Another one MAHO (MH600C) In the LINUXCNC club
- Sando
- Offline
- New Member
-

Less
More
- Posts: 8
- Thank you received: 0
27 Jan 2022 17:37 - 27 Jan 2022 19:17 #233287
by Sando
Another one MAHO (MH600C) In the LINUXCNC club was created by Sando
Hello,this is my first topic here and first touch with linuxcnc and mesa.
Two weeks ago my Philips CNC 432 system passed away .
After base wireing of the mesa cards the machine is almost alive....But i have some problems with the spindle drive adjustment.
The spindle is powered by a servomotor with Indramat TRK6U driver. First trials ,before the Classicladder for the gearbox change was ready ,there
was a reaction from increase or decrease buttons on the linuxcnc comand pannel,and it was working.After the claasicladder for gearbox control was included the things went
wrong, Gears changed just fine but the servomotor runs only with fixed and unadjustable speed .
How to bound the output voltage with the selected gear with some voltage ratio corespinding to the curent gear ratio?
Now about the Philips measuring lines- i found a transmitter from analog to TTL signal for them,and i will try how it works.
I will update topic ASAP ,when i run the Philips lines trouh Linuxcnc (i hope tomorrow) and will upload some photos.
Best regards!
Two weeks ago my Philips CNC 432 system passed away .
After base wireing of the mesa cards the machine is almost alive....But i have some problems with the spindle drive adjustment.
The spindle is powered by a servomotor with Indramat TRK6U driver. First trials ,before the Classicladder for the gearbox change was ready ,there
was a reaction from increase or decrease buttons on the linuxcnc comand pannel,and it was working.After the claasicladder for gearbox control was included the things went
wrong, Gears changed just fine but the servomotor runs only with fixed and unadjustable speed .
How to bound the output voltage with the selected gear with some voltage ratio corespinding to the curent gear ratio?
Now about the Philips measuring lines- i found a transmitter from analog to TTL signal for them,and i will try how it works.
I will update topic ASAP ,when i run the Philips lines trouh Linuxcnc (i hope tomorrow) and will upload some photos.
Best regards!
Last edit: 27 Jan 2022 19:17 by Sando.
Please Log in or Create an account to join the conversation.
- DoWerna
-

- Offline
- Elite Member
-

Less
More
- Posts: 185
- Thank you received: 57
27 Jan 2022 19:31 #233303
by DoWerna
Replied by DoWerna on topic Another one MAHO (MH600C) In the LINUXCNC club
Hello and welcome to the club ")
for the measuring lines, I just kept the original EXE card of the Philips control on my Maho.
comes out only a simple TTL signal, not differential, but that has also worked with the 432 now 30 years.
I have a .comp. for both the gearshift and the spindle speed.
which I got from "db1981" and adapted for me
The 2 components control the gearshift but also calculate the output voltage depending on the engaged gear...
the process is documented here
forum.linuxcnc.org/42-deutsch/42077-maho...plugandplay?start=70
for the measuring lines, I just kept the original EXE card of the Philips control on my Maho.
comes out only a simple TTL signal, not differential, but that has also worked with the 432 now 30 years.
I have a .comp. for both the gearshift and the spindle speed.
which I got from "db1981" and adapted for me
The 2 components control the gearshift but also calculate the output voltage depending on the engaged gear...
the process is documented here
forum.linuxcnc.org/42-deutsch/42077-maho...plugandplay?start=70
Please Log in or Create an account to join the conversation.
- db1981
- Offline
- Platinum Member
-

Less
More
- Posts: 790
- Thank you received: 276
28 Jan 2022 09:43 #233358
by db1981
Replied by db1981 on topic Another one MAHO (MH600C) In the LINUXCNC club
Hello,
as i noted Sando has the phillips scales, he can't use exe cards....
Exe cards are only working with the heidenhain scales...
If you have found an converter for the phillips scales this would be very nice.... long ago sascha has designed an own board with FPGA and CMOS timers to got them read out. Unfortunaly most of the used chips are not available anymore.
github.com/sittner/lcnc-mdsio
as i noted Sando has the phillips scales, he can't use exe cards....
