Remora - ethernet NVEM / EC300 / EC500 cnc board
- 0jw
- Offline
- Premium Member
-

Less
More
- Posts: 98
- Thank you received: 0
01 Dec 2023 03:29 #286926
by 0jw
Replied by 0jw on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
This is in /home/cnc1212/linuxcnc/configs/remora-rt1052-basic/
But I have another folder not in configs named Remora-RT1052-cpp.
But I have another folder not in configs named Remora-RT1052-cpp.
Please Log in or Create an account to join the conversation.
- zmrdko
-

- Offline
- Elite Member
-

Less
More
- Posts: 186
- Thank you received: 49
01 Dec 2023 05:27 #286931
by zmrdko
Replied by zmrdko on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Try isolcpus=2,3 first
Please Log in or Create an account to join the conversation.
- 0jw
- Offline
- Premium Member
-
Less
More
- Posts: 98
- Thank you received: 0
01 Dec 2023 06:20 #286937
by 0jw
Replied by 0jw on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
I'm not really sure what you're asking me to do. Edit kernel? Disable cpu cores? I tried the example of how to do this from the printnc wiki and read the linuxcnc wiki on it. But it didn't really make much sense and definitely didn't work
Please Log in or Create an account to join the conversation.
- zmrdko
-
- Offline
- Elite Member
-
Less
More
- Posts: 186
- Thank you received: 49
01 Dec 2023 11:17 - 01 Dec 2023 11:18 #286960
by zmrdko
Replied by zmrdko on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
try:
sudo nano /etc/default/grub
then edit line starting with: GRUB_CMDLINE_LINUX_DEFAULT
from "quiet" to
"quiet isolcpus=2,3"
ctrl-s to save
ctrl-x to quit
then run
sudo update-grub
sudo reboot
more at:
wiki.linuxcnc.org/cgi-bin/wiki.pl?The_Is...ency_with_preempt_rt
chapter 4.2
sudo nano /etc/default/grub
then edit line starting with: GRUB_CMDLINE_LINUX_DEFAULT
from "quiet" to
"quiet isolcpus=2,3"
ctrl-s to save
ctrl-x to quit
then run
sudo update-grub
sudo reboot
more at:
wiki.linuxcnc.org/cgi-bin/wiki.pl?The_Is...ency_with_preempt_rt
chapter 4.2
Last edit: 01 Dec 2023 11:18 by zmrdko.
Please Log in or Create an account to join the conversation.
- Murphy
- Offline
- Elite Member
-
Less
More
- Posts: 162
- Thank you received: 5
01 Dec 2023 13:53 #286967
by Murphy
Replied by Murphy on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
How fast is the counting for the QDC ?
Please Log in or Create an account to join the conversation.
- scotth
- Away
- Elite Member
-
Less
More
- Posts: 242
- Thank you received: 61
01 Dec 2023 15:39 #286972
by scotth
Replied by scotth on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Can't get changes to work. Any idea what could be wrong. I ran update-grub and reboot.

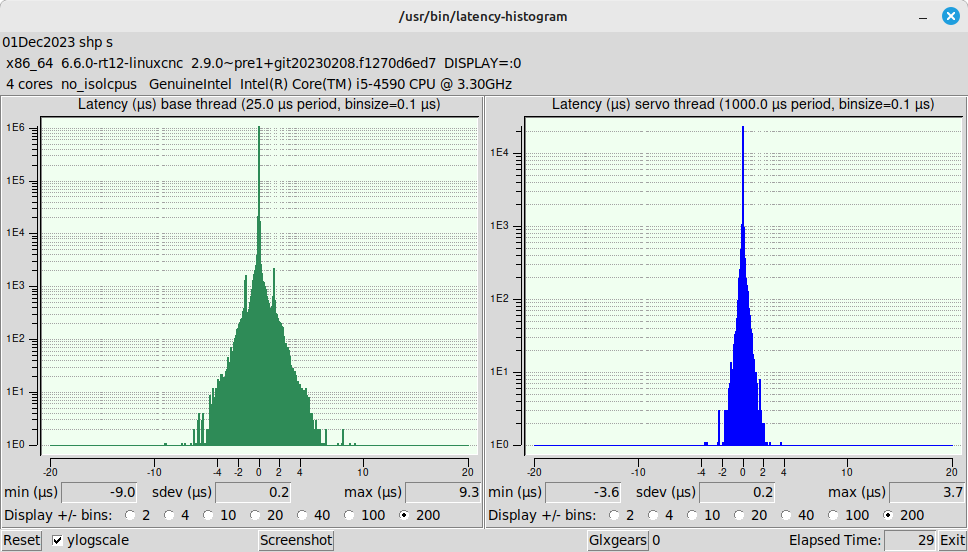
Attachments:
Please Log in or Create an account to join the conversation.
- dusa09
- Offline
- New Member
-

