×
Forum Header
XYZ B config for and XYZ A machine
- Szymik
- Offline
- New Member
-

Less
More
- Posts: 4
- Thank you received: 0
02 Apr 2019 09:23 #130149
by Szymik
XYZ B config for and XYZ A machine was created by Szymik
Hello,
i have a CNC mill 6040Z with and extra A rotary axis. The problem is that the holes are not compatibile with table, so only possible way to mount this axis is along Y axis, not X. So its suppose to be B axis. I have reworked manually my config files, but the problem is when i home my machine. With my basic configuration (XYZA) i just press Y axis encoder while machine homes rotary axis and it's working. When i reworked config files, when i do the same trick, it pops up error like this:
If i can override homing of rotary axis it would be enought i think, but the problem seems funny and i would like to have this working. Not sure what to add for now, *.ini and *.hal for both config in attachments. Weles is basic conf, Weles A to B is being reworked.
Paweł
i have a CNC mill 6040Z with and extra A rotary axis. The problem is that the holes are not compatibile with table, so only possible way to mount this axis is along Y axis, not X. So its suppose to be B axis. I have reworked manually my config files, but the problem is when i home my machine. With my basic configuration (XYZA) i just press Y axis encoder while machine homes rotary axis and it's working. When i reworked config files, when i do the same trick, it pops up error like this:
emc/task/taskintf.cc 617: Error on axis 0, command number 120
emc/task/taskintf.cc 617: Error on axis 1, command number 120
emc/task/taskintf.cc 617: Error on axis 2, command number 120If i can override homing of rotary axis it would be enought i think, but the problem seems funny and i would like to have this working. Not sure what to add for now, *.ini and *.hal for both config in attachments. Weles is basic conf, Weles A to B is being reworked.
Paweł
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1052
- Thank you received: 183
02 Apr 2019 15:41 #130158
by Mike_Eitel
Replied by Mike_Eitel on topic XYZ B config for and XYZ A machine
Fast view:
I see stepgen.4.=5 gens. But you setup only 4.
I see stepgen.4.=5 gens. But you setup only 4.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
03 Apr 2019 16:19 #130210
by andypugh
Replied by andypugh on topic XYZ B config for and XYZ A machine
You need to set up axis.4 to use stepgen.3
(And can probably delete all of axis.3 from the HAL config.)
Then set the INI for 5 axes, with a dummy set of entries for [AXIS_3] and COORDINATES = XYZB
(And can probably delete all of axis.3 from the HAL config.)
Then set the INI for 5 axes, with a dummy set of entries for [AXIS_3] and COORDINATES = XYZB
Please Log in or Create an account to join the conversation.
- Szymik
- Offline
- New Member
-
Less
More
- Posts: 4
- Thank you received: 0
04 Apr 2019 08:19 - 04 Apr 2019 08:28 #130274
by Szymik
Replied by Szymik on topic XYZ B config for and XYZ A machine
So i have changed .ini and .hal files with your instructions, Linuxcnc works, starts the code, B axis rotates, and afters that i got joint error. Every time other command number, whatever it is.
I put reworked config and the gcode file in attachments. I am not sure, if the axis is a problem, or the coordinates after rotation. Maybe my postprocessor needs rework also? I put it in attachments also. It's a deafult LinuxCNC code with slight adjustment done by my friend. I can ask, what was the changes if it's needed.
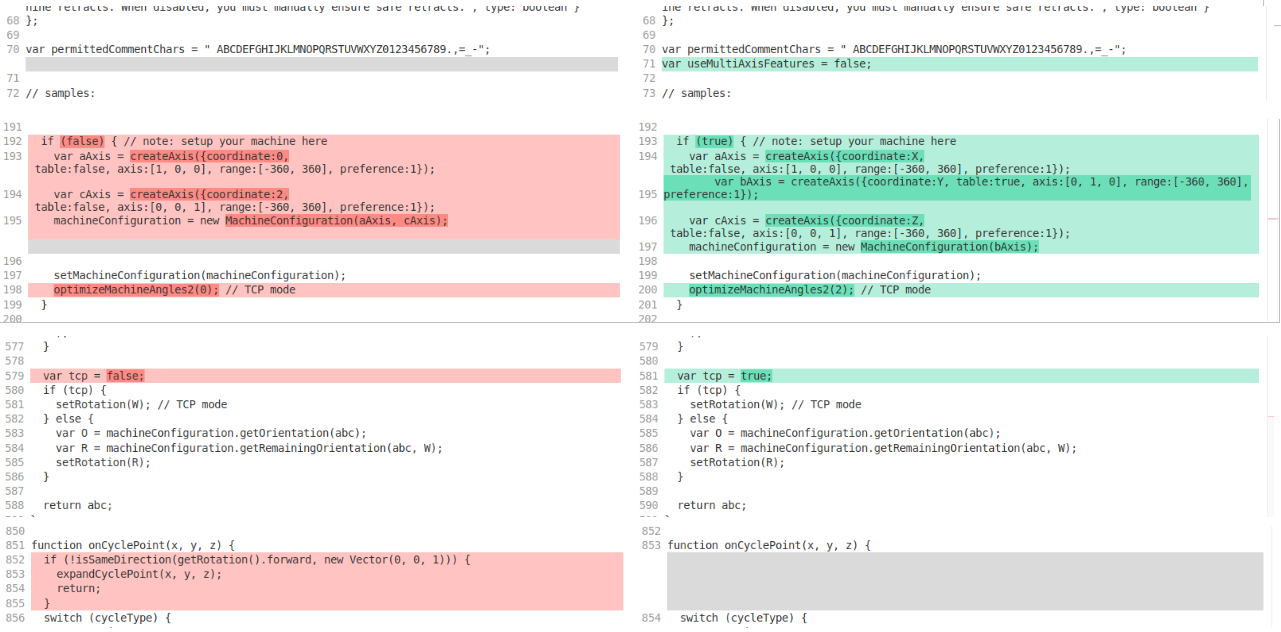
EDIT: I ran diff_test for both postprocessors, left is deafult, right is mod i use:
joint 4 following error
emc/task/taskintf.cc 617: Error on axis 4, command number 199
joint 4 following error
emc/task/taskintf.cc 617: Error on axis 4, command number 355
joint 4 following error
emc/task/taskintf.cc 617: Error on axis 4, command number 435
I put reworked config and the gcode file in attachments. I am not sure, if the axis is a problem, or the coordinates after rotation. Maybe my postprocessor needs rework also? I put it in attachments also. It's a deafult LinuxCNC code with slight adjustment done by my friend. I can ask, what was the changes if it's needed.
EDIT: I ran diff_test for both postprocessors, left is deafult, right is mod i use:
Last edit: 04 Apr 2019 08:28 by Szymik.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
04 Apr 2019 09:41 #130275
by andypugh
Each step is 1/1.111 degrees (0.9 degrees) and your f-error is 0.25 degrees.
I think your best bet is more microstepping on the rotary axis, but in any case the FERROR and MAX_FERROR need to be at least a couple of steps.
Replied by andypugh on topic XYZ B config for and XYZ A machine
SCALE = 1.11111111111
FERROR = 1
MIN_FERROR = .25Each step is 1/1.111 degrees (0.9 degrees) and your f-error is 0.25 degrees.
I think your best bet is more microstepping on the rotary axis, but in any case the FERROR and MAX_FERROR need to be at least a couple of steps.
Please Log in or Create an account to join the conversation.
Time to create page: 0.158 seconds