New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
- TnW
- Offline
- New Member
-

Less
More
- Posts: 17
- Thank you received: 2
22 Apr 2020 12:41 #165094
by TnW
New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start was created by TnW
Hi,
First off, I haven't really used Linux much before this so apologies if the questions that I am asking seem a little noddy to you more knowledgable guys. We all have to start somewhere! My brother in law is an IT tech and he was going to help me get this set up but with the lock down we are unable to figure out what is going on via Whatsapp.
The machine I am using is called a SheetCNC, it is an 8 x 4 cnc router using a GPenny 2.2kw chinese spindle.
Its built from 25mm MDF and Plywood. It comes as a pre manufactured mechanical type kit which you assemble and then I sourced the electronics and set up.
The machine uses stepper motors with a sprocket and chain drive which run off of 3 ST-M5045 drivers. The chain drives the machine off of steel rails and steel v type wheels.
The reason for going with LinuxCNC is the manufacturer provided a basic hal file which has been set up for the machine including certain homing functions and spindle monitoring etc. I am waiting for a reply from the manufacturer to see if they have any info or help to give. The few pages of info relating to machine set up with an aftermarket card is that it is beyond the scope of the documentation and needs further looking into.
I have tried to modify their .hal file in the stepconf but it doesn't even find it when I go into the configs file for some reason, when you open the folder there are no files to be seen. I had hope to just modify their file however I'm wondering if the simplest this is to start from the beginning again and maybe try to cherry pick the correct info from their .hal file?
The PC I have didn't have a PPCard so I purchased a StarTech PEX1Pcard. Installed it inside the machine and Linux has found it OK. I am having issues on not only which I/O port to use in the config file (I've tried everything), but also not sure what I should be editing in the .hal file and what I shouldn't be using.
Ill dump some info below, if you need anything else just drop me a reply and I will get it when I get back to the workshop.
Should the number after the parport in my .hal file be a 0 or a 1? Would it need to be a 1 as the card we are using is parport1?
hardinfo and PCI devices is giving me the following info...
I/O Ports 0xe010 -0xe017
I/O Ports 0xe000 -0xe003
:~$ dmesg | grep parport
[ 9.663273] parport_pc 00:0a: reported by Plug and Play ACPI
[ 9.663332] parport0: PC-style at 0x378 (0x778), irq 5 [PCSPP,TRISTATE]
[ 9.757461] parport1: PC-style at 0xe010 (0xe000), irq 17 [PCSPP,TRISTATE,EPP]
[ 17.305126] lp0: using parport0 (interrupt-driven).
[ 17.305473] lp1: using parport1 (interrupt-driven).
lpisc -v
02:00.0 Parallel controller: Oxford Semiconductor Ltd Device c110 (prog-if 02 [ECP])
Subsystem: Oxford Semiconductor Ltd Device c110
Flags: bus master, fast devsel, latency 0, IRQ 17
I/O ports at e010
I/O ports at e000
Capabilities: <access denied>
Kernel driver in use: parport_pc
.hal File - Not all the info but enough to help I hope!
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0x378 out"
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0,0
loadrt pwmgen output_type=1
loadrt classicladder_rt numPhysInputs=15 numPhysOutputs=15 numS32in=10 numS32out=10 numFloatIn=10 numFloatOut=10
loadrt linear8
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf pwmgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf classicladder.0.refresh servo-thread
addf stepgen.update-freq servo-thread
addf pwmgen.update servo-thread
addf linear8.0 servo-thread
If anyone has any ideas it would be greatly appreciated.
Thanks!
First off, I haven't really used Linux much before this so apologies if the questions that I am asking seem a little noddy to you more knowledgable guys. We all have to start somewhere! My brother in law is an IT tech and he was going to help me get this set up but with the lock down we are unable to figure out what is going on via Whatsapp.
The machine I am using is called a SheetCNC, it is an 8 x 4 cnc router using a GPenny 2.2kw chinese spindle.
