- Configuring LinuxCNC
- Advanced Configuration
- How do I control the speed and acceleration of the analog output of the 7i77 ?
How do I control the speed and acceleration of the analog output of the 7i77 ?
- programador
-
 Topic Author
Topic Author
- Offline
- Senior Member
-

Less
More
- Posts: 70
- Thank you received: 5
15 Jan 2025 14:17 #319026
by programador
How do I control the speed and acceleration of the analog output of the 7i77 ? was created by programador
I can't find a suitable configuration so that the analog output can control the correct movement of the punching machine's piston. How do I solve this?Summary of what I'm trying to control:The piston that hits the punches is hydraulic, but it has an actuator that controls its descent and ascent by applying analog voltage of -10 volts and +10 volts, where +10 volts goes up and -10 volts goes down. However, unlike a motor, when there is no voltage at all, the piston descends gradually. To keep it high, a voltage above 2 volts positive will always be necessary.Hardware information: the sensor that detects the movement of the piston hitting the punches is magnetic and provides an analog output voltage, being 0 volts when it descends completely and 8 volts when it rises completely. This position voltage is connected to the THCAD2 electronic board that converts it into frequency. This frequency is used in channel 0 of the 7i77 electronic board's encoder, which is configured asThis reading is being shown on the display after the following modificationI'm worried that the problem is becausewas disconnected since it is being used to report the position, will the 7i77 electronic board work without net z-vel-fb?
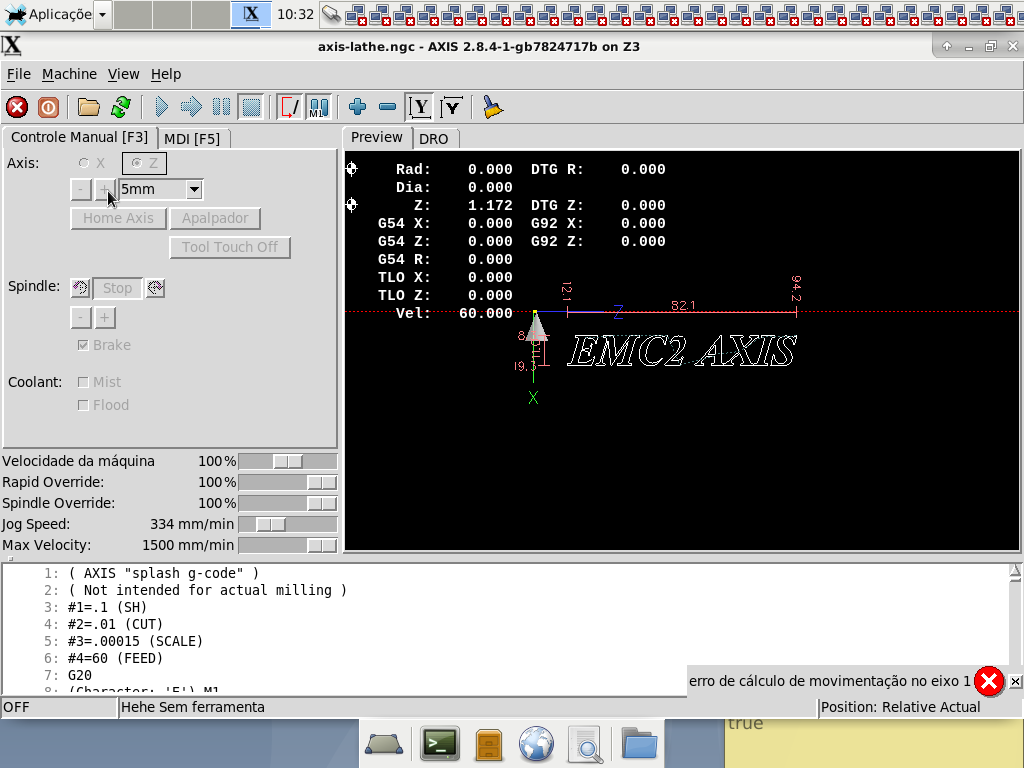
Below is information that may helpWhen I manually jog the Z axis to 1mm or 5mm, it makes no difference in the actual movement of the piston, it always moves the same and the Z axis calculation error appearsWhen I manually jog the Z axis to 1mm
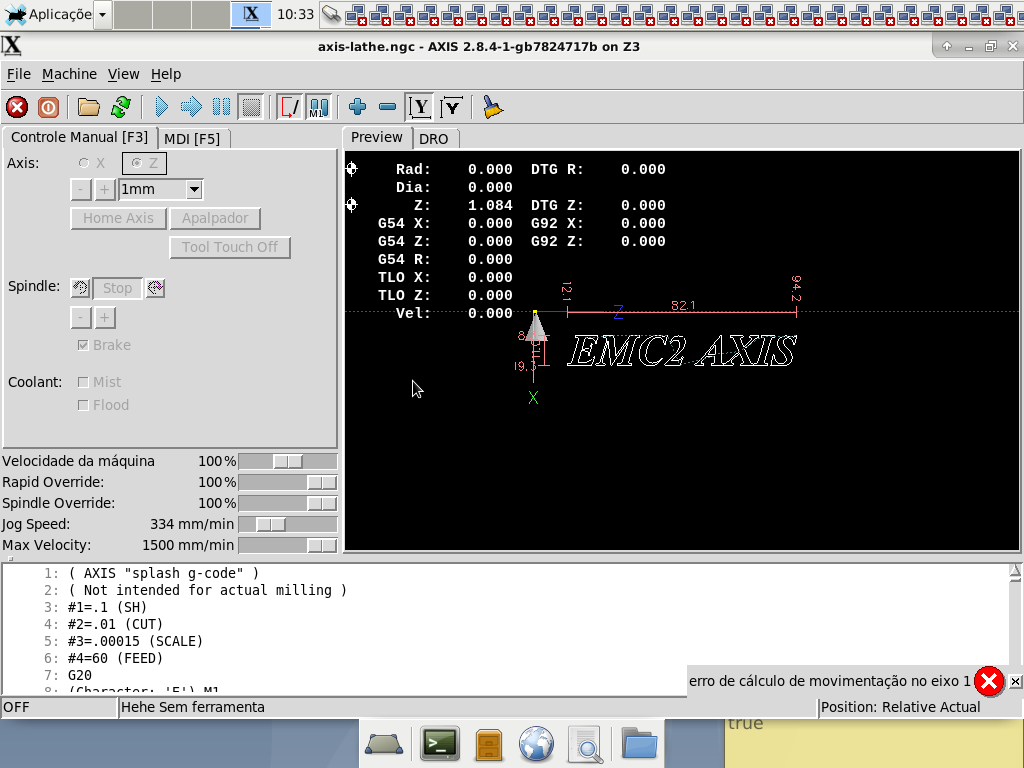 When I manually jog the Z axis to 5mm
When I manually jog the Z axis to 5mm
 Piston hitting the punches in the zero position
Piston hitting the punches in the zero position
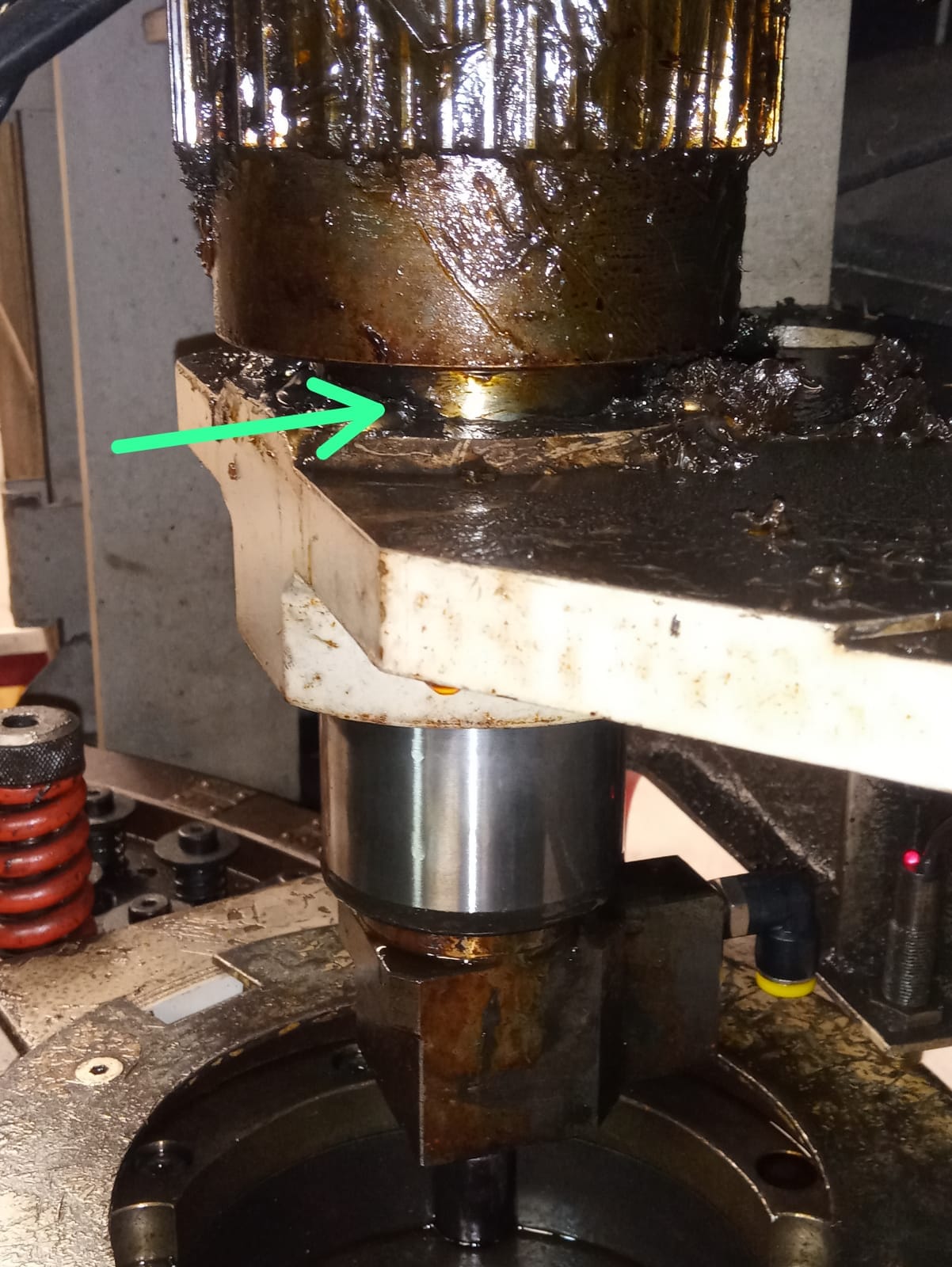 Piston hitting the punches in the position after a 1mm jog
Piston hitting the punches in the position after a 1mm jog
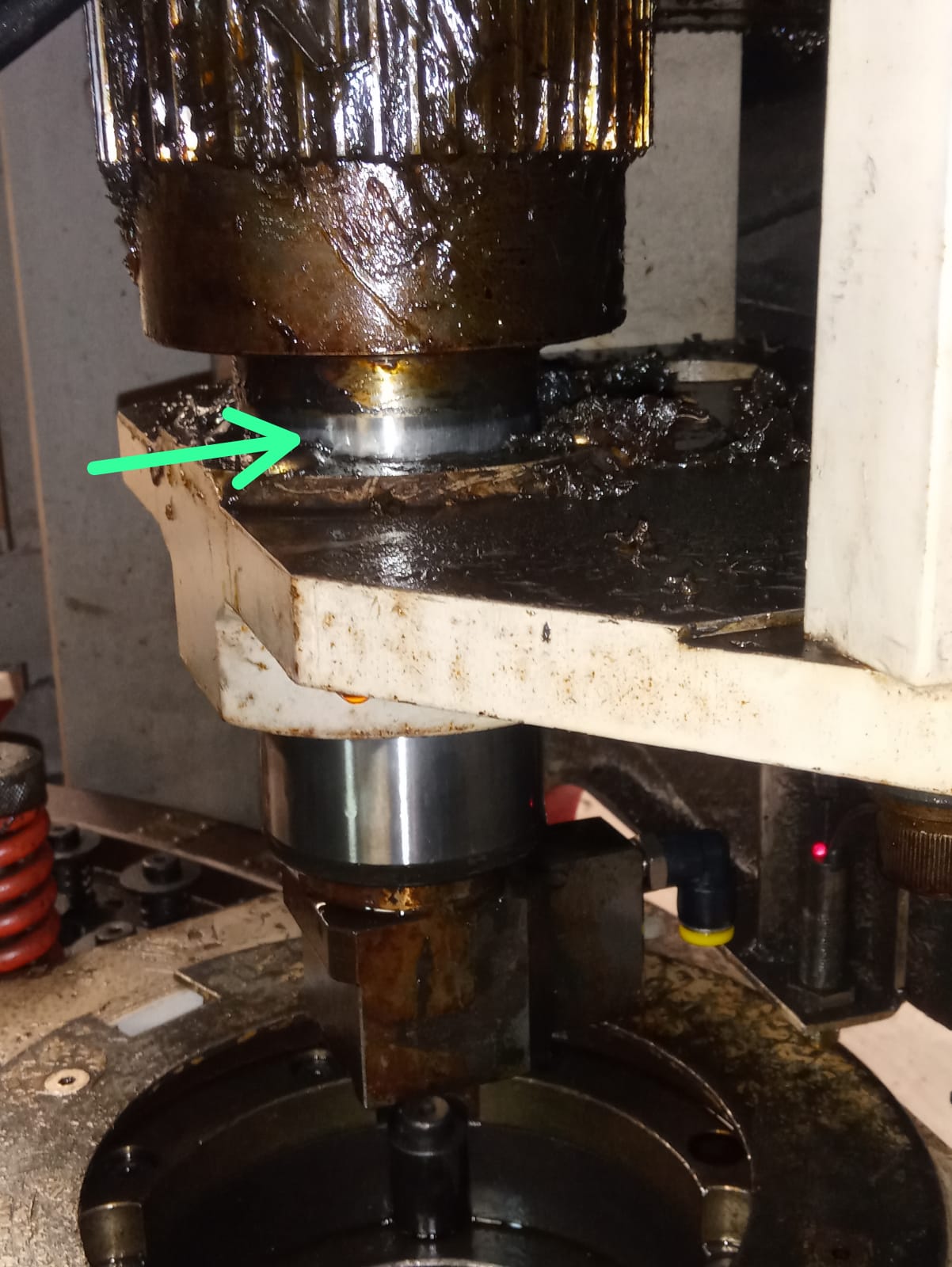
Piston hitting the punches in the position after a 5mm jog
 I have been working on this machine retrofit for over 2 years, unfortunately here in Brazil I have not found qualified labor to perform this service. If I cannot resolve this step I will have to give up on LinuxCNC. I am willing to pay if someone resolves this situation. Even so, I thank all the contributions from the Forum and Mr. Peter.
