Closing the servo loop with HAL mesa 7i76
- Clive S
- Offline
- Platinum Member
-

Less
More
- Posts: 2204
- Thank you received: 486
19 Feb 2020 23:29 #157905
by Clive S
I could load it into Dropbox with a link to it
200mm/sec/sec seems quite slow it does not error at 1000 if I keep the speed down to about 8-10mtr/min
Replied by Clive S on topic Closing the servo loop with HAL mesa 7i76
Todd I do have the manual but not skilled enough to understand it. The manual is actually quite good. but is to big to put on the forumTry something more like 200mm/sec/sec. (You probably should use your servo drive's configuring software to increase the acceleration there or at least look up what it is set for, there is no reason to be guessing at these numbers.)
I could load it into Dropbox with a link to it
200mm/sec/sec seems quite slow it does not error at 1000 if I keep the speed down to about 8-10mtr/min
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1463
20 Feb 2020 02:04 #157916
by Todd Zuercher
Replied by Todd Zuercher on topic Closing the servo loop with HAL mesa 7i76
It does not error at the slow speed because the acceleration time is too short for the following error to grow large enough to trigger the alarm.
The following user(s) said Thank You: Clive S
Please Log in or Create an account to join the conversation.
- thefabricator03
-

- Visitor
-

20 Feb 2020 02:56 #157919
by thefabricator03
Can you explain what that means Todd? Are you saying the large servo cannot reach those speeds with that acceleration? Or something inside the drive needs to be changed?
Replied by thefabricator03 on topic Closing the servo loop with HAL mesa 7i76
It does not error at the slow speed because the acceleration time is too short for the following error to grow large enough to trigger the alarm.
Can you explain what that means Todd? Are you saying the large servo cannot reach those speeds with that acceleration? Or something inside the drive needs to be changed?
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1463
20 Feb 2020 13:23 - 20 Feb 2020 13:48 #157996
by Todd Zuercher
Replied by Todd Zuercher on topic Closing the servo loop with HAL mesa 7i76
I'm saying you have your drive configured to limit acceleration to a very slow rate, and you should look into adjusting those settings in your drive. But first you can confirm this by setting the limits in Linuxcnc to something within the limits your drive is currently configured to and see if your following error problems go away.
If the drive is limiting acceleration to something lower than what Linuxcnc is commanding. During the acceleration portion of the move the following error will increase at a linear rate for the entire acceleration time. The higher the commanded velocity is the longer the acceleration time will be and the larger the resulting following error. So a move at F10 would result in twice as much following error as a move at F5 because the acceleration time would be twice as long. Then once the acceleration part of the move is over the drive would start to catch up with where it should be and the following error decreases.
If the drive is limiting acceleration to something lower than what Linuxcnc is commanding. During the acceleration portion of the move the following error will increase at a linear rate for the entire acceleration time. The higher the commanded velocity is the longer the acceleration time will be and the larger the resulting following error. So a move at F10 would result in twice as much following error as a move at F5 because the acceleration time would be twice as long. Then once the acceleration part of the move is over the drive would start to catch up with where it should be and the following error decreases.
Last edit: 20 Feb 2020 13:48 by Todd Zuercher.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1463
20 Feb 2020 13:53 #158001
by Todd Zuercher
Replied by Todd Zuercher on topic Closing the servo loop with HAL mesa 7i76
Ideally the maximum acceleration and velocity programed into the servo drive should be a little more than the limits programed into Linuxcnc. I think it might be ok if they matched the limits for the STEPGEN_MAXVEL and STEPGEN_MAXACCEL. However I don't know how to program those limits in your drives. You will need to study their manuals to figure that out. When setting them they will likely be programed either in motor RPM or RPS or encoder counts/sec. So you will have to calculate the conversion of that to mm/sec to compare with your settings in Linuxcnc.
The following user(s) said Thank You: Clive S
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
21 Feb 2020 10:53 #158108
by Clive S
Replied by Clive S on topic Closing the servo loop with HAL mesa 7i76
Todd This is a big ask but would you have the time to have a look through my manual on the drive to point me in the right direction. I could put a link on it my google drive or dropbox. 
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1463
21 Feb 2020 13:11 #158129
by Todd Zuercher
Replied by Todd Zuercher on topic Closing the servo loop with HAL mesa 7i76
I might look as I have time.
You could just post a link to where ever you downloaded the pdf. (or even post the model number of the drive. Google usually comes up with something.)
You could just post a link to where ever you downloaded the pdf. (or even post the model number of the drive. Google usually comes up with something.)
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
21 Feb 2020 15:57 #158141
by Clive S
Todd Thank you for your time.
The drive is a AASD-30A_V4 ... Servo motor 110SD_ m06030 These were purchased together.
I think this is the website www.cncservocontrol.com/servomotor/servomotor_20.html
But the full manual in English is here:-
www.dropbox.com/s/jp7t9hcszjcg6na/1.8Kw%...vo%20manual.pdf?dl=0
Replied by Clive S on topic Closing the servo loop with HAL mesa 7i76
I might look as I have time.
You could just post a link to where ever you downloaded the pdf. (or even post the model number of the drive. Google usually comes up with something.)
Todd Thank you for your time.
The drive is a AASD-30A_V4 ... Servo motor 110SD_ m06030 These were purchased together.
I think this is the website www.cncservocontrol.com/servomotor/servomotor_20.html
But the full manual in English is here:-
www.dropbox.com/s/jp7t9hcszjcg6na/1.8Kw%...vo%20manual.pdf?dl=0
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
22 Feb 2020 15:20 #158212
by Clive S
Replied by Clive S on topic Closing the servo loop with HAL mesa 7i76
Todd I have found this on page 64 of the manual.
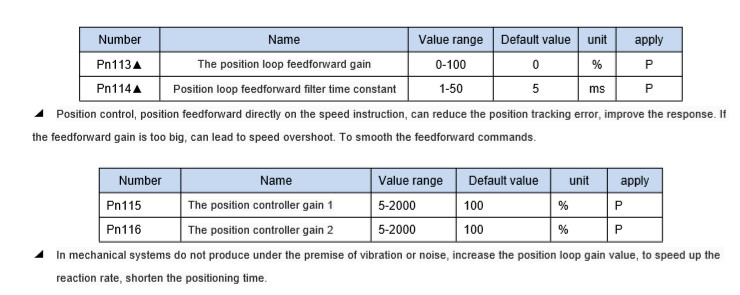
Would this have something to do with the problem?
Would this have something to do with the problem?
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1463
22 Feb 2020 17:45 #158224
by Todd Zuercher
Replied by Todd Zuercher on topic Closing the servo loop with HAL mesa 7i76
Those pertain to tuning the position loop in the drive (something that may need done). But not directly to the velocity or acceleration limits.
Please Log in or Create an account to join the conversation.
Time to create page: 0.147 seconds