- Configuring LinuxCNC
- Advanced Configuration
- ClassicLadder
- CL logic to make LCNC buttons work like industrial machines
CL logic to make LCNC buttons work like industrial machines
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4759
- Thank you received: 1461
03 Jan 2021 03:41 #193925
by Todd Zuercher
Replied by Todd Zuercher on topic CL logic to make LCNC buttons work like industrial machines
I think he was. Having tried it myself in the past,. not sure I'd recommend it.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-

Less
More
- Posts: 7341
- Thank you received: 2164
03 Jan 2021 09:29 #193937
by cmorley
Replied by cmorley on topic CL logic to make LCNC buttons work like industrial machines
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
05 Jan 2021 07:11 #194122
by Mike_Eitel
Replied by Mike_Eitel on topic CL logic to make LCNC buttons work like industrial machines
Sorry for late answer
This file is ASCII. Easy to edit.
With a bit fiddeling you can understand f.x. that one rung is one line.
So moving a line to another position moves it.
I remember that i also replaced var names.... etc.
Mike
This file is ASCII. Easy to edit.
With a bit fiddeling you can understand f.x. that one rung is one line.
So moving a line to another position moves it.
I remember that i also replaced var names.... etc.
Mike
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
05 Jan 2021 07:16 #194123
by Mike_Eitel
Replied by Mike_Eitel on topic CL logic to make LCNC buttons work like industrial machines
Honestly, i find CL a pain in the...
But to write real simple plc logic much more efficient than hal.
I'm a fan of iec61131.
Mike
But to write real simple plc logic much more efficient than hal.
I'm a fan of iec61131.
Mike
Please Log in or Create an account to join the conversation.
- rodw
-

- Away
- Platinum Member
-
Less
More
- Posts: 12026
- Thank you received: 4100
05 Jan 2021 07:26 #194125
by rodw
Me too, I've never bothered to look at CL. becasue I've never programmed a PLC.
I'd just write a custom component in C which I think is Linuxcnc's jewel in the crown.
Its funny, there has barely been a mention of CL for ages and all of a sudden a few people are discussing it.
Replied by rodw on topic CL logic to make LCNC buttons work like industrial machines
Honestly, i find CL a pain in the...
But to write real simple plc logic much more efficient than hal.
I'm a fan of iec61131.
Mike
Me too, I've never bothered to look at CL. becasue I've never programmed a PLC.
I'd just write a custom component in C which I think is Linuxcnc's jewel in the crown.
Its funny, there has barely been a mention of CL for ages and all of a sudden a few people are discussing it.
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
05 Jan 2021 07:41 #194126
by Mike_Eitel
Replied by Mike_Eitel on topic CL logic to make LCNC buttons work like industrial machines
Make's sence to me.
If you are coming from standart automation world, plc programing is the absolute best way to go. C can only be acceptet for specialities. I f.x. dislike C as IT does not prevent me from my typos in concern of theses dam... ; 's. ;-()
Mike
If you are coming from standart automation world, plc programing is the absolute best way to go. C can only be acceptet for specialities. I f.x. dislike C as IT does not prevent me from my typos in concern of theses dam... ; 's. ;-()
Mike
The following user(s) said Thank You: rodw, The Feral Engineer
Please Log in or Create an account to join the conversation.
- nkp
- Offline
- Premium Member
-

Less
More
- Posts: 143
- Thank you received: 39
07 Jan 2021 18:16 - 07 Jan 2021 19:14 #194388
by nkp
Replied by nkp on topic CL logic to make LCNC buttons work like industrial machines
I10 - ?
I11 - ?
I13 - ?
