- Configuring LinuxCNC
- Advanced Configuration
- temporary work offsets. external offset or something else?
temporary work offsets. external offset or something else?
- lunada
- Offline
- Senior Member
-

- Posts: 42
- Thank you received: 2
Normal workflow would be to go where you want to start your job and just touch off each axis.
With my plasma machine I had a laser pointer (offset from the torch) which I pointed to where I wanted to start and press one button that moved the cutting tool to the laser point and set the g54 offsets for X & Y. I also had another button called Zero XY which made the current tool position X0Y0. That sounds more like what you want rather than mucking about with entering coordinates.
while that does sound handy for some stuff, what i want is to enter coordinates, just like our old controller, mainly to prevent incidents. Our operator is very new. The less changes the better right now until he gets more comfortable. I may add your button as a secondary thing though.
Please Log in or Create an account to join the conversation.
- lunada
- Offline
- Senior Member
-
- Posts: 42
- Thank you received: 2
Thanks! That's helpful. i'll do some reading and give it a shot. Sounds like what i'm looking for. I may try to add a button like Rodw mentioned as well.Your pyvcp boxes should set a halpin value, say 'value_x' and 'value_y' you could then have another pyvcp button that executes an MDI command like this:
G10 L2 P0 X#<_hal[pyvcp.value_x]> Y#<_hal[pyvcp.value_y]>
[edit]
For more information on reading hal pins from gcode see section 4 here:
linuxcnc.org/docs/2.9/html/gcode/overvie...:overview-parameters
Please Log in or Create an account to join the conversation.
- lunada
- Offline
- Senior Member
-
- Posts: 42
- Thank you received: 2
Please Log in or Create an account to join the conversation.
- lunada
- Offline
- Senior Member
-
- Posts: 42
- Thank you received: 2
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

- Posts: 4768
- Thank you received: 2138
Yes, there is the 'spinbox' widget, but that might be a bit of a pain since you have to use the the up/down arrows to adjust the value as it does not take values using the keyboard:well crap, i didnt realize that there wasn't a numerical input box for pyvcp. I swore i had seen one before.
GladeVCP does have an entry widget but you would have to change to a gui that uses gtk.
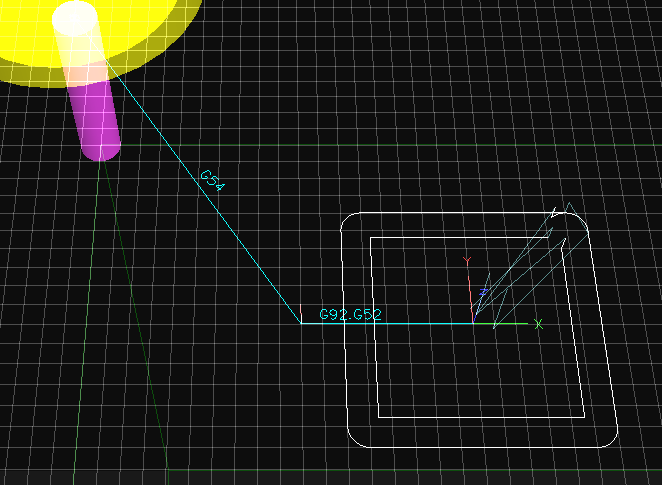
Sounds exactly what G52 does, add an offset to the current work offset. This screen shot shows the effect of 'G52 x80' on top of an existing G54 offset. :hmm it doesnt look like g52 is going to work either. i'm trying to add or subtract from the current work offset, not just tell the machine where it is. so for example, if the corner of the spoilboard is x0y0z0 but the part is 3" from there in x and y, i just want to offset the work offset by 3" instead of changing it, if that makes sense.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4768
- Thank you received: 2138

