- Configuring LinuxCNC
- Advanced Configuration
- Knee mill table height; external offset or something else?
Knee mill table height; external offset or something else?
- m0602232
- Offline
- Junior Member
-

- Posts: 33
- Thank you received: 14
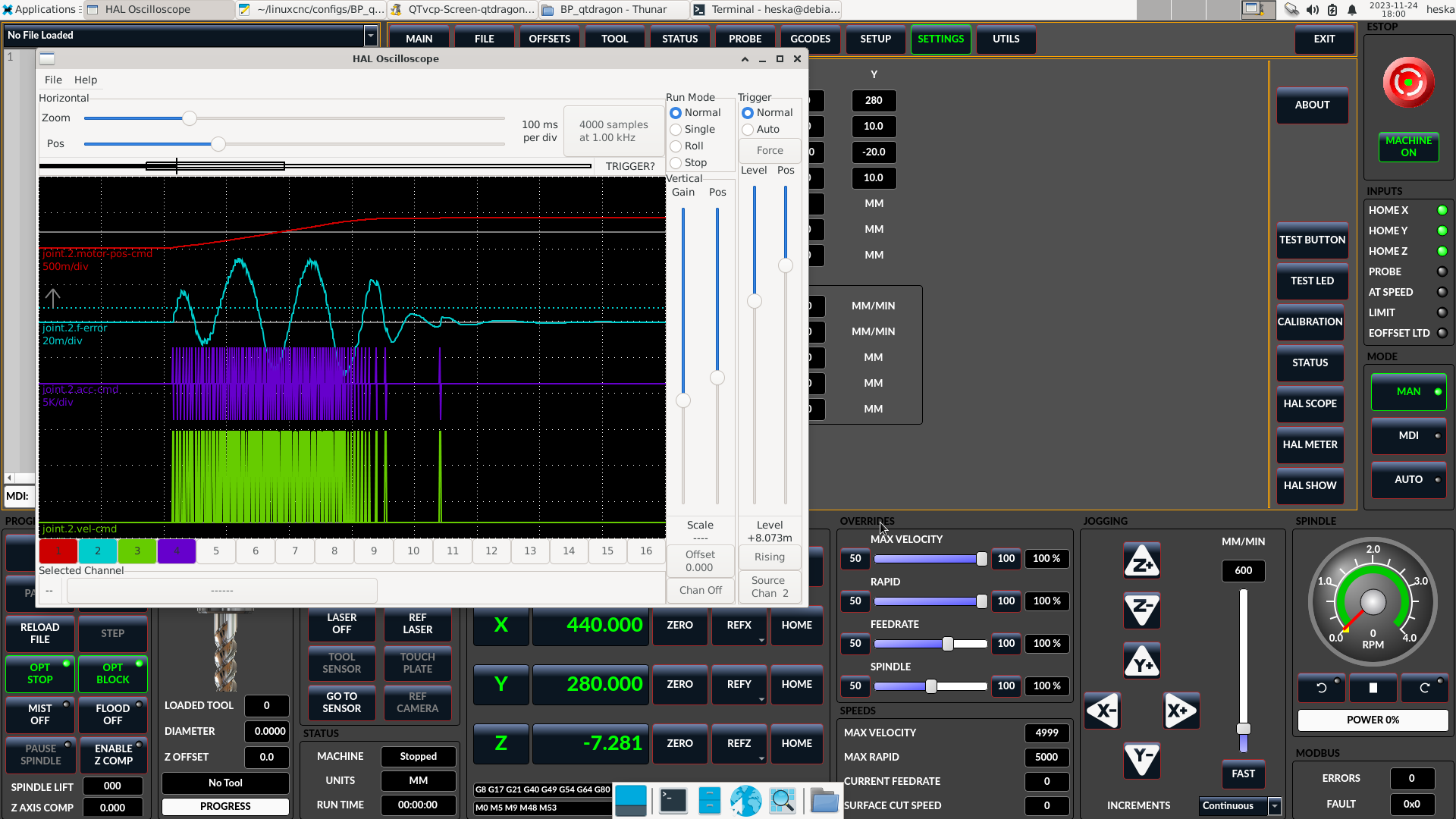
When pos3 is added to kinematics, joint.2.pos-cmd follows the position of the table encoder, but pid goes crazy. Screenshot attached.
Attachments:
Please Log in or Create an account to join the conversation.
- m0602232
- Offline
- Junior Member
-
- Posts: 33
- Thank you received: 14
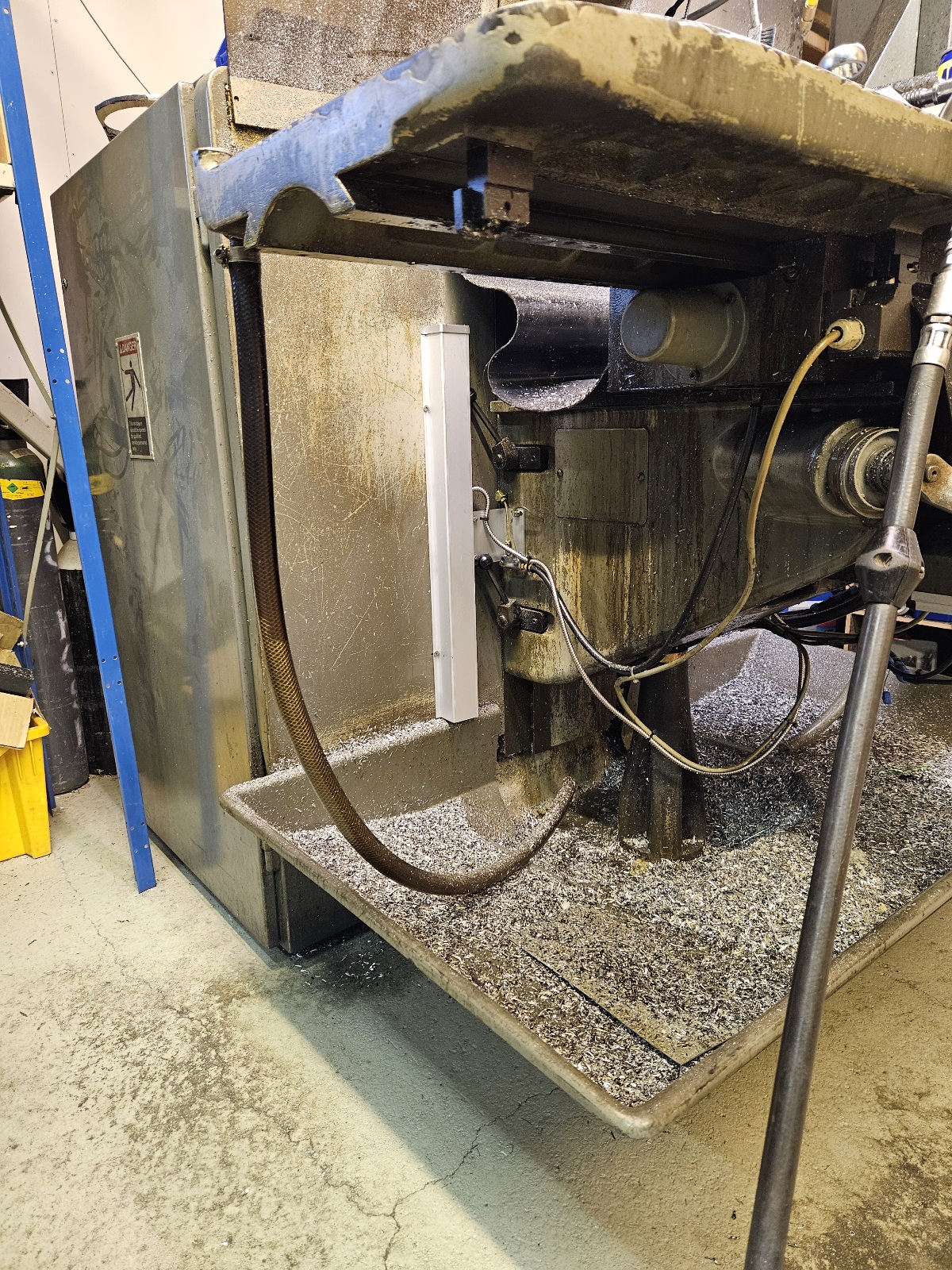
tightmopedman9, I just connected some cheap chinese linear encoder to Mesa board encoder input.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

