Considering a Full Rewire on a Working Schaublin 125 CNC
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17989
- Thank you received: 5281
20 Feb 2026 17:19 #343230
by PCW
Replied by PCW on topic Considering a Full Rewire on a Working Schaublin 125 CNC
If I run discovery on a 7i92t_7i85x2d config I get:
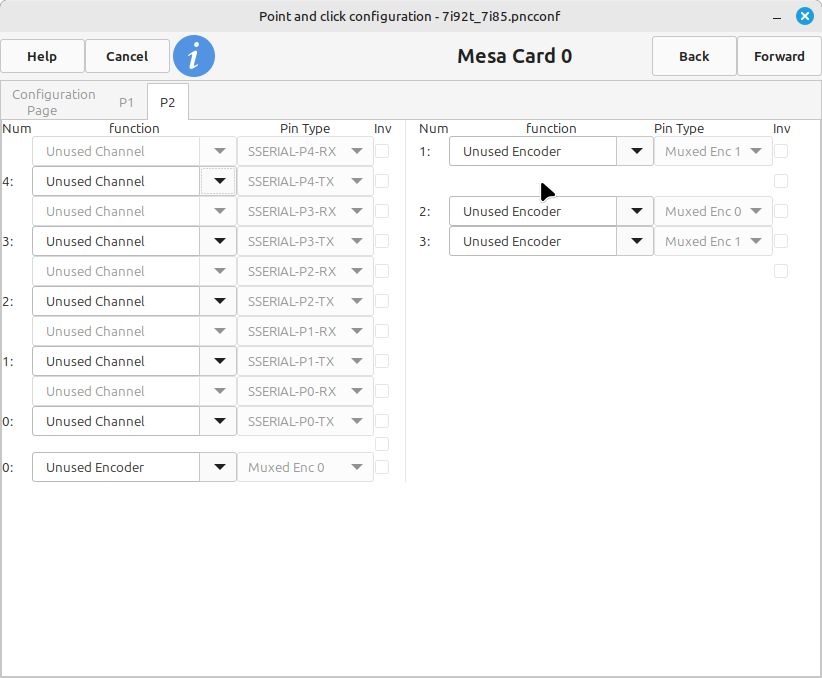
with all 4 encoders on P2
Does pncconf show2 all 8 encoders on the configuration page? like this:
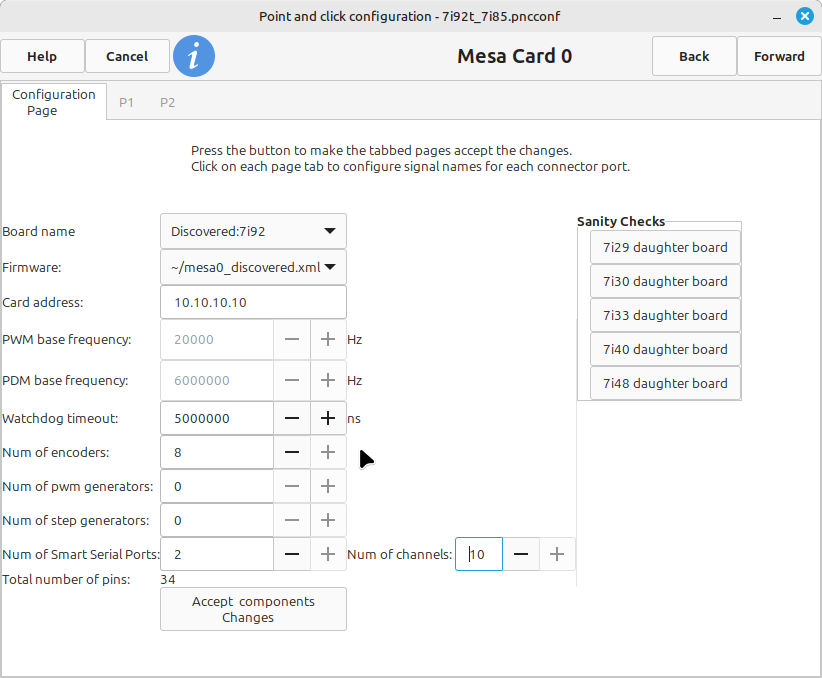
( These should be adjusted to the actual number required to avoid wasted transfer/processing time)
For the 7I83 I suspect the easiest current way to add the hal interface code is to make a dummy configuration
for a 7I77 configuration and copy paste the analog hal an analog section from that as an example
(changing the 7i77 name to 7i83 and the sserial channel number as required)
with all 4 encoders on P2
Does pncconf show2 all 8 encoders on the configuration page? like this:
( These should be adjusted to the actual number required to avoid wasted transfer/processing time)
For the 7I83 I suspect the easiest current way to add the hal interface code is to make a dummy configuration
for a 7I77 configuration and copy paste the analog hal an analog section from that as an example
(changing the 7i77 name to 7i83 and the sserial channel number as required)
Attachments:
The following user(s) said Thank You: Dudelbert
Please Log in or Create an account to join the conversation.
