VMC related HAL questions.
- CNCDoc
- Offline
- Senior Member
-

Less
More
- Posts: 70
- Thank you received: 1
03 Dec 2019 12:18 #151843
by CNCDoc
Replied by CNCDoc on topic VMC related HAL questions.
It's just a copy error on my part. If you look in the attached ngc file it is correct Not what is the error here.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
03 Dec 2019 12:44 #151845
by andypugh
Nobody but you can know that.
You say that the error message is generated by your tool change remap code. So what causes that error to be printed?
(Does your system actually set spindle-oriented true once the spindle is oriented?)
Replied by andypugh on topic VMC related HAL questions.
Is this the cause of the error message above?
Nobody but you can know that.
You say that the error message is generated by your tool change remap code. So what causes that error to be printed?
(Does your system actually set spindle-oriented true once the spindle is oriented?)
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
03 Dec 2019 12:46 #151846
by andypugh
Replied by andypugh on topic VMC related HAL questions.
If you have already posted your HAL, INI and remap files, then can you give a link to the message (of these 18 pages of messages) where the files are?
Please Log in or Create an account to join the conversation.
- tecno
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1850
- Thank you received: 127
03 Dec 2019 12:47 - 03 Dec 2019 12:48 #151847
by tecno
Replied by tecno on topic VMC related HAL questions.
.
Last edit: 03 Dec 2019 12:48 by tecno.
Please Log in or Create an account to join the conversation.
- CNCDoc
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 1
03 Dec 2019 13:07 #151850
by CNCDoc
Replied by CNCDoc on topic VMC related HAL questions.
No I use M5 to abort only
linuxcnc.org/docs/2.8/html/gcode/m-code.html#mcode:m19
M19 is cleared by any of M3,M4,M5.linuxcnc.org/docs/2.8/html/gcode/m-code.html#mcode:m19
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
03 Dec 2019 13:11 #151852
by andypugh
Replied by andypugh on topic VMC related HAL questions.
Well, you do need to set spindle-oriented true or M19 will always time-out.
Please Log in or Create an account to join the conversation.
- CNCDoc
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 1