Its built from 25mm MDF and Plywood. It comes as a pre manufactured mechanical type kit which you assemble and then I sourced the electronics and set up.
The machine uses stepper motors with a sprocket and chain drive which run off of 3 ST-M5045 drivers. The chain drives the machine off of steel rails and steel v type wheels.
The reason for going with LinuxCNC is the manufacturer provided a basic hal file which has been set up for the machine including certain homing functions and spindle monitoring etc. I am waiting for a reply from the manufacturer to see if they have any info or help to give. The few pages of info relating to machine set up with an aftermarket card is that it is beyond the scope of the documentation and needs further looking into.
I have tried to modify their .hal file in the stepconf but it doesn't even find it when I go into the configs file for some reason, when you open the folder there are no files to be seen. I had hope to just modify their file however I'm wondering if the simplest this is to start from the beginning again and maybe try to cherry pick the correct info from their .hal file?
The PC I have didn't have a PPCard so I purchased a StarTech PEX1Pcard. Installed it inside the machine and Linux has found it OK. I am having issues on not only which I/O port to use in the config file (I've tried everything), but also not sure what I should be editing in the .hal file and what I shouldn't be using.
Ill dump some info below, if you need anything else just drop me a reply and I will get it when I get back to the workshop.
Should the number after the parport in my .hal file be a 0 or a 1? Would it need to be a 1 as the card we are using is parport1?
hardinfo and PCI devices is giving me the following info...
I/O Ports 0xe010 -0xe017
I/O Ports 0xe000 -0xe003
:~$ dmesg | grep parport
[ 9.663273] parport_pc 00:0a: reported by Plug and Play ACPI
[ 9.663332] parport0: PC-style at 0x378 (0x778), irq 5 [PCSPP,TRISTATE]
[ 9.757461] parport1: PC-style at 0xe010 (0xe000), irq 17 [PCSPP,TRISTATE,EPP]
[ 17.305126] lp0: using parport0 (interrupt-driven).
[ 17.305473] lp1: using parport1 (interrupt-driven).
lpisc -v
02:00.0 Parallel controller: Oxford Semiconductor Ltd Device c110 (prog-if 02 [ECP])
Subsystem: Oxford Semiconductor Ltd Device c110
Flags: bus master, fast devsel, latency 0, IRQ 17
I/O ports at e010
I/O ports at e000
Capabilities: <access denied>
Kernel driver in use: parport_pc
.hal File - Not all the info but enough to help I hope!
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0x378 out"
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0,0
loadrt pwmgen output_type=1
loadrt classicladder_rt numPhysInputs=15 numPhysOutputs=15 numS32in=10 numS32out=10 numFloatIn=10 numFloatOut=10
loadrt linear8
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf pwmgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf classicladder.0.refresh servo-thread
addf stepgen.update-freq servo-thread
addf pwmgen.update servo-thread
addf linear8.0 servo-thread
If anyone has any ideas it would be greatly appreciated.
Thanks!
Please Log in or Create an account to join the conversation.
- tommylight
-

- Online
- Moderator
-

Less
More
- Posts: 21511
- Thank you received: 7335
22 Apr 2020 12:52 #165096
by tommylight
Replied by tommylight on topic New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
Change this
loadrt hal_parport cfg="0x378 out"
to this
loadrt hal_parport cfg="0xe010 out"
loadrt hal_parport cfg="0x378 out"
to this
loadrt hal_parport cfg="0xe010 out"
Please Log in or Create an account to join the conversation.
- TnW
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 2
22 Apr 2020 14:35 #165109
by TnW
Replied by TnW on topic New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
Thanks for the quick reply. Tried it and a whole other stack of 0xexxx info but no joy.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Online
- Moderator
-
Less
More
- Posts: 21511
- Thank you received: 7335
22 Apr 2020 14:55 #165112
by tommylight
Replied by tommylight on topic New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
Paste the error here so we can have a look at it.