==============================
When you first start the program, almost always an error:
can't do that (EMC_TRAJ_SET_TELEOP_ENABLE) in auto mode with the interpreter paused
Lcnc 2.7 Axis
PS
The scheme needs improvement
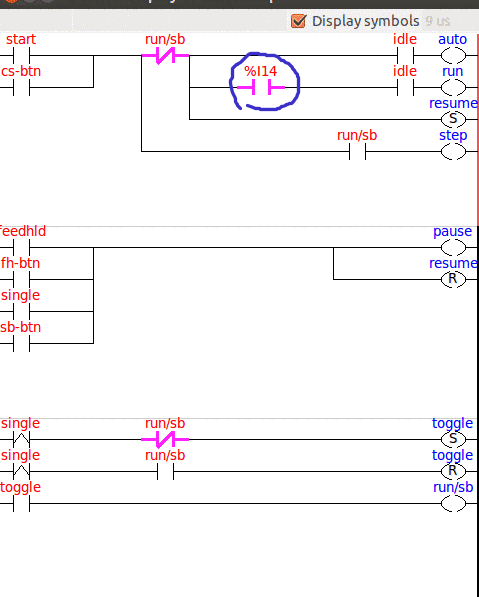
net mode:is:auto classicladder.0.in-14 halui.mode.is-auto
I11 - ?
I13 - ?
==============================
When you first start the program, almost always an error:
can't do that (EMC_TRAJ_SET_TELEOP_ENABLE) in auto mode with the interpreter paused
Lcnc 2.7 Axis
PS
The scheme needs improvement
net mode:is:auto classicladder.0.in-14 halui.mode.is-auto
Attachments:
Last edit: 07 Jan 2021 19:14 by nkp.
Please Log in or Create an account to join the conversation.
- nkp
- Offline
- Premium Member
-
Less
More
- Posts: 143
- Thank you received: 39
07 Jan 2021 21:07 #194416
by nkp
Replied by nkp on topic CL logic to make LCNC buttons work like industrial machines
This works fine.
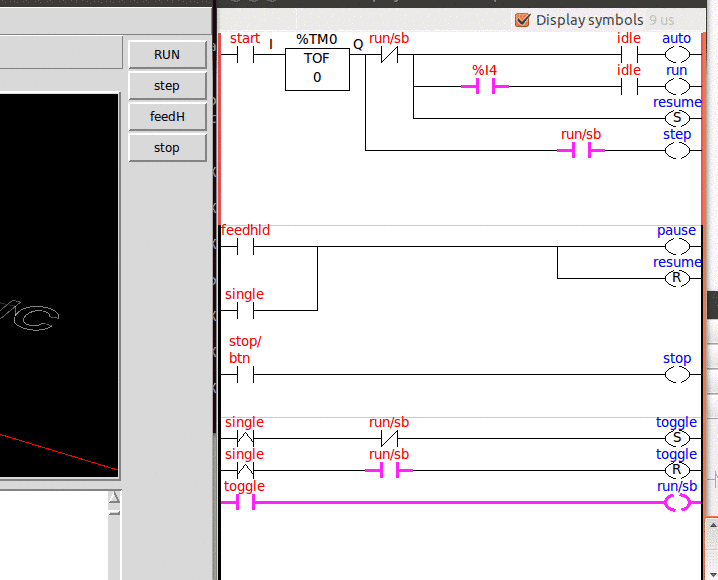
net auto classicladder.0.in-00 pyvcp.run
net feed-hold classicladder.0.in-01 pyvcp.feedhold
net program-idle classicladder.0.in-02 halui.program.is-idle
net single-block classicladder.0.in-03 pyvcp.step
net mode:is:auto classicladder.0.in-04 halui.mode.is-auto
net btn-stop classicladder.0.in-05 pyvcp.stop
net auto-mode-select classicladder.0.out-00 halui.mode.auto
net cycle-start classicladder.0.out-01 halui.program.run
net feed-resume classicladder.0.out-03 halui.program.resume
net single-block-select classicladder.0.out-04 halui.program.step
net program-stop classicladder.0.out-05 halui.program.stop
net feed-hold-select classicladder.0.out-02 halui.program.pause
net auto classicladder.0.in-00 pyvcp.run
net feed-hold classicladder.0.in-01 pyvcp.feedhold
net program-idle classicladder.0.in-02 halui.program.is-idle
net single-block classicladder.0.in-03 pyvcp.step
net mode:is:auto classicladder.0.in-04 halui.mode.is-auto
net btn-stop classicladder.0.in-05 pyvcp.stop
net auto-mode-select classicladder.0.out-00 halui.mode.auto
net cycle-start classicladder.0.out-01 halui.program.run
net feed-resume classicladder.0.out-03 halui.program.resume
net single-block-select classicladder.0.out-04 halui.program.step
net program-stop classicladder.0.out-05 halui.program.stop
net feed-hold-select classicladder.0.out-02 halui.program.pause
Attachments:
Please Log in or Create an account to join the conversation.
