question counter, problem tool number.
- jlviloria
- Offline
- Elite Member
-

Less
More
- Posts: 311
- Thank you received: 12
31 May 2013 20:37 - 31 May 2013 20:39 #35015
by jlviloria
question counter, problem tool number. was created by jlviloria
Greetings to all.
Well, it cost me a lot place to work my turret. Although in the end I do that, I think it lacks many improvements.
I have the following concerns.
A counter can not be reset when you turn LinuxCNC, that when you turn on the machine. LinuxCNC understand this in the current tool position. and not zero as happens to me.
my machine, is configured as follows, has a sensor at position number 1, but I read when this clamp. while she is not going to read the unclamp position sensor number 1. this limits me to have to take one position manually. and then if stated when counter is in position 1 with the sensor condional Position 1 must be on.
The problem is when manual tool change, tool change machine. but I did not record the value of the current tool. only in MDI or AUTO. tool number change.
post my files to see what I can do to help please
Well, it cost me a lot place to work my turret. Although in the end I do that, I think it lacks many improvements.
I have the following concerns.
A counter can not be reset when you turn LinuxCNC, that when you turn on the machine. LinuxCNC understand this in the current tool position. and not zero as happens to me.
my machine, is configured as follows, has a sensor at position number 1, but I read when this clamp. while she is not going to read the unclamp position sensor number 1. this limits me to have to take one position manually. and then if stated when counter is in position 1 with the sensor condional Position 1 must be on.
The problem is when manual tool change, tool change machine. but I did not record the value of the current tool. only in MDI or AUTO. tool number change.
post my files to see what I can do to help please
Last edit: 31 May 2013 20:39 by jlviloria.
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 6999
- Thank you received: 1176
31 May 2013 21:03 #35019
by BigJohnT
Replied by BigJohnT on topic question counter, problem tool number.
If I understand you correctly you have only one sensor on your tool turret and it is on at station 1. My Discovery 308 is the same way. The way the DX-32 control solves this puzzle is during homing the turret is indexed 8 times. When tool 1 trips the prox the machine now knows where the turret is at and if less than 8 indexes has happened it continues to the position it was in and updates the control with the active tool in the turret. I assume there is also a sensor that indicates each index.
If you can index your turret now in ClassicLadder you could add a new section to "home" the turret and update the current tool in the spindle much the same as changing from tool to tool.
I can't look at your ladder on this computer (windoze) so I can't comment on that.
JT
If you can index your turret now in ClassicLadder you could add a new section to "home" the turret and update the current tool in the spindle much the same as changing from tool to tool.
I can't look at your ladder on this computer (windoze) so I can't comment on that.
JT
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-

Less
More
- Posts: 25
- Thank you received: 758
31 May 2013 21:16 #35021
by ArcEye
Replied by ArcEye on topic question counter, problem tool number.
Hi
see this thread
www.linuxcnc.org/index.php/english/forum...tool-turret?start=20
We are trying to resolve the same thing for microsprintbuilder
and this previous one, where I did something similar for tld70
www.linuxcnc.org/index.php/english/forum...le-tool?limitstart=0
The answer is essentially to trigger a toolchange to the tool already in the spindle, so that nothing happens but the tool number is updated in Axis.
The only question is how you do it, there are various actual and potential solutions
regards
see this thread
www.linuxcnc.org/index.php/english/forum...tool-turret?start=20
We are trying to resolve the same thing for microsprintbuilder
and this previous one, where I did something similar for tld70
www.linuxcnc.org/index.php/english/forum...le-tool?limitstart=0
The answer is essentially to trigger a toolchange to the tool already in the spindle, so that nothing happens but the tool number is updated in Axis.
The only question is how you do it, there are various actual and potential solutions
regards
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 311
- Thank you received: 12
31 May 2013 21:20 #35022
by jlviloria
Replied by jlviloria on topic question counter, problem tool number.
John, thanks for your prompt response.
My machine has a sensor index.
but as I do to index 8 times to read one sensor position. some example?
if you can see see my file, you will see that I do in an ordinary way.
I force unclamp the turret, then turn and then clamp, but without any tool change procedure. thank God my machine has a mechanism that always falls on a position of tool.
My machine has a sensor index.
but as I do to index 8 times to read one sensor position. some example?
if you can see see my file, you will see that I do in an ordinary way.