Exe cards are only working with the heidenhain scales...
If you have found an converter for the phillips scales this would be very nice.... long ago sascha has designed an own board with FPGA and CMOS timers to got them read out. Unfortunaly most of the used chips are not available anymore.
github.com/sittner/lcnc-mdsio
The following user(s) said Thank You: DoWerna
Please Log in or Create an account to join the conversation.
- Sando
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
31 Jan 2022 11:35 #233622
by Sando
Replied by Sando on topic Another one MAHO (MH600C) In the LINUXCNC club
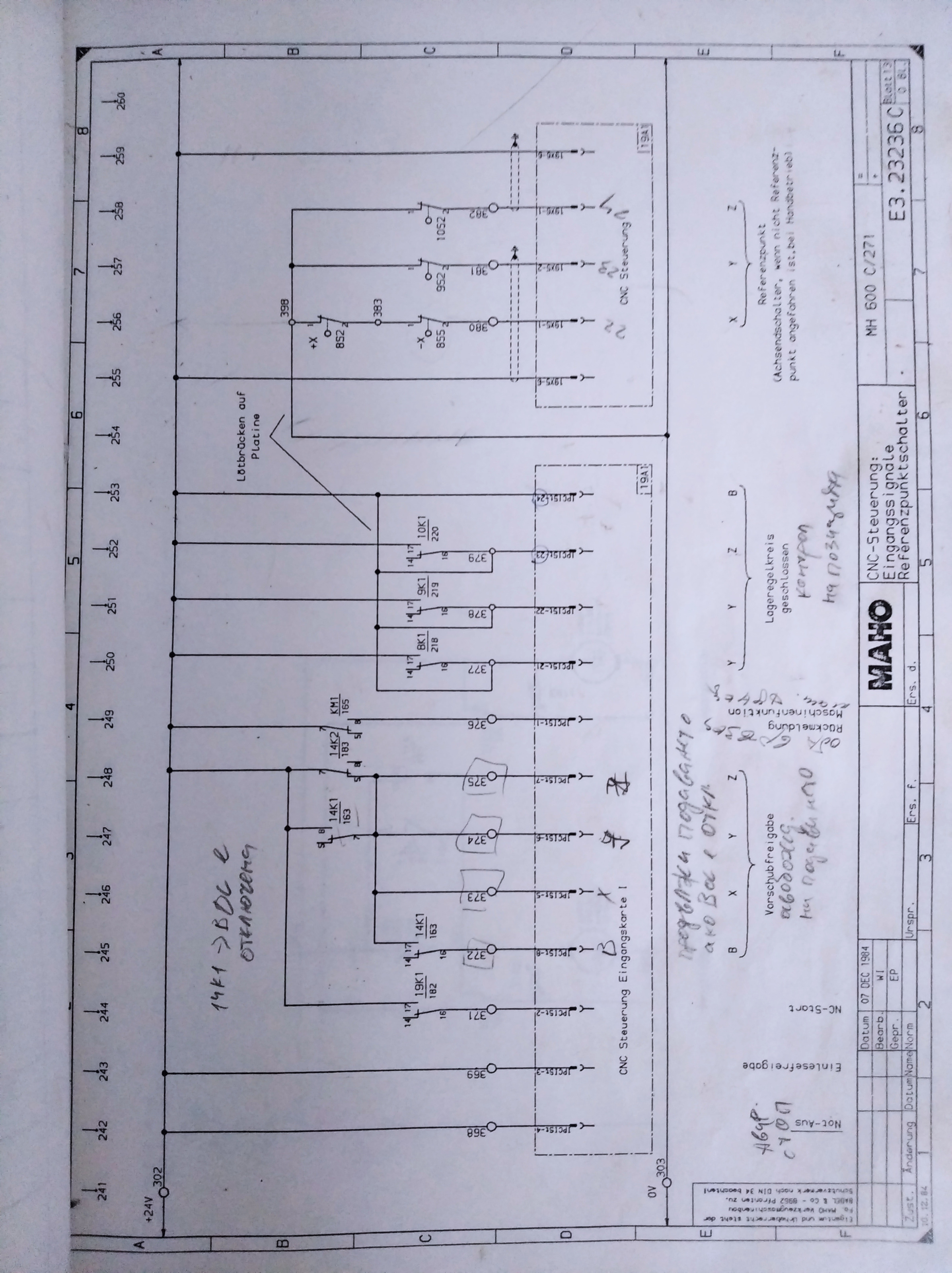
Hello,i have some progress with the MAHO. I allready have a working (on the first look) DRO with the famous Phillips PE 2470 glass scales ,and a B-axis originaly with a Heidenhain ROD 271 incremental sensor ,wich directly outputs a TTL signal.But the spindle problems remain unsolved .And i have another big issiue -how to complie homing switches in their original wiering with the linuxcnc? I post some pictures and .ini and .hal apologize for the wiring .