I have been working on this machine retrofit for over 2 years, unfortunately here in Brazil I have not found qualified labor to perform this service. If I cannot resolve this step I will have to give up on LinuxCNC. I am willing to pay if someone resolves this situation. Even so, I thank all the contributions from the Forum and Mr. Peter.
setp hm2_7i96s.0.encoder.00.counter-mode 1#net z-pos-fb <= hm2_7i96s.0.encoder.00.position # Disabled Linenet z-pos-fb <= hm2_7i96s.0.encoder.00.velocity #New Linenet z-pos-fb => joint.1.motor-pos-fb#net z-vel-fb <= hm2_7i96s.0.encoder.00.velocity # Disabled Linenet z-pos-fb => joint.1.motor-pos-fbnet z-index-enable joint.1.index-enable <=> hm2_7i96s.0.encoder.00.index-enablenet z-pos-rawcounts <= hm2_7i96s.0.encoder.00.rawcountsnet z-vel-fbBelow is information that may helpWhen I manually jog the Z axis to 1mm or 5mm, it makes no difference in the actual movement of the piston, it always moves the same and the Z axis calculation error appearsWhen I manually jog the Z axis to 1mm
Piston hitting the punches in the position after a 5mm jog
Attachments:
Please Log in or Create an account to join the conversation.
- programador
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 5
15 Jan 2025 14:19 - 15 Jan 2025 14:22 #319027
by programador
Replied by programador on topic How do I control the speed and acceleration of the analog output of the 7i77 ?
