- Configuring LinuxCNC
- Configuration Tools
- StepConf Wizard
- Put an end to Stepconf-Wizard Groundhog day - don't execute it again and again
×
Forum Header
Put an end to Stepconf-Wizard Groundhog day - don't execute it again and again
- Armin
-
 Topic Author
Topic Author
- Offline
- New Member
-

Less
More
- Posts: 2
- Thank you received: 2
12 Nov 2019 14:26 - 12 Nov 2019 14:36 #150202
by Armin
Put an end to Stepconf-Wizard Groundhog day - don't execute it again and again was created by Armin
When I was constructing my first CNC mill with LinuxCNC, the main annoyances for a noob like me were having to execute Stepconf again and again. Why? Because my initial values for the impellent weren't correct at first go. So for every little change I had to make I had to execute the whole Stepconf procedure again. This provokes of course new errors, even for the values that were right before . . .
After finishing the Stepconf Wizard, it generates various files in ~/linuxcnc/configs/My_Machine.
The Important file is the [machine name].ini.
While such values as velocity, acceleration, travel and switches configuration are easy to detect inside this file (and therefore can be edited by a simple text editor), the values for Motor/Microstepping/Pulley and Leadscrew pitch seem to be missing.
Here is the solution:
The Stepconf Wizard amalgamates the 5 values of the impellent to one SCALE-value that can be found in the ...ini.
How this is done - look at my illustration.
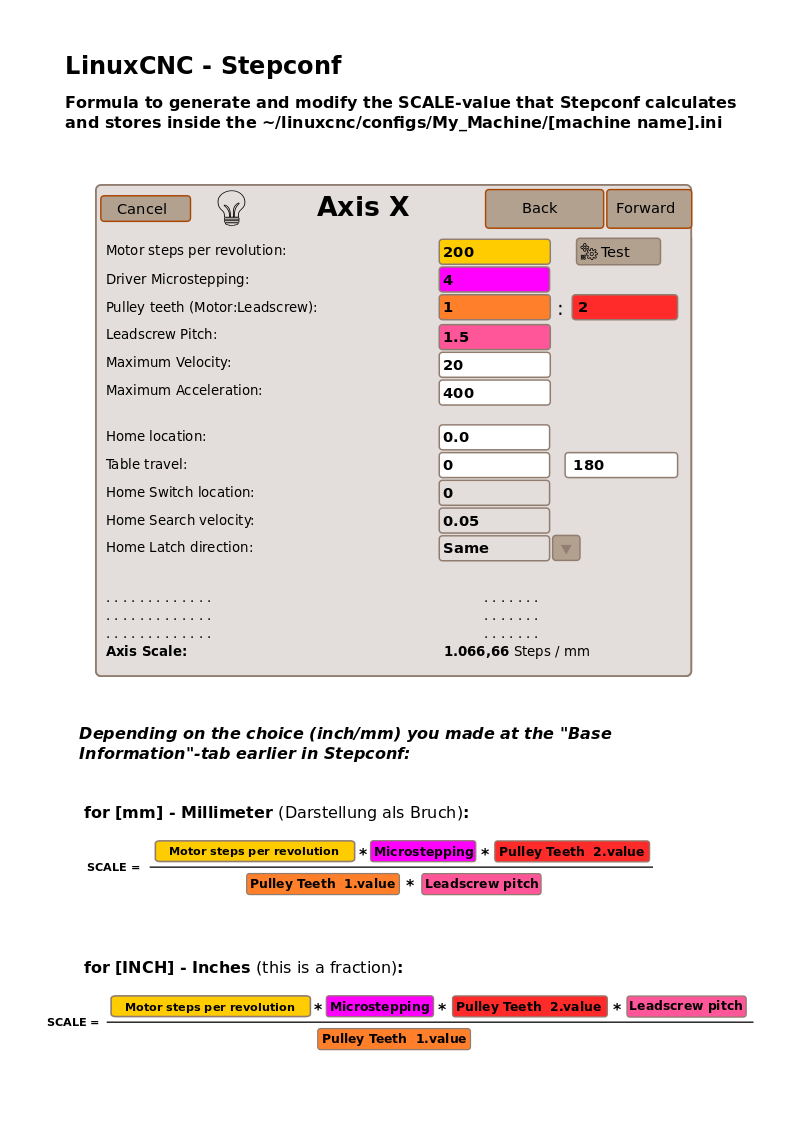
The two following considerations transpired for me:
1) The entry in the field „Driver Microstepping“ MUST be a square of 2 (i.e. 4, 8, 16 …) and the „Motor steps per revolution“ multiplied by „Driver Microstepping“ must add up to what you tuned your Stepper Driver Unit to. (200 Mot.St.p.rev. * 8 Microst. = 1600 Microsteps at your Driver).