Thank you.
Thank you.
Please Log in or Create an account to join the conversation.
- TnW
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 2
22 Apr 2020 16:02 #165126
by TnW
Replied by TnW on topic New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
Apologies for the confusion. When I input the info you suggested above, Axis will start however when I F1 and then F2 the machine doesn't move.The diagram on the software moves although it is communicating however it doesn't do it in real life.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Online
- Moderator
-
Less
More
- Posts: 21511
- Thank you received: 7335
22 Apr 2020 16:55 #165134
by tommylight
Replied by tommylight on topic New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
Pictures of the wiring, what BOB, what drives, what are the DIP switches set at in the drives, post your hal and ini files.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4732
- Thank you received: 1447
22 Apr 2020 21:15 - 22 Apr 2020 21:16 #165157
by Todd Zuercher
Did you try 0xe000 the 2nd address is usually the right one.
Replied by Todd Zuercher on topic New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
Thanks for the quick reply. Tried it and a whole other stack of 0xexxx info but no joy.
Did you try 0xe000 the 2nd address is usually the right one.
Last edit: 22 Apr 2020 21:16 by Todd Zuercher.
Please Log in or Create an account to join the conversation.
- TnW
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 2
23 Apr 2020 17:05 #165276
by TnW
Replied by TnW on topic New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
Todd - Yeah I did try that. Axis wouldn't start. Ive just tried to copy the debug info over but Ctrl C wouldn't work for some reason.
Tommy -
.Hal file
# Generated by stepconf 1.1 at Wed Nov 30 14:30:16 2016
# Modified by IB
# DO NOT RUN STEPCONF UNLESS YOU HAVE MADE A BACKUP OF THIS FILE!
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0xe010 out"
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0,0
loadrt pwmgen output_type=1
loadrt classicladder_rt numPhysInputs=15 numPhysOutputs=15 numS32in=10 numS32out=10 numFloatIn=10 numFloatOut=10
loadrt linear8
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf pwmgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf classicladder.0.refresh servo-thread
addf stepgen.update-freq servo-thread
addf pwmgen.update servo-thread
addf linear8.0 servo-thread
setp linear8.0.n 8
setp linear8.0.x0 1260
setp linear8.0.y0 1280
setp linear8.0.x1 4508
setp linear8.0.y1 4508
setp linear8.0.x2 7757
setp linear8.0.y2 7757
setp linear8.0.x3 11006
setp linear8.0.y3 11006
setp linear8.0.x4 14255
setp linear8.0.y4 14255
setp linear8.0.x5 17504
setp linear8.0.y5 17504
setp linear8.0.x6 20753
setp linear8.0.y6 20753
setp linear8.0.x7 24000
setp linear8.0.y7 24000
#net spindle-cmd-rpm => pwmgen.0.value
net spindle-on <= motion.spindle-on => pwmgen.0.enable
net spindle-pwm <= pwmgen.0.pwm
setp pwmgen.0.pwm-freq 0.0
setp pwmgen.0.scale 22740
setp pwmgen.0.offset -0.055489
#setp pwmgen.0.scale 19706.4220183
#setp pwmgen.0.offset -0.058938547486
setp pwmgen.0.dither-pwm true
net spindle-cmd-rpm => linear8.0.in
net spindle-cmd-interp <= linear8.0.out
net spindle-cmd-interp => pwmgen.0.value
net spindle-cmd-rpm <= motion.spindle-speed-out
net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-at-speed => motion.spindle-at-speed