This reading is being shown on the display after the following modification
#net z-pos-fb <= hm2_7i96s.0.encoder.00.position # Disabled Line
net z-pos-fb <= hm2_7i96s.0.encoder.00.velocity #New Line
net z-pos-fb => joint.1.motor-pos-fb
#net z-vel-fb <= hm2_7i96s.0.encoder.00.velocity # Disabled Line
net z-pos-fb => joint.1.motor-pos-fb
net z-index-enable joint.1.index-enable <=> hm2_7i96s.0.encoder.00.index-enable
net z-pos-rawcounts <= hm2_7i96s.0.encoder.00.rawcountsAttachments:
Last edit: 15 Jan 2025 14:22 by programador.
Please Log in or Create an account to join the conversation.
- programador
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 5
15 Jan 2025 14:22 #319028
by programador
Replied by programador on topic How do I control the speed and acceleration of the analog output of the 7i77 ?
Attachments:
Please Log in or Create an account to join the conversation.
- PCW
-

- Online
- Moderator
-

Less
More
- Posts: 17997
- Thank you received: 5283
15 Jan 2025 15:13 - 15 Jan 2025 15:46 #319032
by PCW
Replied by PCW on topic How do I control the speed and acceleration of the analog output of the 7i77 ?
One thing I see is that the Z encoder scale is off by orders of magnitude.
If you are using the ~100 to 900 KHz range of the THCAD2, I would expect
and encoder scale to be roughly 800,000 / Z_motion_range.