I force unclamp the turret, then turn and then clamp, but without any tool change procedure. thank God my machine has a mechanism that always falls on a position of tool.
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 311
- Thank you received: 12
31 May 2013 21:31 - 31 May 2013 21:35 #35023
by jlviloria
Replied by jlviloria on topic question counter, problem tool number.
net turret-jog-sol classicladder.0.in-02 => gscreen.hal_button9
net turret-home classicladder.0.in-07 => gscreen.hal_button10
#net turret-jog-sol classicladder.0.in-02 => vcp_box.hal_button6
#net turret-home classicladder.0.in-07 => vcp_box.hal_button1
net turret-unclamp-sol hm2_5i25.0.7i77.0.0.output-11 => classicladder.0.out-10
net turret-index hm2_5i25.0.7i77.0.0.output-12 => classicladder.0.out-11
net turret-position-final-sensor hm2_5i25.0.7i77.0.0.input-19 => classicladder.0.in-03
net turret-position-strobe_sensor hm2_5i25.0.7i77.0.0.input-18 => classicladder.0.in-04
net turret-unclamp-sensor hm2_5i25.0.7i77.0.0.input-17 => classicladder.0.in-05
net turret-home-sensor hm2_5i25.0.7i77.0.0.input-16 => classicladder.0.in-06
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
net tool-number iocontrol.0.tool-number => classicladder.0.s32in-00
net tool-prep-number iocontrol.0.tool-prep-number => classicladder.0.s32in-01
net tool-cng-req iocontrol.0.tool-change => classicladder.0.in-08
net tool-cn-done iocontrol.0.tool-changed <= classicladder.0.out-12
net turret-home classicladder.0.in-07 => gscreen.hal_button10
#net turret-jog-sol classicladder.0.in-02 => vcp_box.hal_button6
#net turret-home classicladder.0.in-07 => vcp_box.hal_button1
net turret-unclamp-sol hm2_5i25.0.7i77.0.0.output-11 => classicladder.0.out-10
net turret-index hm2_5i25.0.7i77.0.0.output-12 => classicladder.0.out-11
net turret-position-final-sensor hm2_5i25.0.7i77.0.0.input-19 => classicladder.0.in-03
net turret-position-strobe_sensor hm2_5i25.0.7i77.0.0.input-18 => classicladder.0.in-04
net turret-unclamp-sensor hm2_5i25.0.7i77.0.0.input-17 => classicladder.0.in-05
net turret-home-sensor hm2_5i25.0.7i77.0.0.input-16 => classicladder.0.in-06
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
net tool-number iocontrol.0.tool-number => classicladder.0.s32in-00
net tool-prep-number iocontrol.0.tool-prep-number => classicladder.0.s32in-01
net tool-cng-req iocontrol.0.tool-change => classicladder.0.in-08
net tool-cn-done iocontrol.0.tool-changed <= classicladder.0.out-12
Last edit: 31 May 2013 21:35 by jlviloria.
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 311
- Thank you received: 12
31 May 2013 21:31 - 31 May 2013 21:36 #35024
by jlviloria
Replied by jlviloria on topic question counter, problem tool number.
Last edit: 31 May 2013 21:36 by jlviloria.
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
31 May 2013 21:37 #35025
by BigJohnT
Replied by BigJohnT on topic question counter, problem tool number.
Do you have an absolute encoder to show the current tool position?
Is this a lathe turret with tools mounted?
JT
Is this a lathe turret with tools mounted?
JT
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 311
- Thank you received: 12
31 May 2013 21:42 #35026
by jlviloria
Replied by jlviloria on topic question counter, problem tool number.
Not having enconder. have is a mechanical system that forces always fall in a position of tool, indifferent to the number.
tools mounted?? tool live? not.
tools mounted?? tool live? not.
Please Log in or Create an account to join the conversation.
- BigJohnT
-
- Offline
- Administrator
-
Less
More
- Posts: 6999
- Thank you received: 1176
31 May 2013 21:45 #35027
by BigJohnT
Replied by BigJohnT on topic question counter, problem tool number.
So each time you cycle the turret it moves one position?
If the position is #1 the sensor is on?
Trying to understand how your turret works exactly.
JT
If the position is #1 the sensor is on?
Trying to understand how your turret works exactly.