net probe-in => motion.probe-input
setp parport.0.pin-01-out-invert 1
net spindle-pwm => parport.0.pin-01-out
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net zdir => parport.0.pin-07-out
net xenable => parport.0.pin-14-out
net probe-in <= parport.0.pin-13-in-not
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 47000
setp stepgen.0.dirsetup 50000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
setp stepgen.1.position-scale [AXIS_1]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 47000
setp stepgen.1.dirsetup 50000
setp stepgen.1.maxaccel [AXIS_1]STEPGEN_MAXACCEL
net ypos-cmd axis.1.motor-pos-cmd => stepgen.1.position-cmd
net ypos-fb stepgen.1.position-fb => axis.1.motor-pos-fb
net ystep <= stepgen.1.step
net ydir <= stepgen.1.dir
net yenable axis.1.amp-enable-out => stepgen.1.enable
setp stepgen.2.position-scale [AXIS_2]SCALE
setp stepgen.2.steplen 1
setp stepgen.2.stepspace 0
setp stepgen.2.dirhold 47000
setp stepgen.2.dirsetup 50000
setp stepgen.2.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net zpos-cmd axis.2.motor-pos-cmd => stepgen.2.position-cmd
net zpos-fb stepgen.2.position-fb => axis.2.motor-pos-fb
net zstep <= stepgen.2.step
net zdir <= stepgen.2.dir
net zenable axis.2.amp-enable-out => stepgen.2.enable
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
# Load Classicladder without GUI (can reload LADDER GUI in AXIS GUI
loadusr classicladder --nogui custom.clp
.ini File
# Generated by stepconf 1.1 at Wed Nov 30 14:30:16 2016
# If you make changes to this file, they will be
# overwritten when you run stepconf again
[EMC]
MACHINE = SHEETCNC
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 20.00
MIN_LINEAR_VELOCITY = 0
MAX_LINEAR_VELOCITY = 200.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/sheetcnc/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
PYVCP = custompanel.xml
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 54088
SERVO_PERIOD = 1000000
[HAL]
HALUI = halui
HALFILE = SHEETCNC.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[HALUI]
# add halui MDI commands here (max 64)
MDI_COMMAND = o110 call
MDI_COMMAND = o120 call
MDI_COMMAND = o130 call
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 20.00
MAX_VELOCITY = 200.00
ARC_BLEND_ENABLE = 1
ARC_BLEND_FALLBACK_ENABLE = 0
ARC_BLEND_OPTIMIZATION_DEPTH = 316
ARC_BLEND_GAP_CYCLES = 40
ARC_BLEND_RAMP_FREQ = 2
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 200.00
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 450.0
SCALE = 92.4221251174
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 2486.0
BACKLASH = 0.095
HOME_OFFSET = 0.0
[AXIS_1]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 200.00
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 450.0
SCALE = 92.4410919142
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 1255.0
BACKLASH = 0.095
HOME_OFFSET = 0.0
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 100.0
MAX_ACCELERATION = 3200.0
STEPGEN_MAXACCEL = 4000.0
SCALE = 100.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -245.0
MAX_LIMIT = 0.001
HOME_OFFSET = 0.0
Dip switches (I assume these are the SW1 et)
Z - 3 5 7 8
X - 1 6 8
Y - 1 6 8
Drivers -
ST - M5045 x 3
Breakout Board
www.amazon.co.uk/gp/product/B07PBDPKSX/r...01_s01?ie=UTF8&psc=1
I will try to get a picture of my setup when I get in.