What is the Z motion range for 0 to 10V out from your sensor?
It addition the scale may need to be negative. This is the first thing to get setup correctly
Also as I mentioned, you may need to feed the encoder velocity signal through LinuxCNCs
offset component to remove the offset at 0V
If you are using the ~100 to 900 KHz range of the THCAD2, I would expect
and encoder scale to be roughly 800,000 / Z_motion_range.
What is the Z motion range for 0 to 10V out from your sensor?
It addition the scale may need to be negative. This is the first thing to get setup correctly
Also as I mentioned, you may need to feed the encoder velocity signal through LinuxCNCs
offset component to remove the offset at 0V
Last edit: 15 Jan 2025 15:46 by PCW.
Please Log in or Create an account to join the conversation.
- programador
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 5
15 Jan 2025 18:07 #319042
by programador
Replied by programador on topic How do I control the speed and acceleration of the analog output of the 7i77 ?
What is the Z motion range for 0 to 10V out from your sensor?
Response:
ranger 10364.831 hm2_7i96s.00.enconder.00.velocity
ranger 621866.8 hm2_7i96s.00.velocity-rpm
I am testing with jump 64 on the THCAD2 board.
Simulations with other jumpers:
advanced hydraulic cylinder THCAD2 jump128
1416.431 hm2_7i96s.00.enconder.00.velocity
84985.84 hm2_7i96s.00.velocity-rpm
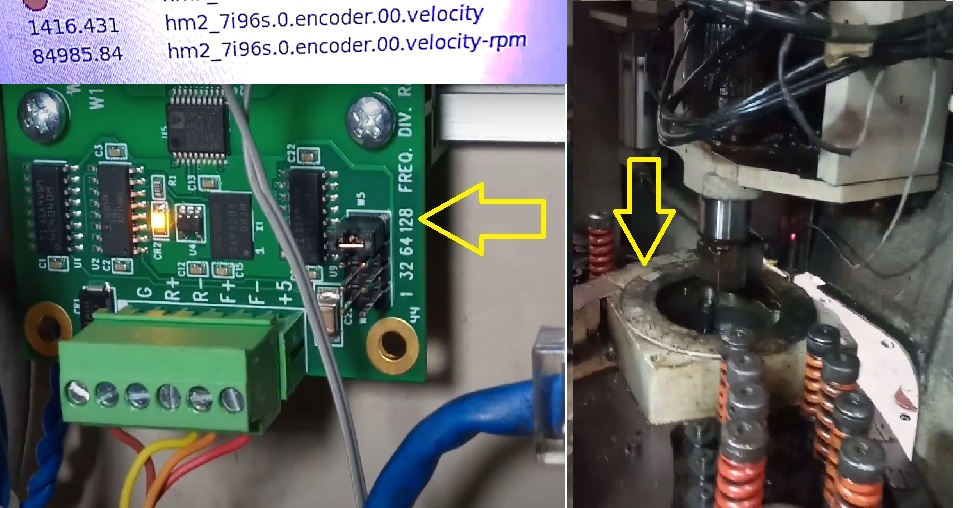
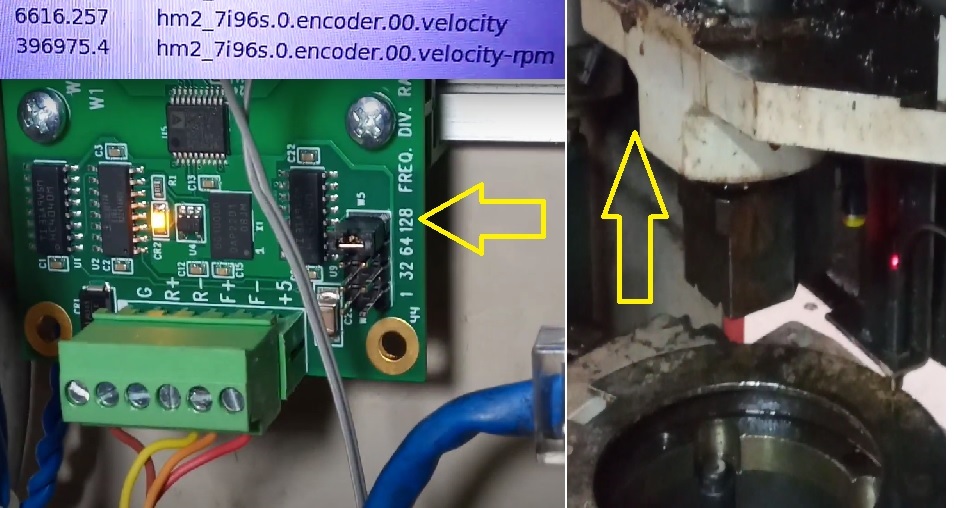
recessed hydraulic cylinder THCAD2 jump128
6616.257 hm2_7i96s.00.enconder.00.velocity
396875.4 hm2_7i96s.00.velocity-rpm
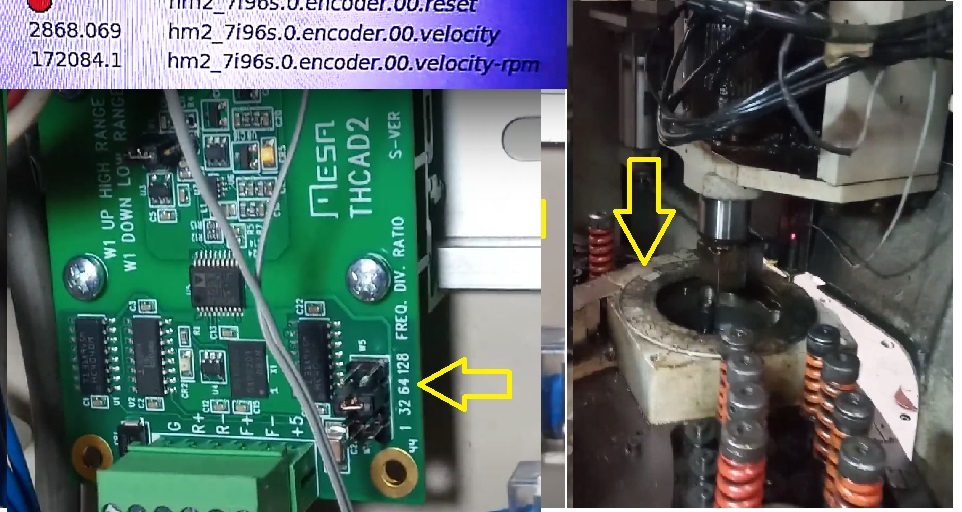
advanced hydraulic cylinder THCAD2 jump64
2868.069 hm2_7i96s.00.enconder.00.velocity
172084.1 hm2_7i96s.00.velocity-rpm
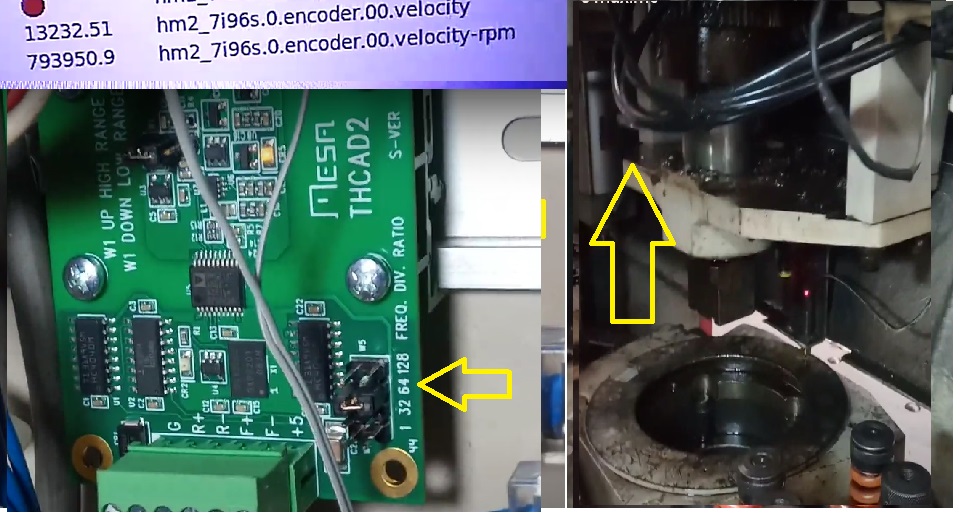
recessed hydraulic cylinder THCAD2 jump64
13232.51 hm2_7i96s.00.enconder.00.velocity
793950.9 hm2_7i96s.00.velocity-rpm
advanced hydraulic cylinder THCAD2 jump32
5671.078 hm2_7i96s.00.enconder.00.velocity
340264.7 hm2_7i96s.00.velocity-rpm
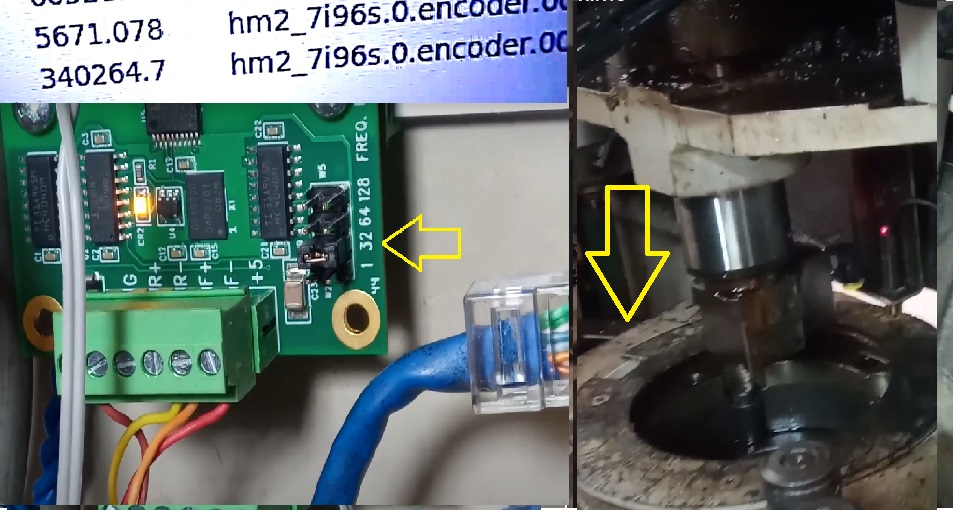
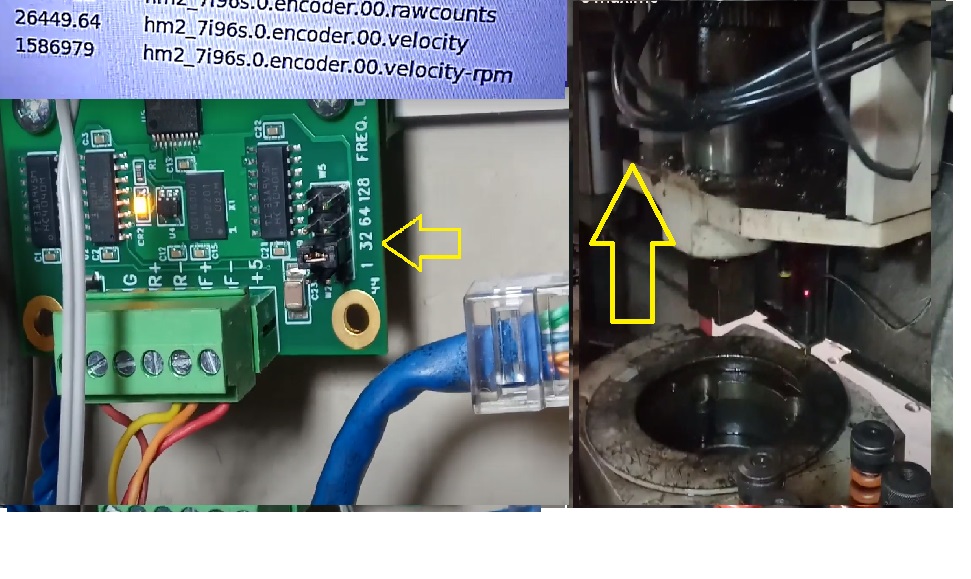
recessed hydraulic cylinder THCAD2 jump32
26449.64 hm2_7i96s.00.enconder.00.velocity
1586979 hm2_7i96s.00.velocity-rpm
I put the value 800 in the scale encoder, but it continues to display a calculation error message on the axis, but the axis moves a little, below is the video showing the result
Regarding another question, sorry for my lack of knowledge, do you have any example of how to: feed the encoder velocity signal through LinuxCNCs
offset component to remove the offset at 0V ?