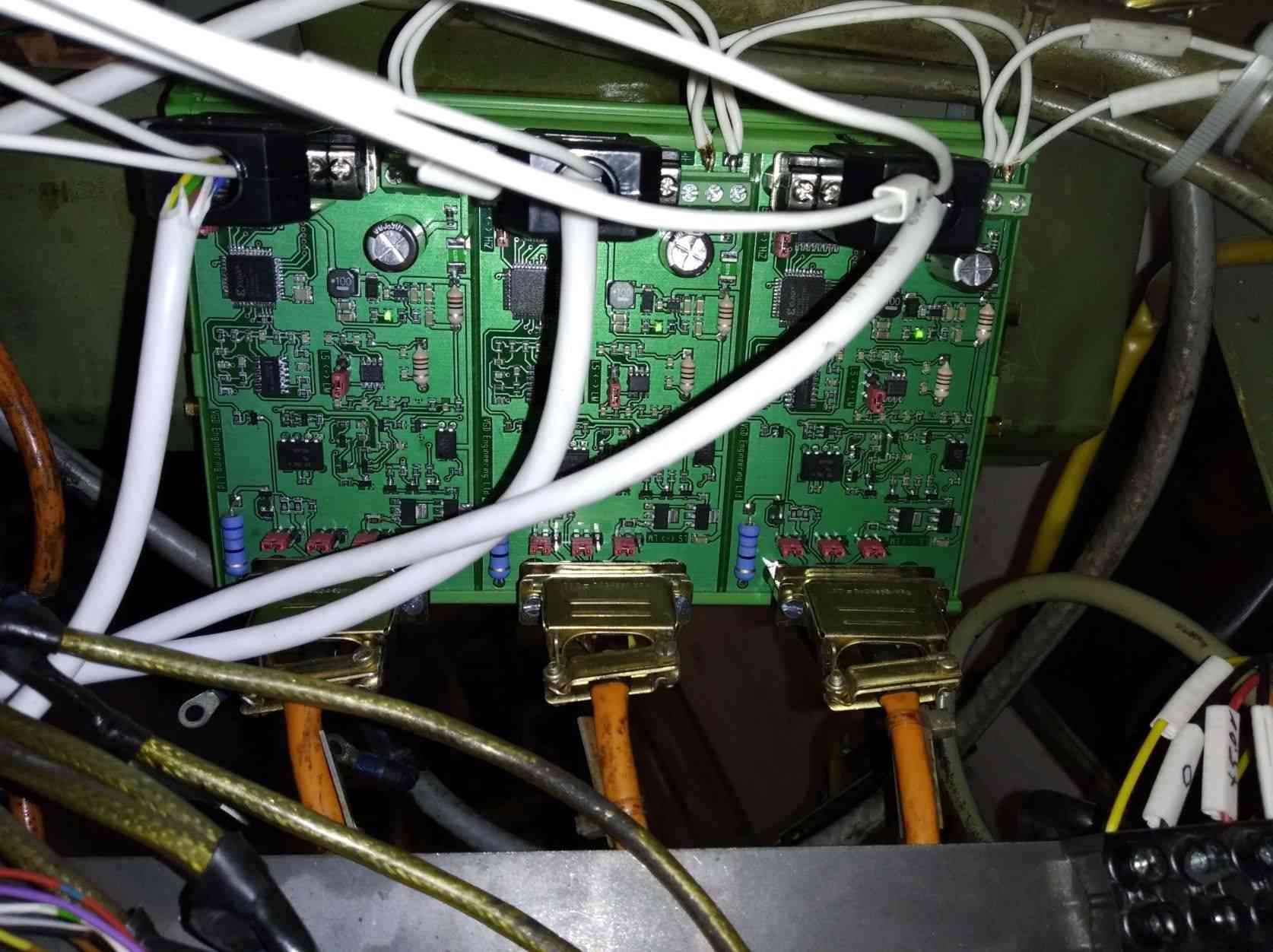
Attachments:
Please Log in or Create an account to join the conversation.