2) If your mill runs too short (e.g. you command 10mm and the carriage only moves 5mm), the value of your SCALE has to be INCREASED (by factor 2 in this example) (. . . and opposite). The SCALE value is linear. This means: Reducing the SCALE value by 4% means the carriage will move 4% less than before.
Hope this will help you save time and brain while fine-tuning your mill
After finishing the Stepconf Wizard, it generates various files in ~/linuxcnc/configs/My_Machine.
The Important file is the [machine name].ini.
While such values as velocity, acceleration, travel and switches configuration are easy to detect inside this file (and therefore can be edited by a simple text editor), the values for Motor/Microstepping/Pulley and Leadscrew pitch seem to be missing.
Here is the solution:
The Stepconf Wizard amalgamates the 5 values of the impellent to one SCALE-value that can be found in the ...ini.
How this is done - look at my illustration.
The two following considerations transpired for me:
1) The entry in the field „Driver Microstepping“ MUST be a square of 2 (i.e. 4, 8, 16 …) and the „Motor steps per revolution“ multiplied by „Driver Microstepping“ must add up to what you tuned your Stepper Driver Unit to. (200 Mot.St.p.rev. * 8 Microst. = 1600 Microsteps at your Driver).
2) If your mill runs too short (e.g. you command 10mm and the carriage only moves 5mm), the value of your SCALE has to be INCREASED (by factor 2 in this example) (. . . and opposite). The SCALE value is linear. This means: Reducing the SCALE value by 4% means the carriage will move 4% less than before.
Hope this will help you save time and brain while fine-tuning your mill
Attachments:
Last edit: 12 Nov 2019 14:36 by Armin. Reason: image not displayed
The following user(s) said Thank You: andypugh, tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21739
- Thank you received: 7429
12 Nov 2019 14:39 #150205
by tommylight
Replied by tommylight on topic Put an end to Stepconf-Wizard Groundhog day - don't execute it again and again
Are you aware that Linuxcnc has a "calibration" menu, there you can change scale, velocity invert motion, etc, all from a running system and in real time, and of course save those values, so no need for restarting Linuxcnc, or for stepconf.
Please Log in or Create an account to join the conversation.
- Armin
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 2
- Thank you received: 2
12 Nov 2019 14:44 #150206
by Armin
Replied by Armin on topic Put an end to Stepconf-Wizard Groundhog day - don't execute it again and again
No, I didn't - would be helpful to know how to run this calibration menu.
I didn't find anything about this inside the Manpage manual.
I didn't find anything about this inside the Manpage manual.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21739
- Thank you received: 7429
12 Nov 2019 15:43 #150216
by tommylight
Replied by tommylight on topic Put an end to Stepconf-Wizard Groundhog day - don't execute it again and again
AXIS GUI, machine menu, near the bottom part there is calibration.
The following user(s) said Thank You: Leon82
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1872
- Thank you received: 358
12 Nov 2019 16:22 #150223
by pl7i92
Replied by pl7i92 on topic Put an end to Stepconf-Wizard Groundhog day - don't execute it again and again
it is actually quite in the middle !
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1463
12 Nov 2019 17:06 #150231
by Todd Zuercher
Replied by Todd Zuercher on topic Put an end to Stepconf-Wizard Groundhog day - don't execute it again and again
It is different for different user interfaces, but for the Axis user interface you select the Machine pull down menu, then select the Calibration menu item. The tune-able items in Calibration are different with different machine configurations. For example most stepper configs will only have Scale and Max Acceleration. But a servo will have a bunch of PID tuning options as well. The Items available are pulled from your INI file, and it is possible to add custom ones. (I've done it but don't remember the exact steps.)
The following user(s) said Thank You: Clive S
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Configuration Tools
- StepConf Wizard
- Put an end to Stepconf-Wizard Groundhog day - don't execute it again and again
Time to create page: 0.219 seconds