- Dudelbert
- Offline
- Senior Member
-

Less
More
- Posts: 79
- Thank you received: 20
20 Feb 2026 17:28 #343231
by Dudelbert
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
I’m not sure how many encoders it showed on that page, I will confirm tomorrow. And thanks for the idea with the dummy config.
I will try getting it running tomorrow.
I will try getting it running tomorrow.
Please Log in or Create an account to join the conversation.
- Dudelbert
- Offline
- Senior Member
-
Less
More
- Posts: 79
- Thank you received: 20
21 Feb 2026 15:24 #343263
by Dudelbert
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
I had another look, and the encoder issue was my mistake, it is working fine.
To get a working config, I tried multiple variants of the 7i92 internal and 7i77 firmware in PnCconf, but I was not able to get it to allow me to set the PWM number greater than 0. However, I think I found a possible solution. I flashed the 7i92t_7i85s_4pwm firmware. That is not the correct firmware for my hardware, but it allows me to generate a config that I can actually start in AXIS and inspect in HAL Show.
My intention was to use the one Smart Serial port that should still be there to connect the 7i83, then change all the PWM configuration to that, and afterwards reflash with the correct firmware to get the other Smart Serial ports back. However, I cannot get the Smart Serial interface to appear in HAL Show.
Is there a fundamental error in my approach?
I also attached some pictures of what I am currently seeing.
To get a working config, I tried multiple variants of the 7i92 internal and 7i77 firmware in PnCconf, but I was not able to get it to allow me to set the PWM number greater than 0. However, I think I found a possible solution. I flashed the 7i92t_7i85s_4pwm firmware. That is not the correct firmware for my hardware, but it allows me to generate a config that I can actually start in AXIS and inspect in HAL Show.
My intention was to use the one Smart Serial port that should still be there to connect the 7i83, then change all the PWM configuration to that, and afterwards reflash with the correct firmware to get the other Smart Serial ports back. However, I cannot get the Smart Serial interface to appear in HAL Show.
Is there a fundamental error in my approach?
I also attached some pictures of what I am currently seeing.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17989
- Thank you received: 5281
21 Feb 2026 16:21 #343268
by PCW
Replied by PCW on topic Considering a Full Rewire on a Working Schaublin 125 CNC
There are no PWMgens at the hal level with a 7I77/7I83, the analog outputs are all 7i77 or 7i83 pins
The likely reason you don't see the 7I83 is that it's disabled in the hal file
No sure which channel its on but consider changing "sserial_port_0=2xxxxxxx" to "sserial_port_0=00000xxx"
because the original statement only enables one sserial channel (0) and sets it to mode 2, and it looks like you
have 2 sserial channels connected. In addition the 7I83 only supports mode 0.
The likely reason you don't see the 7I83 is that it's disabled in the hal file
No sure which channel its on but consider changing "sserial_port_0=2xxxxxxx" to "sserial_port_0=00000xxx"
because the original statement only enables one sserial channel (0) and sets it to mode 2, and it looks like you
have 2 sserial channels connected. In addition the 7I83 only supports mode 0.
The following user(s) said Thank You: Dudelbert
Please Log in or Create an account to join the conversation.
- Dudelbert
- Offline
- Senior Member
-
Less
More
- Posts: 79
- Thank you received: 20
21 Feb 2026 17:04 #343271
by Dudelbert
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Thanks for the answer.
One question: Smart Serial 0 is on DB25 pins 1 and 14, can you tell me which location on the 7i85 that corresponds to? I would assume it is the same as Serial 0 with the “normal” firmware (TB2 in the middle). Is that correct?