Response:
ranger 10364.831 hm2_7i96s.00.enconder.00.velocity
ranger 621866.8 hm2_7i96s.00.velocity-rpm
I am testing with jump 64 on the THCAD2 board.
Simulations with other jumpers:
advanced hydraulic cylinder THCAD2 jump128
1416.431 hm2_7i96s.00.enconder.00.velocity
84985.84 hm2_7i96s.00.velocity-rpm
recessed hydraulic cylinder THCAD2 jump128
6616.257 hm2_7i96s.00.enconder.00.velocity
396875.4 hm2_7i96s.00.velocity-rpm
advanced hydraulic cylinder THCAD2 jump64
2868.069 hm2_7i96s.00.enconder.00.velocity
172084.1 hm2_7i96s.00.velocity-rpm
recessed hydraulic cylinder THCAD2 jump64
13232.51 hm2_7i96s.00.enconder.00.velocity
793950.9 hm2_7i96s.00.velocity-rpm
advanced hydraulic cylinder THCAD2 jump32
5671.078 hm2_7i96s.00.enconder.00.velocity
340264.7 hm2_7i96s.00.velocity-rpm
recessed hydraulic cylinder THCAD2 jump32
26449.64 hm2_7i96s.00.enconder.00.velocity
1586979 hm2_7i96s.00.velocity-rpm
I put the value 800 in the scale encoder, but it continues to display a calculation error message on the axis, but the axis moves a little, below is the video showing the result
Regarding another question, sorry for my lack of knowledge, do you have any example of how to: feed the encoder velocity signal through LinuxCNCs
offset component to remove the offset at 0V ?