- Henk
- Offline
- Platinum Member
-
Less
More
- Posts: 408
- Thank you received: 92
31 Jan 2022 19:16 #233663
by Henk
Replied by Henk on topic Another one MAHO (MH600C) In the LINUXCNC club
Hi. Can you explain your problem with the limit switches?
As I remember from our maho, the limit switch circuit is only powered after the main e-stop circuit is latched. This means that all the limits is active (low) when the machine power is off. We used a timer in classicladder to override the limit inputs for a short time to when you press the power on button to overcome this. The main contactor pills in, latches and provide power to the limits as well via another relay. When the timer runs out, the limit switches will trip the main power when triggered as originally intended...
Not sure if your case is the same.
Can you share more detail about the converters you used for the Phillips scales please...
ThanksHenk
As I remember from our maho, the limit switch circuit is only powered after the main e-stop circuit is latched. This means that all the limits is active (low) when the machine power is off. We used a timer in classicladder to override the limit inputs for a short time to when you press the power on button to overcome this. The main contactor pills in, latches and provide power to the limits as well via another relay. When the timer runs out, the limit switches will trip the main power when triggered as originally intended...
Not sure if your case is the same.
Can you share more detail about the converters you used for the Phillips scales please...
ThanksHenk
Please Log in or Create an account to join the conversation.
- Sando
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
31 Jan 2022 20:36 - 01 Feb 2022 08:02 #233668
by Sando
Replied by Sando on topic Another one MAHO (MH600C) In the LINUXCNC club
Hi. The limit switches are connected in series with the e-stops so there is not a problem,and there is no need to connect with linuxcnc., It is possible other types linear scales to have integrated zero mark or something like that ,But in my case the scales and home switches are separeted. And as it is shown on the scheme in the previous