One question: Smart Serial 0 is on DB25 pins 1 and 14, can you tell me which location on the 7i85 that corresponds to? I would assume it is the same as Serial 0 with the “normal” firmware (TB2 in the middle). Is that correct?
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17989
- Thank you received: 5281
21 Feb 2026 17:44 #343273
by PCW
Replied by PCW on topic Considering a Full Rewire on a Working Schaublin 125 CNC
You can figure it out via the 7I85 manual but more easily with:
mesaflash --device 7i92t --addr [card_ip_address] --dbname1 7i85 --readhmid
mesaflash --device 7i92t --addr [card_ip_address] --dbname1 7i85 --readhmid
The following user(s) said Thank You: Dudelbert
Please Log in or Create an account to join the conversation.
- Dudelbert
- Offline
- Senior Member
-
Less
More
- Posts: 79
- Thank you received: 20
22 Feb 2026 15:20 #343313
by Dudelbert
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Hi,
I worked on the configuration again today, and I think I am very close to getting it working.
The first reason I did not get the 7i83 to work yesterday was that I powered it with 5V (which was wrong). Now, with 24V and plugging it into Serial 4 (pins 1 and 14), I got it to show up in HAL Show.
I then modified the HAL file. I removed all the pwmgen stuff and changed the enable and output lines for the axes and spindle to the analog channels of the 7i83.With that, I was still able to load the configuration and enter AXIS. After flashing the correct firmware to the 7i92 (7i92t_7i85x2d.bin) and changing the serial channel in the HAL file from channel 0 to 4, it still works.
So now to my remaining problem:
Serial channels 0 to 3 in the current firmware are on the pins that were PWM outputs in the firmware I used to convince PnCconf to generate a configuration.
Now, with the “correct” firmware, these four channels seem to no longer be usable.So my question is:
where are the pin definitions stored?
I think if I can manually correct these eight pins, then I would have the configuration fully working.
I hope my explanation makes sense.
In the attached pictures, I included the pin definitions of both firmwares and an error log that shows that serial channels 0 to 3 are detected as I/O and not as serial.
I worked on the configuration again today, and I think I am very close to getting it working.
The first reason I did not get the 7i83 to work yesterday was that I powered it with 5V (which was wrong). Now, with 24V and plugging it into Serial 4 (pins 1 and 14), I got it to show up in HAL Show.
I then modified the HAL file. I removed all the pwmgen stuff and changed the enable and output lines for the axes and spindle to the analog channels of the 7i83.With that, I was still able to load the configuration and enter AXIS. After flashing the correct firmware to the 7i92 (7i92t_7i85x2d.bin) and changing the serial channel in the HAL file from channel 0 to 4, it still works.
So now to my remaining problem:
Serial channels 0 to 3 in the current firmware are on the pins that were PWM outputs in the firmware I used to convince PnCconf to generate a configuration.
Now, with the “correct” firmware, these four channels seem to no longer be usable.So my question is:
where are the pin definitions stored?
I think if I can manually correct these eight pins, then I would have the configuration fully working.
I hope my explanation makes sense.
In the attached pictures, I included the pin definitions of both firmwares and an error log that shows that serial channels 0 to 3 are detected as I/O and not as serial.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17989
- Thank you received: 5281
22 Feb 2026 22:03 #343329
by PCW
Replied by PCW on topic Considering a Full Rewire on a Working Schaublin 125 CNC
The pin definitions are in the firmware.
In addition, the driver command line can enable/disable secondary functions.
(the primary function of all pins is GPIO)
That is, "sserial_port_0=2xxxxxxx" would only enable sserial channel 0 in mode 2
In addition, the driver command line can enable/disable secondary functions.
(the primary function of all pins is GPIO)
That is, "sserial_port_0=2xxxxxxx" would only enable sserial channel 0 in mode 2
The following user(s) said Thank You: Dudelbert
Please Log in or Create an account to join the conversation.
- Dudelbert
- Offline
- Senior Member
-
Less
More
- Posts: 79
- Thank you received: 20
23 Feb 2026 10:51 #343335
by Dudelbert
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
First of all, thank you for your help. I hope I’m not being annoying.
I tried again. If I connect the 7i83 to Smart Serial channel 0 and change the HAL file to match, the system does not work. Only channel 4 seems to work. That is the channel that worked with the firmware I used temporarily. I double-checked that the firmware which supports all five Smart Serial channels (that the 7i85 should use) is actually flashed.