03 Dec 2019 13:19 #151855
by CNCDoc
Replied by CNCDoc on topic VMC related HAL questions.
Here are the current files.
The error message comes when I load the file 1001.ngc into linuxcnc
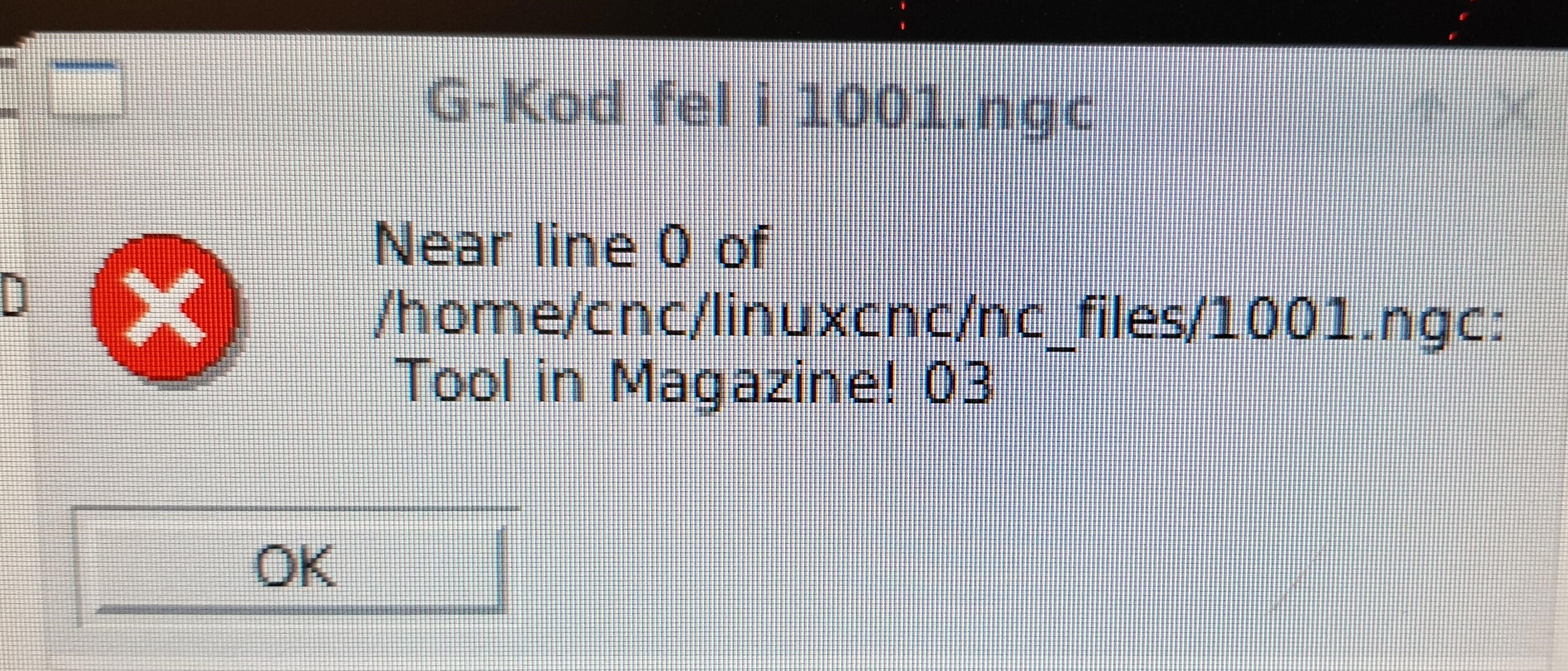
Text "Tool in magazine! 03" Coming from my toolchange.ngc
I comment off the line N25 the file (1001.ngc) opens properly.
The error message comes when I load the file 1001.ngc into linuxcnc
Text "Tool in magazine! 03" Coming from my toolchange.ngc
I comment off the line N25 the file (1001.ngc) opens properly.
%
(1001)
(T1 D=6.5 CR=0. TAPER=118DEG - ZMIN=-17.153 - DRILL)
(T2 D=10. CR=0. - ZMIN=-15.4 - FLAT END MILL)
N10 G90 G94 G17 G91.1
N15 G21
N20 G53 G0 Z0.
(DRILL2)
N25 T1 M6
N30 T2
N35 S3500 M3Please Log in or Create an account to join the conversation.
- CNCDoc
- Offline
- Senior Member
-
Less
More
- Posts: 70
- Thank you received: 1
03 Dec 2019 13:26 #151856
by CNCDoc
forum.linuxcnc.org/24-hal-components/291...ons?start=160#144669
Although I have no Q?
Replied by CNCDoc on topic VMC related HAL questions.
Well, you do need to set spindle-oriented true or M19 will always time-out.
forum.linuxcnc.org/24-hal-components/291...ons?start=160#144669
Although I have no Q?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
03 Dec 2019 13:34 - 03 Dec 2019 13:34 #151858
by andypugh
Replied by andypugh on topic VMC related HAL questions.
The error message you show is from here:
So you see the error message because G-code digital input 5 is true.
So, why is that? Is it true?
(MSG, Checking MagPos 02)
M66 P5 L0 ; Check if mag pos is empty?
o103 if [#5399 EQ 0]
(abort, Tool in Magazine! 03)
o103 endif
(MSG, Moving arm 04)So you see the error message because G-code digital input 5 is true.
So, why is that? Is it true?
Last edit: 03 Dec 2019 13:34 by andypugh.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
03 Dec 2019 13:38 #151859
by andypugh
The docs do not say what happens with no Q-word, but they seem to suggest it is not optional.
(but might default to zero)
Replied by andypugh on topic VMC related HAL questions.
Although I have no Q?
The docs do not say what happens with no Q-word, but they seem to suggest it is not optional.
(but might default to zero)
Please Log in or Create an account to join the conversation.
Time to create page: 0.352 seconds