how you use your machine it could be L1, L2, L10, L20)
You can read back the current offset from the parameters and add a bit
Replied by andypugh on topic Incremental move of work offset
Depending on whether g43 is in effect or not.It would actually be REALLY nice to add a button to just shift the Z offset by 0.05" in order to cut 0.05" deeper automatically. I have a Macro button on the XHC free to do this, and/or I could add a panel button on AXIS.
G43.2 Hnn (but you would need a tool nn in the tool table with a Z offset of 0.05)
Or One of the G10's (depending on how you use your machine it could be L1, L2, L10, L20)
You can read back the current offset from the parameters and add a bit
Please Log in or Create an account to join the conversation.
Time to create page: 0.155 seconds