I also tested the 7i73 on my mill, and it works fine, so at least that card is not faulty. However, it is not detected on any of the Smart Serial channels of the 7i85.
With the two 7i84U cards I have, I have the problem that only LEDs CR2 and CR7 are on, according to the manual. However, at least CR5 should also be on during startup. I don’t know how to troubleshoot this.
I’ve attached my HAL file as well—maybe I am doing something wrong there.
I tried again. If I connect the 7i83 to Smart Serial channel 0 and change the HAL file to match, the system does not work. Only channel 4 seems to work. That is the channel that worked with the firmware I used temporarily. I double-checked that the firmware which supports all five Smart Serial channels (that the 7i85 should use) is actually flashed.
I also tested the 7i73 on my mill, and it works fine, so at least that card is not faulty. However, it is not detected on any of the Smart Serial channels of the 7i85.
With the two 7i84U cards I have, I have the problem that only LEDs CR2 and CR7 are on, according to the manual. However, at least CR5 should also be on during startup. I don’t know how to troubleshoot this.
I’ve attached my HAL file as well—maybe I am doing something wrong there.
Please Log in or Create an account to join the conversation.
- Dudelbert
- Offline
- Senior Member
-
Less
More
- Posts: 79
- Thank you received: 20
24 Feb 2026 16:10 #343408
by Dudelbert
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
I tried again today.
At this point, I believe that at least some of the hardware is broken. The Smart Serial channels 0 to 3 of the 7i92t/7i85 combo do not work. I was able to get 4 of the 5 Smart Serial boards to be detected if I connect them to channel 4 of the 7i85, but on all other channels I get nothing. I don’t know if the fact that this is exactly the channel used by the bitfile I used to get a working config is a coincidence, or if I somehow managed to damage something.
I also don’t really understand how the process described in this topic works:
forum.linuxcnc.org/39-pncconf/52554-disc...ted-mesa-fpga#299687
With the described setup, there is no way to set the X and Z axes. When I try to go that route, I always get an error window in PnCconf telling me I have to set stepgen or pwmgen for the axes. So the statement “The rest of the setup in PnCconf should proceed in a more normal manner.” seems strange to me.
Regarding the 7i84U, I can get one to be detected, but I get an undervoltage error. Measuring the outputs, they do not seem to work when I set or reset them, and when I inject +24V or GND into an input, it does not change state in HAL Show either.
The second 7i84U is not detected at all, and LED CR6 does not come on.
So are both broken somehow? I don’t know.
At this point, I think my 7i73 and 7i83 are probably fine. Both 7i84Us are likely faulty, but in different ways, and either the 7i92T or the 7i85 may also have some problems.
I really don’t know how to proceed from here. Honestly, I am considering getting a 7i97T and more or less replicating the setup I use on my mill.
At this point, I believe that at least some of the hardware is broken. The Smart Serial channels 0 to 3 of the 7i92t/7i85 combo do not work. I was able to get 4 of the 5 Smart Serial boards to be detected if I connect them to channel 4 of the 7i85, but on all other channels I get nothing. I don’t know if the fact that this is exactly the channel used by the bitfile I used to get a working config is a coincidence, or if I somehow managed to damage something.
I also don’t really understand how the process described in this topic works:
forum.linuxcnc.org/39-pncconf/52554-disc...ted-mesa-fpga#299687
With the described setup, there is no way to set the X and Z axes. When I try to go that route, I always get an error window in PnCconf telling me I have to set stepgen or pwmgen for the axes. So the statement “The rest of the setup in PnCconf should proceed in a more normal manner.” seems strange to me.
Regarding the 7i84U, I can get one to be detected, but I get an undervoltage error. Measuring the outputs, they do not seem to work when I set or reset them, and when I inject +24V or GND into an input, it does not change state in HAL Show either.
The second 7i84U is not detected at all, and LED CR6 does not come on.
So are both broken somehow? I don’t know.
At this point, I think my 7i73 and 7i83 are probably fine. Both 7i84Us are likely faulty, but in different ways, and either the 7i92T or the 7i85 may also have some problems.
I really don’t know how to proceed from here. Honestly, I am considering getting a 7i97T and more or less replicating the setup I use on my mill.
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.189 seconds