×
Forum Header
Need help for better configuration Setting
- Sergio
- Offline
- New Member
-

Less
More
- Posts: 19
- Thank you received: 0
14 Sep 2017 12:14 #98941
by Sergio
Need help for better configuration Setting was created by Sergio
Hi
I work now since about two years with my cnc machine. The stepper configuration works just fine but all the numbers for Microstepping and so on I used are more or less set by trial and error method. Now I begann to engrave some huge parts and I saw that the engraved lines are not as the should be. They are a little angularly and not always straight as the should.
The problem should be on the rotational axis.
I use a nema32 Stepper motor from longs motors with 1,8° per stepp -> 200 steps per revolution
On the motor i have a belt gear with a ratio of 5:1
On my driver longs DM860A i have choosen 12800 Pulses/rev.
What type of setting should i use that the machine works just fine?
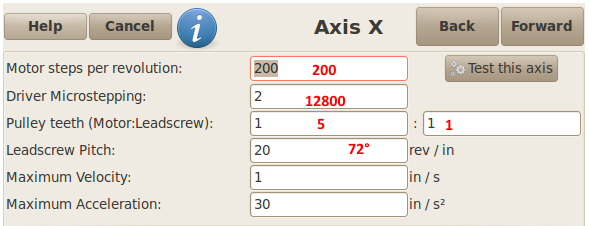
I have tried this one (red letters). But did not work as it should.
For some help I would be grateful.
Kind regards
Sergio
I work now since about two years with my cnc machine. The stepper configuration works just fine but all the numbers for Microstepping and so on I used are more or less set by trial and error method. Now I begann to engrave some huge parts and I saw that the engraved lines are not as the should be. They are a little angularly and not always straight as the should.
The problem should be on the rotational axis.
I use a nema32 Stepper motor from longs motors with 1,8° per stepp -> 200 steps per revolution
On the motor i have a belt gear with a ratio of 5:1
On my driver longs DM860A i have choosen 12800 Pulses/rev.
What type of setting should i use that the machine works just fine?
I have tried this one (red letters). But did not work as it should.
For some help I would be grateful.
Kind regards
Sergio
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17957
- Thank you received: 5263
14 Sep 2017 13:58 #98947
by PCW
Replied by PCW on topic Need help for better configuration Setting
Driver Microstepping is not steps per revolution but Microsteps per full step
So if you have a 200 step per revolution motor and 12800 steps per revolution
this means your Drivers Microstep setting is 64
So if you have a 200 step per revolution motor and 12800 steps per revolution
this means your Drivers Microstep setting is 64
Please Log in or Create an account to join the conversation.
- Sergio
- Offline
- New Member
-
Less
More
- Posts: 19
- Thank you received: 0
15 Sep 2017 08:41 #98985
by Sergio
Replied by Sergio on topic Need help for better configuration Setting
Ok thank you for this Information.
So I need to use:
200 Motor steps per rev.
64 Driver Micro Stepping
5:1 Pulley teeth (five turns of my stepper is one turn on my A Axis)
72° per rev (5:1 gear)
The problem is that this configuration did not work. There is something wrong with the scale.
My Setup is:
DM860A stepper driver set to 12800 steps/rev
Nema 34 Stepper Motor
Step Angle: 1.8 degree
Current: 4A
Rated Voltage: 3.2V
Resistance: 0.8 Ohm/phase
Inductance: 3.5 mH/phase
Holding torque: 1100 oz-in (7N.m)
If someone can help me I would be greatful.
Kind regards
Sergio
So I need to use:
200 Motor steps per rev.
64 Driver Micro Stepping
5:1 Pulley teeth (five turns of my stepper is one turn on my A Axis)
72° per rev (5:1 gear)
The problem is that this configuration did not work. There is something wrong with the scale.
My Setup is:
DM860A stepper driver set to 12800 steps/rev
Nema 34 Stepper Motor
Step Angle: 1.8 degree
Current: 4A
Rated Voltage: 3.2V
Resistance: 0.8 Ohm/phase
Inductance: 3.5 mH/phase
Holding torque: 1100 oz-in (7N.m)
If someone can help me I would be greatful.
Kind regards
Sergio
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-

Less
More
- Posts: 4753
- Thank you received: 1458
15 Sep 2017 13:26 #98995
by Todd Zuercher
Replied by Todd Zuercher on topic Need help for better configuration Setting
I think for a rotary axis the scale should be in steps/degree.
So if you have 200step motor X 64 microstepping X 5:1 / 360deg. should be = 177.7778 steps/degree
In Stepconfig your entries would be like this.