This is an adaptation of an older tcl remap I found on the forum. It works but it may need a bit of polishing as I'm not really familiar with tcl. This could probably be done in python as well.
This is the content of 'M141' in the 'mcodes' folder:
#!/usr/bin/tclsh
# EDIT here to set ::the_pin_name as required:
set ::the_pin_name_1 motion.analog-in-00
set ::default_value_x 0
set ::the_pin_name_2 motion.analog-in-01
set ::default_value_y 0
set ::the_pin_name_3 motion.analog-in-02
set ::default_value_z 0
# Note: This file must:
# have execute permissions (chmod +x this_file_name)
# be located according to rules for user M codes
# exist before starting LinuxCNC
#------------------------------------------------------------------
set ::prog [file tail $::argv0]
set ::value_x $::default_value_x
set ::value_y $::default_value_y
set ::value_z $::default_value_z
package require Hal
package require Tk
proc go {} {
if [catch {
puts "$::prog:$::the_pin_name_1 before: [hal getp $::the_pin_name_1]"
hal setp $::the_pin_name_1 $::value_x
puts "$::prog:$::the_pin_name_1 after: [hal getp $::the_pin_name_1]"
puts "$::prog:$::the_pin_name_2 before: [hal getp $::the_pin_name_2]"
hal setp $::the_pin_name_2 $::value_y
puts "$::prog:$::the_pin_name_2 after: [hal getp $::the_pin_name_2]"
puts "$::prog:$::the_pin_name_3 before: [hal getp $::the_pin_name_3]"
hal setp $::the_pin_name_3 $::value_z
puts "$::prog:$::the_pin_name_3 after: [hal getp $::the_pin_name_3]"
hal setp $::the_pin_name_3 $::value_z
} msg ] {
set ::value_x "FIXME"
set ::value_y "FIXME"
set ::value_z "FIXME"
popup "ERROR\n\n$msg"
} else {
exit 0
}
}
proc abort {} {
popup "Aborting Gcode program"
exit 1
}
proc err_exit {msg} {
popup $msg
exit 1
}
proc popup {msg} {
puts stderr "$::prog: $msg"
tk_messageBox \
-title "$::prog Set Offset" \
-type ok \
-message "$msg"
}
wm title . "$::prog Set Offset"
wm protocol . WM_DELETE_WINDOW {puts "$::prog: window close disallowed"}
pack [label .l1 -text "X:"] -side left
pack [entry .e1 -textvar ::value_x] -side left
pack [label .l2 -text "Y:"] -side left
pack [entry .e2 -textvar ::value_y] -side left
pack [label .l3 -text "Z:"] -side left
pack [entry .e3 -textvar ::value_z] -side left
bind .e1 <Return> go
pack [button .b -text Go -command go] -side left
pack [button .a -text Abort -command abort] -side leftThis is the '401remap.ngc' in the 'remap_subs' that would be called by the custom button:
o<401remap> sub
; open user input popup
M141
; update motion.analog pins
M66 E0 L0
; set current work offset
G10 L2 P0 X#<_hal[motion.analog-in-00]> Y#<_hal[motion.analog-in-01]> Z#<_hal[motion.analog-in-02]>
o<401remap> endsubThe [RS274NGC] section of your ini file would need to include:
[RS274NGC]
USER_M_PATH = ./mcodes
SUBROUTINE_PATH = ./remap_subs
HAL_PIN_VARS = 1
REMAP = M401 modalgroup=10 ngc=401remapAttachments:
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19886
- Thank you received: 4645
If you look here at section 7.5 and 7.6:
linuxcnc.org/docs/stable/html/gui/gladev...mand_on_button_press
You can create an on-screen button that runs an MDI command, and it can use values direct from the screen, no need to export to G-code analogue inputs.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4768
- Thank you received: 2138
[edit]
Just to give you one more option:
Here is a custom mcode using python that works on it's own. Calling it will open a popup for XYZ values (includes value checking) and a click on the 'Set' button will set the current work offsets to the entered values, so there are no halpins involved.
#!/usr/bin/python3
import linuxcnc
import tkinter as tk
from tkinter import Tk, X, BOTH, LEFT
from tkinter import ttk
from tkinter.ttk import Frame, Label, Entry, Button
# add/remove the entries needed
entry_list = ('X','Y','Z')
class SimpleDialog(Frame):
def __init__(self):
super().__init__()
self.initUI()
def initUI(self):
self.master.title("Enter Offset ")
self.pack(fill=BOTH, expand=True)
self.entries = []
for entry in entry_list:
self.e = self.createEntry(entry)
self.entries.append(self.e)
self.label_error = ttk.Label(self, foreground='red')
self.label_error.pack(fill=X, padx=5, expand=True)
frame_last = Frame(self)
frame_last.pack(fill=X)
self.btn = Button(frame_last, text="Set", command=self.onSubmit)
self.btn.pack(padx=5, pady=5)
self.btn.bind('<Return>', self.onSubmit)
def createEntry(self, entry):
frame = Frame(self)
frame.pack(fill=X)
lbl = Label(frame, text=entry+":", width=4)
lbl.pack(side=LEFT, padx=5, pady=2)
self.vcmd = (self.register(self.validate), '%P', '%W')
self.entry = Entry(frame)
self.entry.insert(0, '0')
self.entry.config(validate='focusout', validatecommand=self.vcmd)
self.entry.pack(fill=X, padx=5, expand=True)
return self.entry
def show_message(self, w, error='', color='black'):
color_state = []
self.label_error['text'] = error
for i in range(len(self.entries)):
if w == str(self.entries[i]):
self.entries[i]['foreground'] = color
color_state.append(str(self.entries[i].cget('foreground')))
if 'red' in color_state:
self.btn.configure(state="disabled")
else:
self.btn.configure(state="normal")
def validate(self, value, w):
try:
result = float(value)
self.show_message(w)
return True
except ValueError:
self.show_message(w, 'Invalid entry.', 'red')
return False
def onSubmit(self, *args):
value1 = float(self.entries[0].get())
value2 = float(self.entries[1].get())
value3 = float(self.entries[2].get())
# Get rid of the error message if the user clicks the
# close icon instead of the submit button
try:
root.destroy()
except:
pass
c = linuxcnc.command()
c.mdi('G10 L2 P0 X%f Y%f Z%f ' % (value1, value2, value3))
self.quit()
# This part triggers the dialog
root = Tk()
# the more entries in the list the longer the window needs to be
l = len(entry_list)
root.geometry("250x" + str(l*22+60) + "+300+300")
app = SimpleDialog()
root.mainloop()Please Log in or Create an account to join the conversation.
- lunada
- Offline
- Senior Member
-
- Posts: 42
- Thank you received: 2
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- temporary work offsets. external offset or something else?