- Configuring LinuxCNC
- Configuration Tools
- StepConf Wizard
- Excluding possible Failures / Troubleshooting LPT setup
×
Forum Header
Excluding possible Failures / Troubleshooting LPT setup
- yeti86
-
 Topic Author
Topic Author
- Offline
- New Member
-

Less
More
- Posts: 6
- Thank you received: 1
12 Jun 2020 19:08 - 12 Jun 2020 19:13 #171291
by yeti86
Excluding possible Failures / Troubleshooting LPT setup was created by yeti86
Hello!
I don’t know exactly where to start, but I am out of ideas and need advice in this matter….
So, I got 3 HBS86H Stepper Driver hooked up directly to parport, all same parameters.
One Axis Moves both direction, but with stutter, one axis is smooth, but only goes in one direction (dir works, but it goes in one direction, no matter the pulldown occurs and is on the pin measurable) and one axis refuses to move entirely. It gets the same voltage input and also the dir pin pops when reversing, but nothing moves.
The stepper and driver work with grbl.
I spend the afternoon going over all the pins again, tested them, added USB +5v, then swapped to a 5+ step down to source the current from outside.
Among this setting, I tried to play around with it, but nothing seems to work. According to the handbook, those settings should be right I hope, I attached a picture of the timinig in the manual as well:
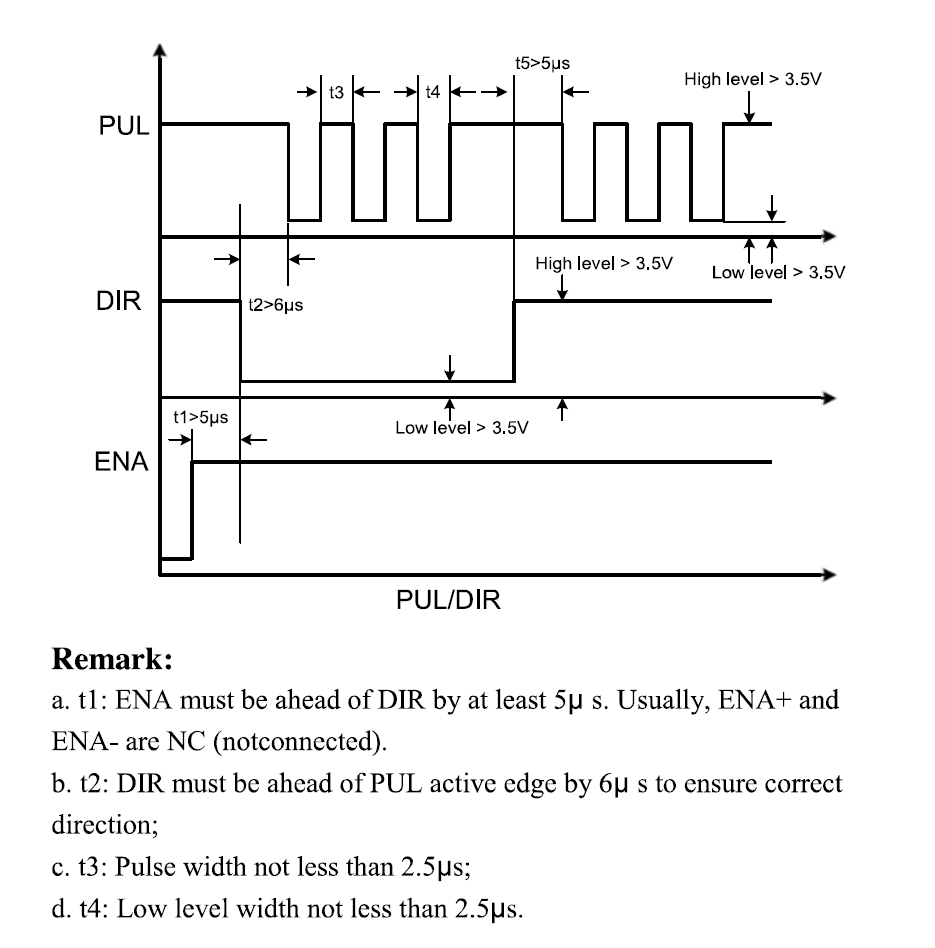
steptime: 2500 - 3000
stepspace: 2500 - 3000
direction hold: 6000 or more (possible up to 20'000)
direction setup 6000
also tried everything with 20'000 like in the instructions
I got activity on the drivers, as I measure it with a voltmeter (4.5-4.8) and when they should be activated, i see fluctuation according to dir changes and steps. So my guess is, the timing is not correct.