I think you will have to change the 1/360 to the decimal equivalent for your actual entry.
So if you have 200step motor X 64 microstepping X 5:1 / 360deg. should be = 177.7778 steps/degree
In Stepconfig your entries would be like this.
I think you will have to change the 1/360 to the decimal equivalent for your actual entry.
Please Log in or Create an account to join the conversation.
- robertspark
- Offline
- Platinum Member
-
Less
More
- Posts: 915
- Thank you received: 216
25 Sep 2017 22:25 - 25 Sep 2017 22:26 #99434
by robertspark
Replied by robertspark on topic Need help for better configuration Setting
why do you need to run such high microstepping resolution?
from my experiance, anything greater than 10uSteps is a waste as it does not bring accuracy and your torque figure drops off drastically (but I guess it depends what you are machining and what your machine setup accuracy is like + drive mechanism accuracy) [you mention "huge" parts + those drives are not exactly top of the range)
www.geckodrive.com/support/step-motor-ba...-and-resolution.html
www.micromo.com/technical-library/steppe...-myths-and-realities
from my experiance, anything greater than 10uSteps is a waste as it does not bring accuracy and your torque figure drops off drastically (but I guess it depends what you are machining and what your machine setup accuracy is like + drive mechanism accuracy) [you mention "huge" parts + those drives are not exactly top of the range)
www.geckodrive.com/support/step-motor-ba...-and-resolution.html
www.micromo.com/technical-library/steppe...-myths-and-realities
Last edit: 25 Sep 2017 22:26 by robertspark.
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 11986
- Thank you received: 4083
26 Sep 2017 08:35 #99444
by rodw
Replied by rodw on topic Need help for better configuration Setting
I think modern stepper drivers are smarter today than previous generations. I know Gecko maintains that 10:1 is as far as you should go but I've not observed any loss in torque at higher step rates. I have wondered if the drivers I have alter the step rate from the controller to the drive based on velocities etc to maximise torque.
Please Log in or Create an account to join the conversation.
- robertspark
- Offline
- Platinum Member
-
Less
More
- Posts: 915
- Thank you received: 216
26 Sep 2017 09:35 #99448
by robertspark
Replied by robertspark on topic Need help for better configuration Setting
Rod,
Yes you are correct, Gecko are a very innovative and R&D active company.
However you pay for what you get or want, and the drive that is referenced above like I said is not exactly cutting edge price / function wise.
Gecko does this too, called full step morphing, where the drive will automatically change its step resolution (to full step) as the drive speed gets faster and microstepping is not required.
www.geckodrive.com/support/application-n...-morphing-works.html
And now they also do this, where sub-microstepping is done at lower drive speeds
www.geckodrive.com/support/application-n...b-microstepping.html
All depends on the drive you buy..... and the price you pay
Rob
Yes you are correct, Gecko are a very innovative and R&D active company.
However you pay for what you get or want, and the drive that is referenced above like I said is not exactly cutting edge price / function wise.
Gecko does this too, called full step morphing, where the drive will automatically change its step resolution (to full step) as the drive speed gets faster and microstepping is not required.
www.geckodrive.com/support/application-n...-morphing-works.html
And now they also do this, where sub-microstepping is done at lower drive speeds
www.geckodrive.com/support/application-n...b-microstepping.html
All depends on the drive you buy..... and the price you pay
Rob
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11986
- Thank you received: 4083
26 Sep 2017 10:15 #99451
by rodw
Replied by rodw on topic Need help for better configuration Setting
I think we will beg to differ and leave it at that. I've seen a lot of people have trouble with the Geckos with LinuxCNC becasue the step timings have to be quite slow. I let smoke out of a Gecko G251x and its dead after an accidental short circuit. I've let smoke out of a Longs Motor DM542a which is the smaller version of the OP's stepper and its still running perfect so I bought a couple more. Leadshine on the other hand which has similar part numbers as Longs Motor does not seem to be that great. I think the upgraded 'a' models are a class above the originals.
I could not pick a difference in performance between the Gecko and Longs Motor drivers
I could not pick a difference in performance between the Gecko and Longs Motor drivers
Please Log in or Create an account to join the conversation.
- robertspark
- Offline
- Platinum Member
-
Less
More
- Posts: 915
- Thank you received: 216
26 Sep 2017 10:45 #99453
by robertspark
Replied by robertspark on topic Need help for better configuration Setting
Do you need fast step timing?
I think most people in the DIY sector will be running in the tens of kHz range (sub 100kHz) which means that the timings only need to be 5,000 nsec or greater (~10,000ns in my case).
Having a nice chunky step, has less chance of it being missed or some noise induced spike being miss-read especially if you don't need high step rates why make the step narrower than it needs to be?
I could not afford the Gecko's here in the UK (shipping + tax) plust did not like the fixed microstep resolution on the smaller drives at the time so went leadshine following some direction on another cnc forum.
Very happy with my leadshine AM882H's, would never go back to the black boxes + dip switches, when something stalls it's nice to know why it stalled and have the ability to tune the drives
www.cncshop.cz/EM/EMsm_P.pdf
I think most people in the DIY sector will be running in the tens of kHz range (sub 100kHz) which means that the timings only need to be 5,000 nsec or greater (~10,000ns in my case).
Having a nice chunky step, has less chance of it being missed or some noise induced spike being miss-read especially if you don't need high step rates why make the step narrower than it needs to be?
I could not afford the Gecko's here in the UK (shipping + tax) plust did not like the fixed microstep resolution on the smaller drives at the time so went leadshine following some direction on another cnc forum.
Very happy with my leadshine AM882H's, would never go back to the black boxes + dip switches, when something stalls it's nice to know why it stalled and have the ability to tune the drives
www.cncshop.cz/EM/EMsm_P.pdf
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11986
- Thank you received: 4083
26 Sep 2017 19:27 #99483
by rodw
I think for PID based plasma torch height control of the Z axis, the max velocity and max acceleration becomes much more important so the step timings do become another tuning variable. Shorter timings allow faster performance which is what we want in this application.
Replied by rodw on topic Need help for better configuration Setting
Do you need fast step timing?
I think for PID based plasma torch height control of the Z axis, the max velocity and max acceleration becomes much more important so the step timings do become another tuning variable. Shorter timings allow faster performance which is what we want in this application.
Please Log in or Create an account to join the conversation.
Time to create page: 0.282 seconds