post(8S2:8S5;9S2;10S2) are conected to 0V but there are a resistors 10KOm conect paralel to each switch (i think the idea here is to prevent the false triggering due to disconected cable),and i think it will be good to keep that system in that look and connect it to LinuxCNC and Mesa Cards. If it's possible of course.If it is not i will rewire whole system.
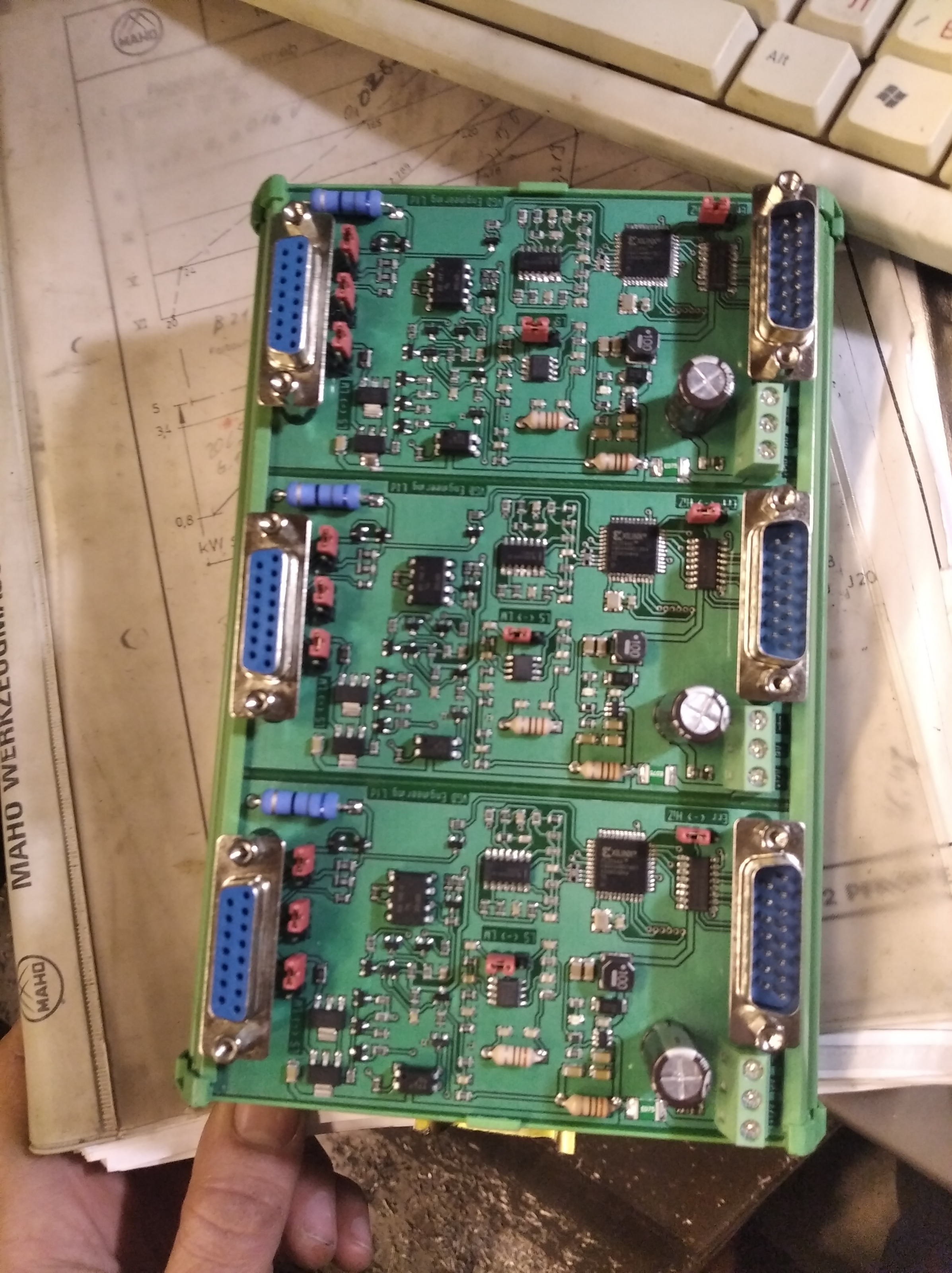
Now about the Phillips scales converters- it was quite easy in my case,without issiues .
The converters are produced by Bulgarian company ,and they are still in production, The conventors only needed 12V external power supply.
Afther some checks with dial test Indicator they seems to be accurate,i will observe them .
www.bulgarianindustry.bg/assets/cms/Imag...verter_datasheet.jpg
P.S P.S I will be grateful if someone wants to check the .hall and .ini files, and give me advice about the spindle section mess.
Greetings from Bulgaria!
Now about the Phillips scales converters- it was quite easy in my case,without issiues .
The converters are produced by Bulgarian company ,and they are still in production, The conventors only needed 12V external power supply.
Afther some checks with dial test Indicator they seems to be accurate,i will observe them .
www.bulgarianindustry.bg/assets/cms/Imag...verter_datasheet.jpg
P.S P.S I will be grateful if someone wants to check the .hall and .ini files, and give me advice about the spindle section mess.
Greetings from Bulgaria!
Last edit: 01 Feb 2022 08:02 by Sando.
Please Log in or Create an account to join the conversation.
- Sando
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
02 Feb 2022 20:14 - 02 Feb 2022 20:15 #233832
by Sando
Replied by Sando on topic Another one MAHO (MH600C) In the LINUXCNC club
Hello, thank to
DoWerna
for the info about the gearchange and spindle, but i can' t instal the .comp files,
The error was something like "DOS command included". But I am absolutely not familiar with programming codes. Where i am wrong?
The error was something like "DOS command included". But I am absolutely not familiar with programming codes. Where i am wrong?
Last edit: 02 Feb 2022 20:15 by Sando.
