Data transfer LinuxCNC to / from custom board - Solved
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4770
- Thank you received: 2138
02 Aug 2024 09:41 - 02 Aug 2024 09:43 #306705
by Aciera
Replied by Aciera on topic Data transfer LinuxCNC to / from custom board
You seem to have a lot going on there.
First thing I would suggest is to simplify things by choosing which jog method you actually want to use and then test this method in the 'Halshow' tool without all the connections in your hal.
For example this situation should jog the x-axis:
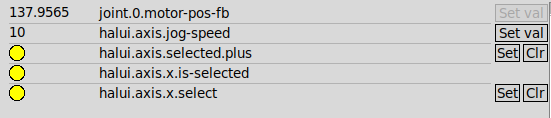
Alternatively this should also jog your x axis:

Also, posting your hal and ini files might give us a better idea of what you have going on.
First thing I would suggest is to simplify things by choosing which jog method you actually want to use and then test this method in the 'Halshow' tool without all the connections in your hal.
For example this situation should jog the x-axis:
Alternatively this should also jog your x axis:
Also, posting your hal and ini files might give us a better idea of what you have going on.
Attachments:
Last edit: 02 Aug 2024 09:43 by Aciera.
The following user(s) said Thank You: tommylight, slowpoke
Please Log in or Create an account to join the conversation.
- slowpoke
- Offline
- Elite Member
-

Less
More
- Posts: 224
- Thank you received: 28
02 Aug 2024 21:39 #306810
by slowpoke
Replied by slowpoke on topic Data transfer LinuxCNC to / from custom board
I commented out the 3 lines related to the Arduino stuff in io.hal and postgui.hal to make sure that they are not doing something strange. I then tried both your suggestions and assuming that "setting" all three in the first example or just halui.axis.x.plus (in HalShow -watch), should cause a jog, it does not in either case. So I think there is something missing between those parameters in halshow and the real time thread causing then to be ineffective. I have attached my configuration files.You seem to have a lot going on there.
First thing I would suggest is to simplify things by choosing which jog method you actually want to use and then test this method in the 'Halshow' tool without all the connections in your hal.
For example this situation should jog the x-axis:
Alternatively this should also jog your x axis:
Also, posting your hal and ini files might give us a better idea of what you have going on.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4770
- Thank you received: 2138
02 Aug 2024 22:11 #306811
by Aciera
Replied by Aciera on topic Data transfer LinuxCNC to / from custom board
The only thing I can think of at the moment is that your x axis is not homed which would inhibit axis jogging.
The following user(s) said Thank You: slowpoke
Please Log in or Create an account to join the conversation.
- slowpoke
- Offline
- Elite Member
-
Less
More
- Posts: 224
- Thank you received: 28
13 Aug 2024 17:08 #307642
by slowpoke
Replied by slowpoke on topic Data transfer LinuxCNC to / from custom board - Solved
After a bit of trial and error I found the problem, I can now jog from the Arduino board. The fundamental problem was that I was not homing all axis's, I assumed because I was trying to jog x that homing x was sufficient.
I did a little test where I banged in 10 jog increments as fast as I could and none were lost. I'm not using a MPG so I can't comment on the slow response of the ArduinoConnector as noted by blazini36 when using a MPG, however for regular button presses it seems to be doing the job for me.
I have attached the relevant portion of my postgui.hal
Thanks for the help getting this working.
Jeff
I did a little test where I banged in 10 jog increments as fast as I could and none were lost. I'm not using a MPG so I can't comment on the slow response of the ArduinoConnector as noted by blazini36 when using a MPG, however for regular button presses it seems to be doing the job for me.
I have attached the relevant portion of my postgui.hal
Thanks for the help getting this working.
Jeff
Attachments:
Please Log in or Create an account to join the conversation.
- Cant do this anymore bye all
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1200
- Thank you received: 426
14 Aug 2024 00:17 #307689
by Cant do this anymore bye all
Replied by Cant do this anymore bye all on topic Data transfer LinuxCNC to / from custom board - Solved
You can jog without homing if add jogging, enable & counts for each joint.
The following user(s) said Thank You: slowpoke
Please Log in or Create an account to join the conversation.
- Mecanix
- Offline
- Platinum Member
-
Less
More
- Posts: 447
- Thank you received: 228
14 Aug 2024 00:43 #307691
by Mecanix
Replied by Mecanix on topic Data transfer LinuxCNC to / from custom board - Solved
This is like a century ago I forgot but was it in the naming of the nets that defines whether you can jog with and/or without homing?
axis.x.jog-enable -vs- axis.joint0.jog-enable
An HAL expert would know...
axis.x.jog-enable -vs- axis.joint0.jog-enable
An HAL expert would know...
The following user(s) said Thank You: slowpoke
Please Log in or Create an account to join the conversation.
- Cant do this anymore bye all
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1200
- Thank you received: 426
14 Aug 2024 04:54 #307695
by Cant do this anymore bye all
Replied by Cant do this anymore bye all on topic Data transfer LinuxCNC to / from custom board - Solved
axis is for jogging an axis, which needs to be homed.
joint is for jogging a joint which doesn't need to be homed.
I think these were some of the major changes from 2.8.xx to 2.9.xx
The correct names joint.xx.count, joint.xx.enable and so forth. Open axis and look at the hal configuration menu.
joint is for jogging a joint which doesn't need to be homed.
I think these were some of the major changes from 2.8.xx to 2.9.xx
The correct names joint.xx.count, joint.xx.enable and so forth. Open axis and look at the hal configuration menu.
The following user(s) said Thank You: Mecanix, slowpoke
Please Log in or Create an account to join the conversation.
- Mecanix
- Offline
- Platinum Member
-
Less
More
- Posts: 447
- Thank you received: 228
14 Aug 2024 05:29 #307696
by Mecanix
Replied by Mecanix on topic Data transfer LinuxCNC to / from custom board - Solved
I personally would never, under no circumstance, ever attempt jogging an un-homed machine-tool (again). Don't ask me why's that, too shy to explain. Great info none the less. Suspected it was something related to the net/name or something.The correct names joint.xx.count, joint.xx.enable and so forth. Open axis and look at the hal configuration menu.
Please Log in or Create an account to join the conversation.
Time to create page: 0.460 seconds