VMC related HAL questions.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
09 Sep 2019 09:43 #144581
by andypugh
Only a very small one, in that it saves a DIO pin, and the G-code is slightly simpler and clearer.
Replied by andypugh on topic VMC related HAL questions.
Is there any advantage to using m19 instead of using M62 - M66 as in the rest of the tool changer sequence?
Only a very small one, in that it saves a DIO pin, and the G-code is slightly simpler and clearer.
The following user(s) said Thank You: tommylight, CNCDoc
Please Log in or Create an account to join the conversation.
- CNCDoc
- Offline
- Senior Member
-

Less
More
- Posts: 70
- Thank you received: 1
10 Sep 2019 06:46 #144669
by CNCDoc
Replied by CNCDoc on topic VMC related HAL questions.
My solution to the problem. M19 and then check if the spindle is uninterrupted (P6).
Then an M5 at the end of the tool sequence. To stop the orientation.
Then an M5 at the end of the tool sequence. To stop the orientation.
M19 R0
(MSG, Orient spindel 01)
M66 P6 L3 Q5; Check if spindel is Oriented?
o101 if [#5399 EQ -1]
(abort, Fail orient spindel! 01)
o101 endif
(rest of toolchanges sequence)
M5
M2Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
10 Sep 2019 12:10 #144687
by andypugh
Replied by andypugh on topic VMC related HAL questions.
Why do you persist in using rising-edge with timeout rather than simply checking the state of the input?
Please Log in or Create an account to join the conversation.
- CNCDoc
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 1
10 Sep 2019 12:18 #144688
by CNCDoc
Replied by CNCDoc on topic VMC related HAL questions.
For the spindle to have time to index before alarm.
Was the idea.
Was the idea.
Please Log in or Create an account to join the conversation.
- CNCDoc
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 1
03 Dec 2019 10:37 #151832
by CNCDoc
Replied by CNCDoc on topic VMC related HAL questions.
Receives the following error message when I load a g code with the tool changes.
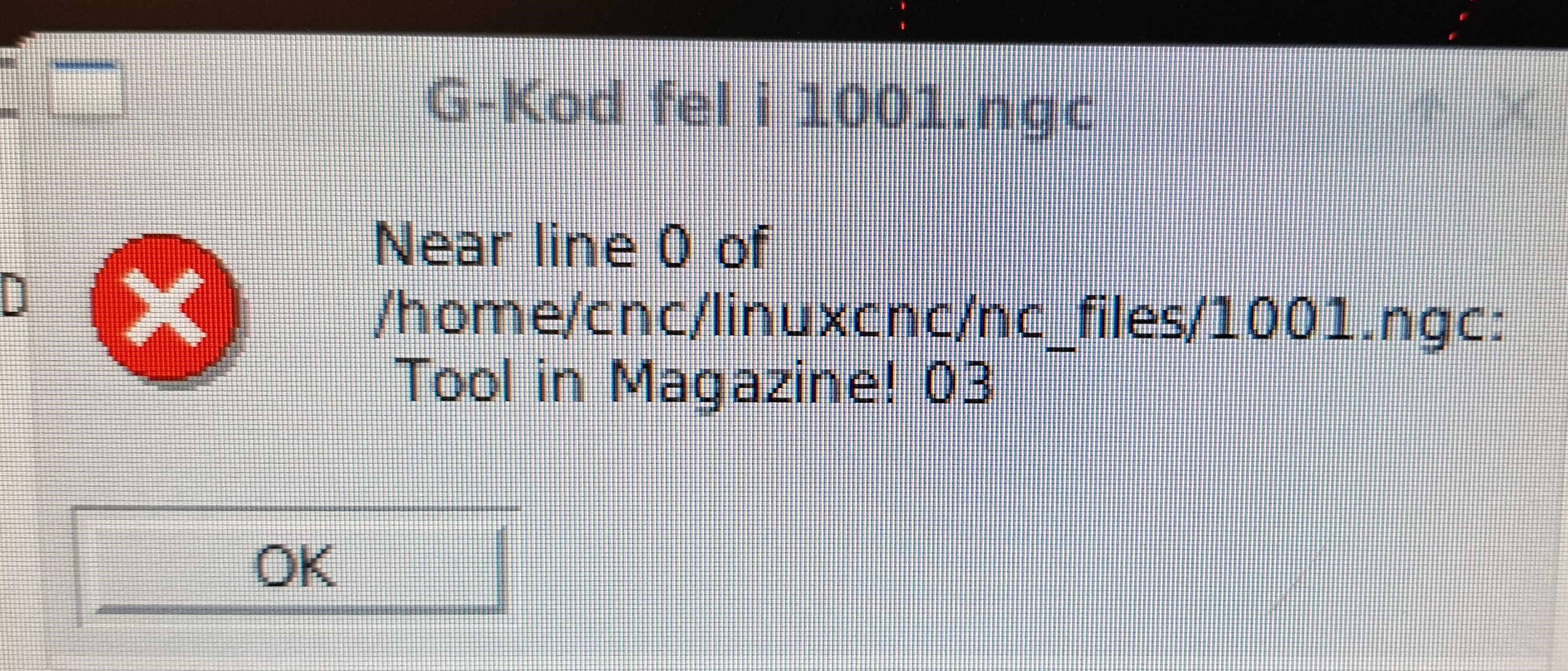
I comment off the line N25 the file opens properly. The text of the error message is from my tool changer sequence.
What causes this?
I comment off the line N25 the file opens properly. The text of the error message is from my tool changer sequence.
1001)
(T1 D=6.5 CR=0. TAPER=118DEG - ZMIN=-17.153 - DRILL)
(T2 D=10. CR=0. - ZMIN=-15.4 - FLAT END MILL)
N10 G90 G94 G17 G91.1
N15 G21
N20 G53 G0 Z0.
(DRILL2)
N25 T1 M6
N30 T2
N35 S3500 M3What causes this?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
03 Dec 2019 11:10 #151837
by andypugh
Execution of the M19 won't complete until the spindle-is-oriented pin goes high.
linuxcnc.org/docs/2.8/html/gcode/m-code.html#mcode:m19
Replied by andypugh on topic VMC related HAL questions.
For the spindle to have time to index before alarm.
Was the idea.
Execution of the M19 won't complete until the spindle-is-oriented pin goes high.
linuxcnc.org/docs/2.8/html/gcode/m-code.html#mcode:m19
Please Log in or Create an account to join the conversation.
- CNCDoc
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 1
03 Dec 2019 11:43 #151838
by CNCDoc
Replied by CNCDoc on topic VMC related HAL questions.
Is this the cause of the error message above?
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-
Less
More
- Posts: 21764
- Thank you received: 7438
03 Dec 2019 11:47 #151839
by tommylight
Replied by tommylight on topic VMC related HAL questions.
Error says line 0, that line is missing a bracket.
Please Log in or Create an account to join the conversation.
- CNCDoc
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 1
03 Dec 2019 11:53 #151840
by CNCDoc
Replied by CNCDoc on topic VMC related HAL questions.
excuse my lack of knowledge. bracket?
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21764
- Thank you received: 7438
03 Dec 2019 12:06 #151842
by tommylight
(1001)
Replied by tommylight on topic VMC related HAL questions.
Should be:1001)
(1001)
Please Log in or Create an account to join the conversation.
Time to create page: 0.222 seconds