Attachments:
Please Log in or Create an account to join the conversation.
- PCW
-
- Online
- Moderator
-
Less
More
- Posts: 17997
- Thank you received: 5283
15 Jan 2025 19:19 #319047
by PCW
Replied by PCW on topic How do I control the speed and acceleration of the analog output of the 7i77 ?
You still did not answer what the Z motion range was
Anyway say its 50 mm and using the /32 tap that's
a encoder scale of ~415
When tuning you need to loosen the following error limits
and have some reasonable output scale value:TYPE = LINEAR
HOME = 0.0
FERROR = 50
MIN_FERROR = 50
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
P = 50.0
I = 0.0
D = 0.0
FF0 = 0.0
FF1 = 1.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
ENCODER_SCALE = 415 # estimate with THCAD /32 and 50 mm full motion
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10.0
OUTPUT_MAX_LIMIT = 10.0
#MIN_LIMIT = -100.0
#MAX_LIMIT = 0.01
MIN_LIMIT = -15000.0 # these should be some reasonable numbers one you get the encoder scale correct
MAX_LIMIT = 15000.0
HOME_OFFSET = 0.0
loadrt offset
addf offset.0.update-feedback servo-thread
addf offset.0.update-output servo-thread
setp offset.0.offset -5671.078 # for /32net z-pos-fb_with_offset <= hm2_7i96s.0.encoder.00.velocity #New Line
net z-pos-fb_with_offset => offset.0.in
net z-pos-fb <= offset.0.out
net z-pos-fb => joint.1.motor-pos-fb
net z-index-enable joint.1.index-enable <=> hm2_7i96s.0.encoder.00.index-enable
net z-pos-rawcounts <= hm2_7i96s.0.encoder.00.rawcounts
Anyway say its 50 mm and using the /32 tap that's
a encoder scale of ~415
When tuning you need to loosen the following error limits
and have some reasonable output scale value:TYPE = LINEAR
HOME = 0.0
FERROR = 50
MIN_FERROR = 50
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
P = 50.0
I = 0.0
D = 0.0
FF0 = 0.0
FF1 = 1.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
ENCODER_SCALE = 415 # estimate with THCAD /32 and 50 mm full motion
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10.0
OUTPUT_MAX_LIMIT = 10.0
#MIN_LIMIT = -100.0
#MAX_LIMIT = 0.01
MIN_LIMIT = -15000.0 # these should be some reasonable numbers one you get the encoder scale correct
MAX_LIMIT = 15000.0
HOME_OFFSET = 0.0
loadrt offset
addf offset.0.update-feedback servo-thread
addf offset.0.update-output servo-thread
setp offset.0.offset -5671.078 # for /32net z-pos-fb_with_offset <= hm2_7i96s.0.encoder.00.velocity #New Line
net z-pos-fb_with_offset => offset.0.in
net z-pos-fb <= offset.0.out
net z-pos-fb => joint.1.motor-pos-fb
net z-index-enable joint.1.index-enable <=> hm2_7i96s.0.encoder.00.index-enable
net z-pos-rawcounts <= hm2_7i96s.0.encoder.00.rawcounts
The following user(s) said Thank You: programador
Please Log in or Create an account to join the conversation.
- programador
-
Topic Author
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 5
15 Jan 2025 20:18 #319048
by programador
Replied by programador on topic How do I control the speed and acceleration of the analog output of the 7i77 ?
You still did not answer what the Z motion range was?
Answer: Sorry, I didn't understand the question, due to the automatic language translator. But you got it right, 50mm, in the photo below.

regarding the model code it worked! the Z axis movement works without error. Thank you
Answer: Sorry, I didn't understand the question, due to the automatic language translator. But you got it right, 50mm, in the photo below.
regarding the model code it worked! the Z axis movement works without error. Thank you
Attachments:
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- How do I control the speed and acceleration of the analog output of the 7i77 ?
Time to create page: 0.886 seconds