JT
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 311
- Thank you received: 12
31 May 2013 22:16 - 31 May 2013 22:21 #35031
by jlviloria
Replied by jlviloria on topic question counter, problem tool number.
John is to me is hard to explain in English, I'll try the best.
jog turret press my button. (keep pressed)
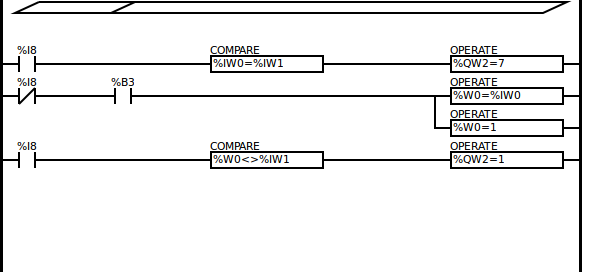
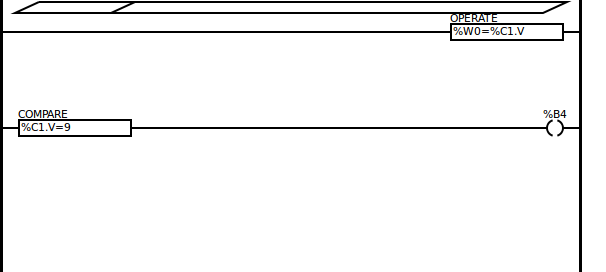
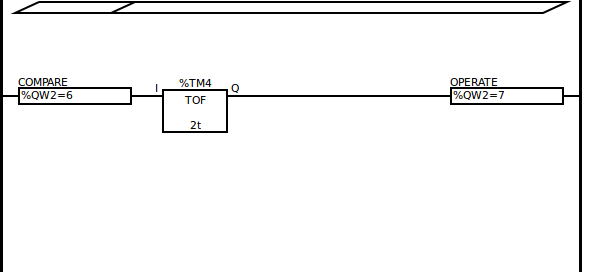
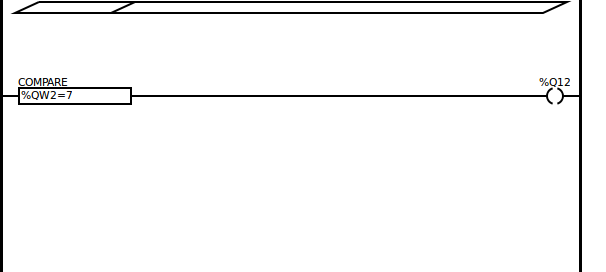
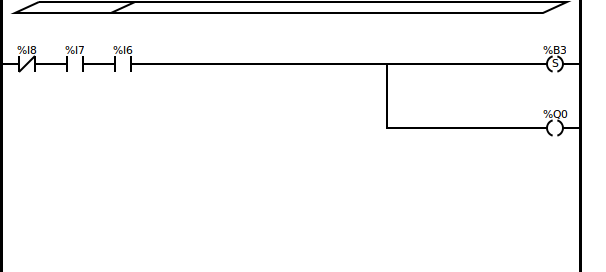
my turret unclamp, starts rotating. and when I see you near position number 1, I release the button. acts mechanism and machine is in position number 1, but LinuxCNC shows me 0 since I condition my accountant with B3, it starts counting when B3 is ON.
turret then pressed the home button, the signal active active and I7, and remains active B3. (see ladder) and LinuxCNC shows me that is in position number 1.
I forgot to upload this part custom.clp file.
this part is when I press the button turret home, plus my button is a hal_button, and I have assigned an action mdi, of T0101. so LinuxCNC know is in position number 1
jog turret press my button. (keep pressed)
my turret unclamp, starts rotating. and when I see you near position number 1, I release the button. acts mechanism and machine is in position number 1, but LinuxCNC shows me 0 since I condition my accountant with B3, it starts counting when B3 is ON.
turret then pressed the home button, the signal active active and I7, and remains active B3. (see ladder) and LinuxCNC shows me that is in position number 1.
I forgot to upload this part custom.clp file.
this part is when I press the button turret home, plus my button is a hal_button, and I have assigned an action mdi, of T0101. so LinuxCNC know is in position number 1
Last edit: 31 May 2013 22:21 by jlviloria.
Please Log in or Create an account to join the conversation.
Time to create page: 0.200 seconds