Please Log in or Create an account to join the conversation.
- Sando
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
06 Feb 2022 13:59 - 06 Feb 2022 20:30 #234105
by Sando
Replied by Sando on topic Another one MAHO (MH600C) In the LINUXCNC club
Hello,again! Well ,i find a solution (almost ) for the home switches. Just net the switches to 24 V (to line 302).
Now they work and X ,Y, and Z axis can be homed. But for better accuracy i want to use option switch+pulse.
The Phillps scales have "measuring period" 0.635 mm between the pulses.
I was trying to make it that way but Linuxcnc cant find (may be?) the first pulse .
How to proceed?
Now they work and X ,Y, and Z axis can be homed. But for better accuracy i want to use option switch+pulse.
The Phillps scales have "measuring period" 0.635 mm between the pulses.
I was trying to make it that way but Linuxcnc cant find (may be?) the first pulse .
How to proceed?
Last edit: 06 Feb 2022 20:30 by Sando.
Please Log in or Create an account to join the conversation.
- Sando
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
19 Feb 2022 07:36 - 19 Feb 2022 07:41 #235314
by Sando
Replied by Sando on topic Another one MAHO (MH600C) In the LINUXCNC club
Hello ,it is me again!
I make small steps forward with the conversion.
So after replacing of Linuxcnc version with newer (2.8.2 to 2.8.3) i can allready install .comp files .
The gearbox and spindle comp files are installed and connected but they are not working. I will ask db1981 to help (and if it is possible to share ini and hal file from maho 700c with 2 stage gearbox and spindle control)
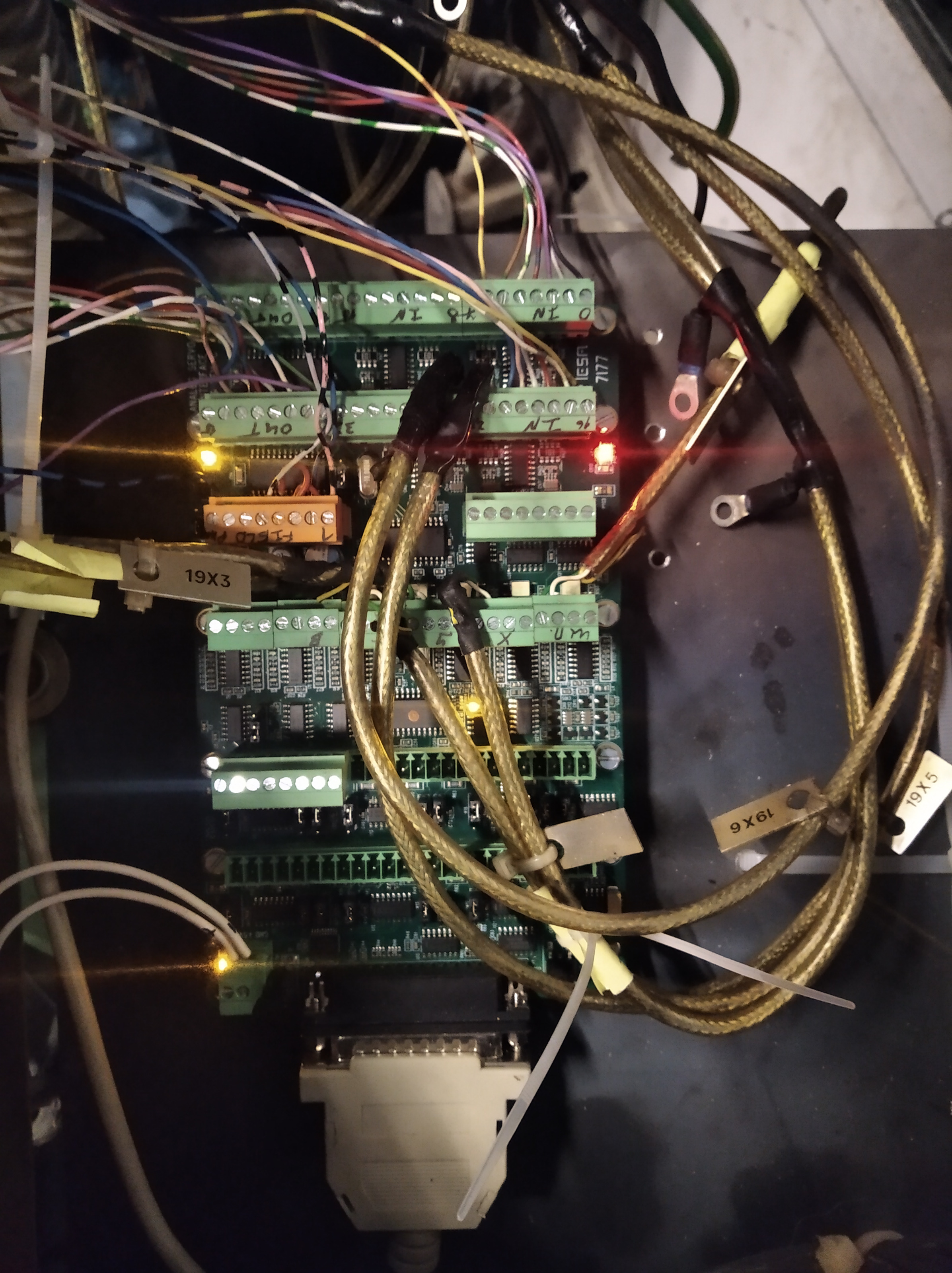
Something i was missing to say : my configuration is mesa 5i25+7i77 )
Greetings
I make small steps forward with the conversion.