Less
More
- Posts: 6
- Thank you received: 0
01 Dec 2023 19:44 #286988
by dusa09
Replied by dusa09 on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Hi, changing the direction of the DMA axes shift is frequent, it happens without turning LinuxCNC off and on. I have an XYYZ configuration, when homing it happens that the HOME switch Y1 is turned on (physically it is not), I have to turn linuxcnc on and off several times for it to start working. sensor, cable and input changed. It behaves the same way in fw. remora-rt1052-3.0.0.bin and fw.remora-rt1052-2.1.0.bin. Couldn't it be related to the change in dma direction?
Please Log in or Create an account to join the conversation.
- rbobey1989
-

- Offline
- Premium Member
-
Less
More
- Posts: 127
- Thank you received: 33
01 Dec 2023 20:31 - 01 Dec 2023 22:45 #286989
by rbobey1989
Replied by rbobey1989 on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Well, I got an oscilloscope, now I'm really frustrated, I was looking at the hal-oscilloscope first thinking where the ferror signal for joint_0 was starting to increase uncontrollably after 2500mm/min, so I borrowed an oscilloscope from my work and I just corroborate all my doubts about optocouplers, the images are only from channel A but the same is obtained for channel B.
Image 1. Schematic of the optocoupler circuit. Sorry R2->1k
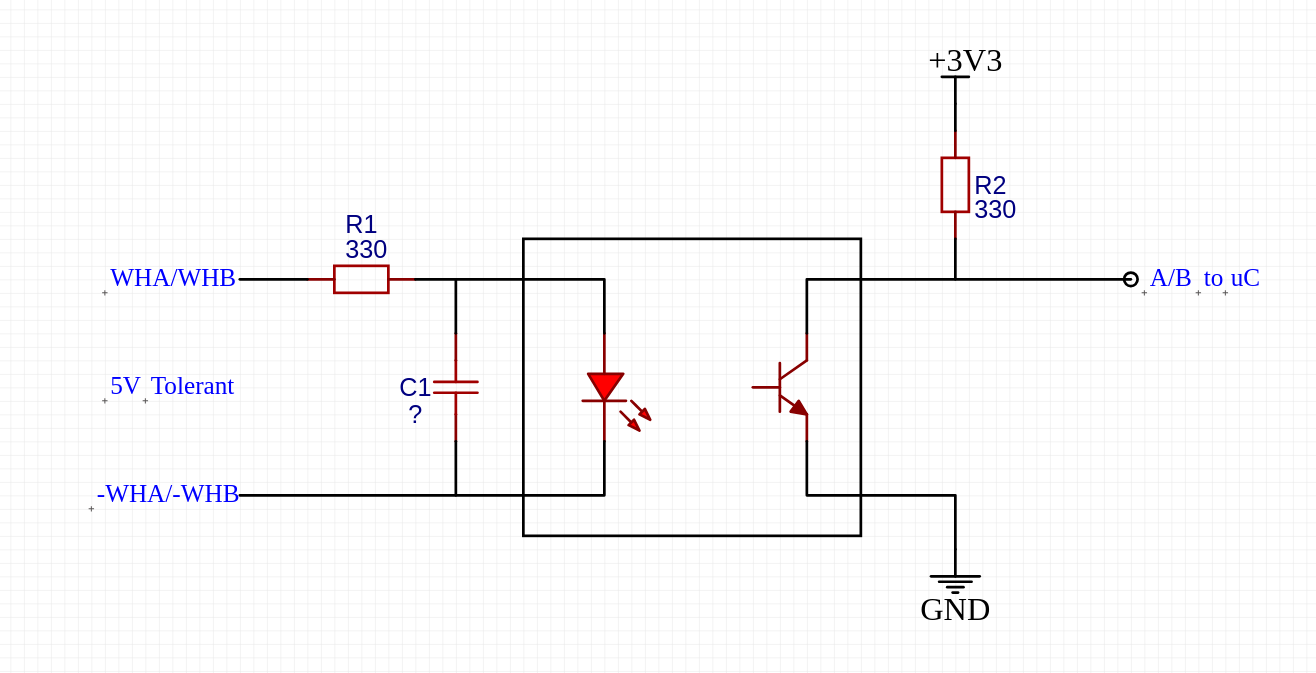
Image 2. +A and -A signals polled directly at the encoder output, these are connected to +WHA and -WHA, 5V, speed 7000mm/min.