Thanks,
T
Tommy -
.Hal file
# Generated by stepconf 1.1 at Wed Nov 30 14:30:16 2016
# Modified by IB
# DO NOT RUN STEPCONF UNLESS YOU HAVE MADE A BACKUP OF THIS FILE!
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0xe010 out"
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0,0
loadrt pwmgen output_type=1
loadrt classicladder_rt numPhysInputs=15 numPhysOutputs=15 numS32in=10 numS32out=10 numFloatIn=10 numFloatOut=10
loadrt linear8
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf pwmgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf classicladder.0.refresh servo-thread
addf stepgen.update-freq servo-thread
addf pwmgen.update servo-thread
addf linear8.0 servo-thread
setp linear8.0.n 8
setp linear8.0.x0 1260
setp linear8.0.y0 1280
setp linear8.0.x1 4508
setp linear8.0.y1 4508
setp linear8.0.x2 7757
setp linear8.0.y2 7757
setp linear8.0.x3 11006
setp linear8.0.y3 11006
setp linear8.0.x4 14255
setp linear8.0.y4 14255
setp linear8.0.x5 17504
setp linear8.0.y5 17504
setp linear8.0.x6 20753
setp linear8.0.y6 20753
setp linear8.0.x7 24000
setp linear8.0.y7 24000
#net spindle-cmd-rpm => pwmgen.0.value
net spindle-on <= motion.spindle-on => pwmgen.0.enable
net spindle-pwm <= pwmgen.0.pwm
setp pwmgen.0.pwm-freq 0.0
setp pwmgen.0.scale 22740
setp pwmgen.0.offset -0.055489
#setp pwmgen.0.scale 19706.4220183
#setp pwmgen.0.offset -0.058938547486
setp pwmgen.0.dither-pwm true
net spindle-cmd-rpm => linear8.0.in
net spindle-cmd-interp <= linear8.0.out
net spindle-cmd-interp => pwmgen.0.value
net spindle-cmd-rpm <= motion.spindle-speed-out
net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-at-speed => motion.spindle-at-speed
net probe-in => motion.probe-input
setp parport.0.pin-01-out-invert 1
net spindle-pwm => parport.0.pin-01-out
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net zdir => parport.0.pin-07-out
net xenable => parport.0.pin-14-out
net probe-in <= parport.0.pin-13-in-not
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 47000
setp stepgen.0.dirsetup 50000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
setp stepgen.1.position-scale [AXIS_1]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 47000
setp stepgen.1.dirsetup 50000
setp stepgen.1.maxaccel [AXIS_1]STEPGEN_MAXACCEL
net ypos-cmd axis.1.motor-pos-cmd => stepgen.1.position-cmd
net ypos-fb stepgen.1.position-fb => axis.1.motor-pos-fb
net ystep <= stepgen.1.step
net ydir <= stepgen.1.dir
net yenable axis.1.amp-enable-out => stepgen.1.enable
setp stepgen.2.position-scale [AXIS_2]SCALE
setp stepgen.2.steplen 1
setp stepgen.2.stepspace 0
setp stepgen.2.dirhold 47000
setp stepgen.2.dirsetup 50000
setp stepgen.2.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net zpos-cmd axis.2.motor-pos-cmd => stepgen.2.position-cmd
net zpos-fb stepgen.2.position-fb => axis.2.motor-pos-fb
net zstep <= stepgen.2.step
net zdir <= stepgen.2.dir
net zenable axis.2.amp-enable-out => stepgen.2.enable
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
# Load Classicladder without GUI (can reload LADDER GUI in AXIS GUI
loadusr classicladder --nogui custom.clp
.ini File
# Generated by stepconf 1.1 at Wed Nov 30 14:30:16 2016
# If you make changes to this file, they will be
# overwritten when you run stepconf again
[EMC]
MACHINE = SHEETCNC
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 20.00
MIN_LINEAR_VELOCITY = 0
MAX_LINEAR_VELOCITY = 200.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/sheetcnc/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
PYVCP = custompanel.xml
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 54088
SERVO_PERIOD = 1000000
[HAL]
HALUI = halui
HALFILE = SHEETCNC.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[HALUI]
# add halui MDI commands here (max 64)
MDI_COMMAND = o110 call
MDI_COMMAND = o120 call
MDI_COMMAND = o130 call
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 20.00
MAX_VELOCITY = 200.00
ARC_BLEND_ENABLE = 1
ARC_BLEND_FALLBACK_ENABLE = 0
ARC_BLEND_OPTIMIZATION_DEPTH = 316
ARC_BLEND_GAP_CYCLES = 40
ARC_BLEND_RAMP_FREQ = 2
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 200.00
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 450.0
SCALE = 92.4221251174
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 2486.0
BACKLASH = 0.095
HOME_OFFSET = 0.0
[AXIS_1]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 200.00
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 450.0
SCALE = 92.4410919142
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 1255.0
BACKLASH = 0.095
HOME_OFFSET = 0.0
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 100.0
MAX_ACCELERATION = 3200.0
STEPGEN_MAXACCEL = 4000.0
SCALE = 100.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -245.0
MAX_LIMIT = 0.001
HOME_OFFSET = 0.0
Dip switches (I assume these are the SW1 et)
Z - 3 5 7 8
X - 1 6 8
Y - 1 6 8
Drivers -
ST - M5045 x 3
Breakout Board
www.amazon.co.uk/gp/product/B07PBDPKSX/r...01_s01?ie=UTF8&psc=1
I will try to get a picture of my setup when I get in.