The Dir + and Step + are connected to the + of the source, the Dir – and Step – are connected to the LPT pin that correspond with the axis in stepconf.
The other outputs like mist, coolant and spindle works just fine.
Sound familiar to someone? Or is my config incorrect? What would be your guess?
Thank you
Roger
I don’t know exactly where to start, but I am out of ideas and need advice in this matter….
So, I got 3 HBS86H Stepper Driver hooked up directly to parport, all same parameters.
One Axis Moves both direction, but with stutter, one axis is smooth, but only goes in one direction (dir works, but it goes in one direction, no matter the pulldown occurs and is on the pin measurable) and one axis refuses to move entirely. It gets the same voltage input and also the dir pin pops when reversing, but nothing moves.
The stepper and driver work with grbl.
I spend the afternoon going over all the pins again, tested them, added USB +5v, then swapped to a 5+ step down to source the current from outside.
Among this setting, I tried to play around with it, but nothing seems to work. According to the handbook, those settings should be right I hope, I attached a picture of the timinig in the manual as well:
steptime: 2500 - 3000
stepspace: 2500 - 3000
direction hold: 6000 or more (possible up to 20'000)
direction setup 6000
also tried everything with 20'000 like in the instructions
I got activity on the drivers, as I measure it with a voltmeter (4.5-4.8) and when they should be activated, i see fluctuation according to dir changes and steps. So my guess is, the timing is not correct.
The Dir + and Step + are connected to the + of the source, the Dir – and Step – are connected to the LPT pin that correspond with the axis in stepconf.
The other outputs like mist, coolant and spindle works just fine.
Sound familiar to someone? Or is my config incorrect? What would be your guess?
Thank you
Roger
Last edit: 12 Jun 2020 19:13 by yeti86.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21692
- Thank you received: 7414
12 Jun 2020 19:28 #171297
by tommylight
Replied by tommylight on topic Excluding possible Failures / Troubleshooting LPT setup
5000
5000
20000
20000
Set the base period in the ini file to 100000, save and restart LinuxCNC.
And i would change the wiring to common GND, meaning step- and dir- to gnd on parallel port, and step+/dir+ to pins 2/3 etc. This is just to be sure as i had one case where positive common required much longer timings.
5000
20000
20000
Set the base period in the ini file to 100000, save and restart LinuxCNC.
And i would change the wiring to common GND, meaning step- and dir- to gnd on parallel port, and step+/dir+ to pins 2/3 etc. This is just to be sure as i had one case where positive common required much longer timings.
The following user(s) said Thank You: yeti86
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1052
- Thank you received: 183
12 Jun 2020 20:18 #171309
by Mike_Eitel
Replied by Mike_Eitel on topic Excluding possible Failures / Troubleshooting LPT setup
Have you controlled the voltage of the pulses. If they are too low (you can read 3.5V in your sheet) you can get such results. Parports sometimes have only 3.3
Please Log in or Create an account to join the conversation.
- yeti86
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 6
- Thank you received: 1
12 Jun 2020 20:49 #171314
by yeti86
Replied by yeti86 on topic Excluding possible Failures / Troubleshooting LPT setup
i can't belief, it works, it finally works and the table moves as responsive as it should!
thank you very much for the help - pain is gone, now i can focus on building everything neatly. can't express in words how happy i am
thank you very much for the help - pain is gone, now i can focus on building everything neatly. can't express in words how happy i am
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21692
- Thank you received: 7414
12 Jun 2020 21:26 #171322
by tommylight
Replied by tommylight on topic Excluding possible Failures / Troubleshooting LPT setup
Nice to see you happy again ?!?!
")
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Configuration Tools
- StepConf Wizard
- Excluding possible Failures / Troubleshooting LPT setup
Time to create page: 0.247 seconds