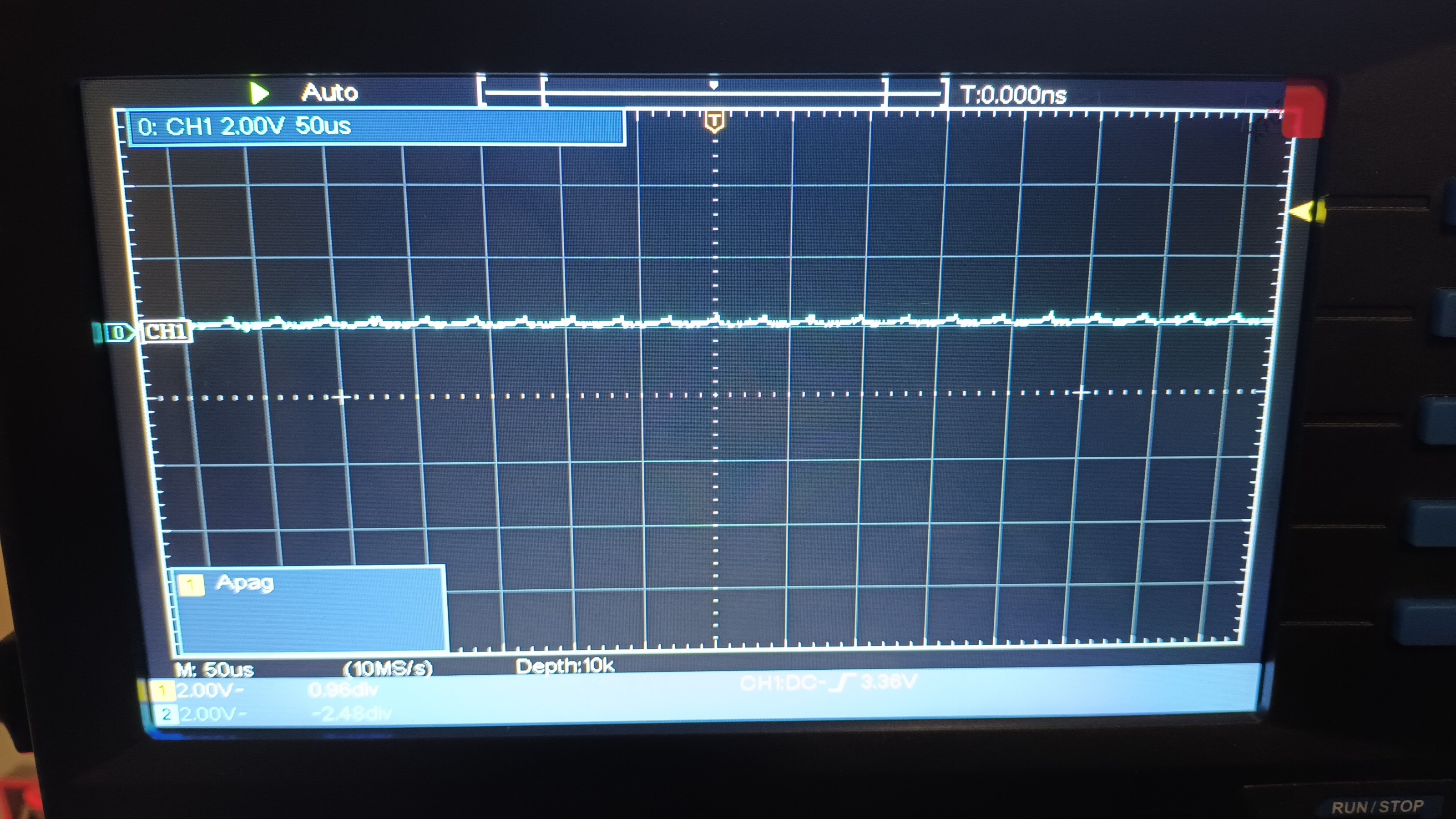
Image 3. Signal A probed optocoupler output "B119V EL3H7", 3.3V, speed 2500mm/min.