- bevins
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1947
- Thank you received: 338
08 Jan 2021 16:04 #194510
by bevins
Replied by bevins on topic CL logic to make LCNC buttons work like industrial machines
Its funny, there has barely been a mention of CL for ages and all of a sudden a few people are discussing it.
I use at least a few rungs on every machine I do. There is always something easier to do in CL than HAL.
I once did a point to point Biesse with the zones, photocells pushbuttons and green lites's using CL.
Please Log in or Create an account to join the conversation.
- The Feral Engineer
-
 Topic Author
Topic Author
- Offline
- Senior Member
-

Less
More
- Posts: 79
- Thank you received: 23
15 Jan 2021 18:03 - 15 Jan 2021 18:08 #195471
by The Feral Engineer
I don't get any error messages when I use it (2.8.1). I have made a few changes to it since I posted this, nothing crazy, just centralized the grouping of the physical and gamepad buttons I was using. Pressing cycle start should bring the machine to auto mode, not alarm. I did, however, add halui.mode.is-auto to I6 after posting my file here.
To answer your other question, I10, I11 and I12 (formerly i13) are for a different circuit. Those are assignments to two separate probe circuits, using separate inputs and an internal relay to switch between them.
Long story short, my machines have a hardwired tool setter mounted to the table and a spindle probe. Both setter and probe are NC, so when the spindle probe is disconnected from the machine, the signal is broken, so the probe is in a constant trigger state. I12 is a relay that flags mcodes using sets probe-relay true/false. I12 is tied to both a classicladder input signal as well as spindle inhibit, so when the spindle probe is active, the spindle cannot rotate.
see attached. I commented at the top of each rung section. I make little tutorial videos on basic CL and HAL for youtube, so sometimes my samples get attached to my CL files, but they don't usually get in the way.
Replied by The Feral Engineer on topic CL logic to make LCNC buttons work like industrial machines
I10 - ?
I11 - ?
I13 - ?
==============================
When you first start the program, almost always an error:
can't do that (EMC_TRAJ_SET_TELEOP_ENABLE) in auto mode with the interpreter paused
Lcnc 2.7 Axis
PS
The scheme needs improvement
net mode:is:auto classicladder.0.in-14 halui.mode.is-auto
I don't get any error messages when I use it (2.8.1). I have made a few changes to it since I posted this, nothing crazy, just centralized the grouping of the physical and gamepad buttons I was using. Pressing cycle start should bring the machine to auto mode, not alarm. I did, however, add halui.mode.is-auto to I6 after posting my file here.
To answer your other question, I10, I11 and I12 (formerly i13) are for a different circuit. Those are assignments to two separate probe circuits, using separate inputs and an internal relay to switch between them.
Long story short, my machines have a hardwired tool setter mounted to the table and a spindle probe. Both setter and probe are NC, so when the spindle probe is disconnected from the machine, the signal is broken, so the probe is in a constant trigger state. I12 is a relay that flags mcodes using sets probe-relay true/false. I12 is tied to both a classicladder input signal as well as spindle inhibit, so when the spindle probe is active, the spindle cannot rotate.
see attached. I commented at the top of each rung section. I make little tutorial videos on basic CL and HAL for youtube, so sometimes my samples get attached to my CL files, but they don't usually get in the way.
Last edit: 15 Jan 2021 18:08 by The Feral Engineer.
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- ClassicLadder
- CL logic to make LCNC buttons work like industrial machines
Time to create page: 0.164 seconds