Thanks,
T
Please Log in or Create an account to join the conversation.
- tommylight
-
- Online
- Moderator
-
Less
More
- Posts: 21511
- Thank you received: 7335
23 Apr 2020 18:11 #165281
by tommylight
Replied by tommylight on topic New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
You can set the base_period to 100000 and check if that helps, otherwise it all looks good. Waiting for pictures of the wiring.
Your PC's mainboard has a built in parallel port, do you have a header for that ?
Your PC's mainboard has a built in parallel port, do you have a header for that ?
Please Log in or Create an account to join the conversation.
- TnW
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 2
24 Apr 2020 09:58 #165363
by TnW
Replied by TnW on topic New to LinuxCNC - Trying to add a PPort card and get LinuxCNC to start
Morning, apologies, it was a late finish last night in the end. Got home, turned the cooker on and it smelt of burning so had to take that apart, the joy!
Here are the pics of my wiring set up. Eventually this will all go inside an acrylic box with a fan on the side for ventilation but it is what it is while Im trying to get it up and running.
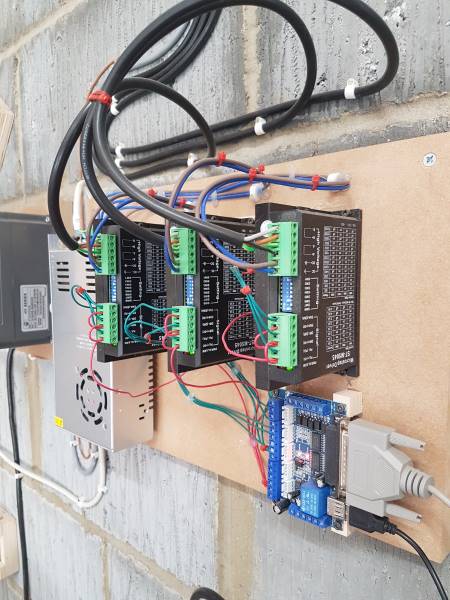
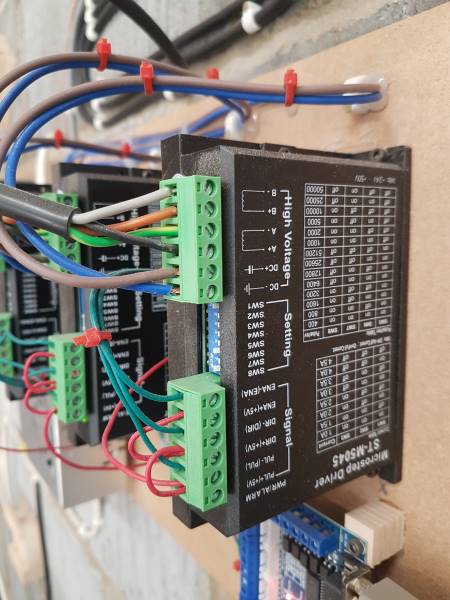
Here are the pics of my wiring set up. Eventually this will all go inside an acrylic box with a fan on the side for ventilation but it is what it is while Im trying to get it up and running.
Please Log in or Create an account to join the conversation.
Time to create page: 0.167 seconds