Image 4. Signal A probed optocoupler output "B119V EL3H7", 3.3V, speed 7000mm/min.
I have not tried with the other input pins that are connected to the "L247 M27" optocouplers but let's judge by the looks......
Ideas please......
Image 1. Schematic of the optocoupler circuit. Sorry R2->1k
Image 2. +A and -A signals polled directly at the encoder output, these are connected to +WHA and -WHA, 5V, speed 7000mm/min.
Image 3. Signal A probed optocoupler output "B119V EL3H7", 3.3V, speed 2500mm/min.
Image 4. Signal A probed optocoupler output "B119V EL3H7", 3.3V, speed 7000mm/min.
I have not tried with the other input pins that are connected to the "L247 M27" optocouplers but let's judge by the looks......
Ideas please......
Attachments:
Last edit: 01 Dec 2023 22:45 by rbobey1989.
Please Log in or Create an account to join the conversation.
- rbobey1989
-
- Offline
- Premium Member
-
Less
More
- Posts: 127
- Thank you received: 33
01 Dec 2023 21:15 #286990
by rbobey1989
Replied by rbobey1989 on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
I don't think the QDC module has many problems to deal with high speeds, for example let's take 12000mm/min (if it is possible for the machine to physically reach this speed)
With a direct coupling to a 5mm spindle, we would obtain:
1- 12000mm/min / 5mm = 2400rpm
2- 2400 rpm -> 40rps
3- 40rps * ENC_COUNTS = 40rps * 1000 = 40kHz pulse frequency channels A/B, I could add here that this is not a very high frequency.
All of the above would be for one axis, and we have calculated it for an encoder with 1000 pulses, that is, enough resolution, we could always lower the resolution of the encoder and lower the frequency of the pulses.
Of course all this is thinking about software, then we have such """beautiful""" images of optocoupler outputs as I published a moment ago.
Greetings.
With a direct coupling to a 5mm spindle, we would obtain:
1- 12000mm/min / 5mm = 2400rpm
2- 2400 rpm -> 40rps
3- 40rps * ENC_COUNTS = 40rps * 1000 = 40kHz pulse frequency channels A/B, I could add here that this is not a very high frequency.
All of the above would be for one axis, and we have calculated it for an encoder with 1000 pulses, that is, enough resolution, we could always lower the resolution of the encoder and lower the frequency of the pulses.
Of course all this is thinking about software, then we have such """beautiful""" images of optocoupler outputs as I published a moment ago.
Greetings.
The following user(s) said Thank You: Murphy
Please Log in or Create an account to join the conversation.
- scotta
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 959
- Thank you received: 489
01 Dec 2023 21:44 #286993
by scotta
Replied by scotta on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Bug fix v3.1.1 is released in the main repo. The has fixed (hopefully...) the direction not always being correct on restart in the DMA stepgen. TFTP upload issue resolved as well.
github.com/scottalford75/Remora-RT1052-c...ora-rt1052-3.1.1.bin
github.com/scottalford75/Remora-RT1052-c...ora-rt1052-3.1.1.bin
The following user(s) said Thank You: oficinerobotica, Murphy, hanskuster, cnc-phil
Please Log in or Create an account to join the conversation.
Time to create page: 0.783 seconds