- Posts: 4754
- Thank you received: 2134
I would only expect the z dro position to change as you move the table up. Are you expecting the quill to automatically retract?Thanks for suggestion, pos3 is there because without it there is no change in neither joint.2.pos-cmd nor joint.3.pos-cmd when table is moved. Z value in dro changes though. I would like to understand why it does that.
I'm just somewhat doubtful that the 'pos' variable actually works across both the forward and inverse functions the way you think. But since I'm no good at C I may be wrong and your code may be right.
Please Log in or Create an account to join the conversation.
- m0602232
- Offline
- Junior Member
-
- Posts: 33
- Thank you received: 14
If custom kinematics is made without additional variable, for example zeroing Z axis in dro does not work. It kind of zeroes only joint2 part so joint3 reading will stay in the dro.
I think it's because there is following error in joint3 (joint3.pos-cmd will stay at zero) but I'm not sure. Also joint3 position wont reflect to MDI commanded position, so basically only dro reading changes but nothing else works.
Please Log in or Create an account to join the conversation.
- m0602232
- Offline
- Junior Member
-
- Posts: 33
- Thank you received: 14
Thanks
Please Log in or Create an account to join the conversation.
- m0602232
- Offline
- Junior Member
-
- Posts: 33
- Thank you received: 14
I found some old posts from 2016, github.com/LinuxCNC/linuxcnc/issues/97
Apparently this remains to be unsolved issue with trajectory planner.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4754
- Thank you received: 2134
In your particular case there may be a workaround as it is possible to change the limit settings in the ini file from inside a running Linuxcnc session. So you could adjust the knee during job setup, adjust the limit values and then load/reload your gcode and it will behave just like a regular machine.
Please Log in or Create an account to join the conversation.
- m0602232
- Offline
- Junior Member
-
- Posts: 33
- Thank you received: 14
Interesting, I have to study this inihal thing. Thanks again!
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

- Posts: 21738
- Thank you received: 7428
It does, i have several machines that can do 24-36M/M and can jog them freely up to limits at full speed, it never hits the hardware limits since soft limits are set 5mm before hard limits.It might respect joint limits but the trajectory planner does not seem to calculate deceleration approaching soft limits. I tried only by jogging onto soft limit -> following error.
Please Log in or Create an account to join the conversation.
- m0602232
- Offline
- Junior Member
-
- Posts: 33
- Thank you received: 14
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- Knee mill table height; external offset or something else?