So after replacing of Linuxcnc version with newer (2.8.2 to 2.8.3) i can allready install .comp files .
The gearbox and spindle comp files are installed and connected but they are not working. I will ask db1981 to help (and if it is possible to share ini and hal file from maho 700c with 2 stage gearbox and spindle control)
Something i was missing to say : my configuration is mesa 5i25+7i77 )
Greetings
Last edit: 19 Feb 2022 07:41 by Sando.
Please Log in or Create an account to join the conversation.
- db1981
- Offline
- Platinum Member
-
Less
More
- Posts: 790
- Thank you received: 276
19 Feb 2022 12:51 #235325
by db1981
Replied by db1981 on topic Another one MAHO (MH600C) In the LINUXCNC club
i'm very busy at the moment.
the comps are for an 2 stage gearbox, with 10v spindle. original controll has been
Phillips. MH700c
this are the neccesary ini values:
[SPINDLE]
OUTPUT_SCALE = 10.0
OUTPUT_OFFSET = 0.00266
MIN_VOLTAGE = 1.500
MAX_VOLTAGE = 9.000
RAMP_VOLTS_PER_SEC = 8.000
TRANSM_SWITCH_VOLTAGE = 0.075
TRANSM_ALTER_TIME = 2.0
TRANSM_POS1_MAXSPEED = 127
TRANSM_POS2_MAXSPEED = 403
TRANSM_POS3_MAXSPEED = 989
TRANSM_POS4_MAXSPEED = 3135
STOP_TIMEOUT = 10.0
TRANSM_TIMEOUT = 10.0
TRANSM_OVERRUN_TIME = 0.5
TRANSM_SETUP_TIME = 0.2
FAN_OFF_DELAY = 60
the comps are for an 2 stage gearbox, with 10v spindle. original controll has been
Phillips. MH700c
this are the neccesary ini values:
[SPINDLE]
OUTPUT_SCALE = 10.0
OUTPUT_OFFSET = 0.00266
MIN_VOLTAGE = 1.500
MAX_VOLTAGE = 9.000
RAMP_VOLTS_PER_SEC = 8.000
TRANSM_SWITCH_VOLTAGE = 0.075
TRANSM_ALTER_TIME = 2.0
TRANSM_POS1_MAXSPEED = 127
TRANSM_POS2_MAXSPEED = 403
TRANSM_POS3_MAXSPEED = 989
TRANSM_POS4_MAXSPEED = 3135
STOP_TIMEOUT = 10.0
TRANSM_TIMEOUT = 10.0
TRANSM_OVERRUN_TIME = 0.5
TRANSM_SETUP_TIME = 0.2
FAN_OFF_DELAY = 60
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.247 seconds