G540 + EMC2 = missing steps
- DaBit
- Offline
- Elite Member
-

Less
More
- Posts: 203
- Thank you received: 19
26 Mar 2014 15:56 #45270
by DaBit
Replied by DaBit on topic G540 + EMC2 = missing steps
I have seen two cases of step loss when using simultaneous motion over multiple axes:
- Case 1: the problem was the switch mode power supply. Although it was a hefty 48V/10Amp supply, it was not capable of running 3 motors at the same time. Switch mode power supplies are not good motor supplies unless grossly overdimensioned; they have problems coping with regenerative energy. Solution: I had the guy add a second power supply and power one of the axes from that one.
- Case 2: The problem was some deformation in the machine frame. When the X axis was moving the Y axis was binding and vice versa. Alignment and stiffening solved the problems.
Not sure if this is the problem here, but checking it doesn't hurt.
- Case 1: the problem was the switch mode power supply. Although it was a hefty 48V/10Amp supply, it was not capable of running 3 motors at the same time. Switch mode power supplies are not good motor supplies unless grossly overdimensioned; they have problems coping with regenerative energy. Solution: I had the guy add a second power supply and power one of the axes from that one.
- Case 2: The problem was some deformation in the machine frame. When the X axis was moving the Y axis was binding and vice versa. Alignment and stiffening solved the problems.
Not sure if this is the problem here, but checking it doesn't hurt.
Please Log in or Create an account to join the conversation.
- Fredasiong
- Offline
- New Member
-

Less
More
- Posts: 17
- Thank you received: 0
26 Mar 2014 22:12 - 26 Mar 2014 23:06 #45282
by Fredasiong
Replied by Fredasiong on topic Re:G540 + EMC2 = missing steps
Arceye,
Sorry, I forgot to mention the controller is by Xylotex. See attached emc2 code.
Thanks
Sorry, I forgot to mention the controller is by Xylotex. See attached emc2 code.
Thanks
Last edit: 26 Mar 2014 23:06 by Fredasiong.
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-

Less
More
- Posts: 22
- Thank you received: 240
26 Mar 2014 22:47 - 27 Mar 2014 00:07 #45283
by ArcEye
Replied by ArcEye on topic Re:G540 + EMC2 = missing steps
Hi
The code is typical generated, no spacing, unnecessary repeats etc but no use of cutter compensation, so that is out.
The points by DaBit are good ones, his first point was my next gambit.
The overcuts correspond exactly with the entry plunges at the start of the cut (and the retraction). The entry is preceeded by a 3 axis move to co-ordinates and the exit is a XY moving into Z
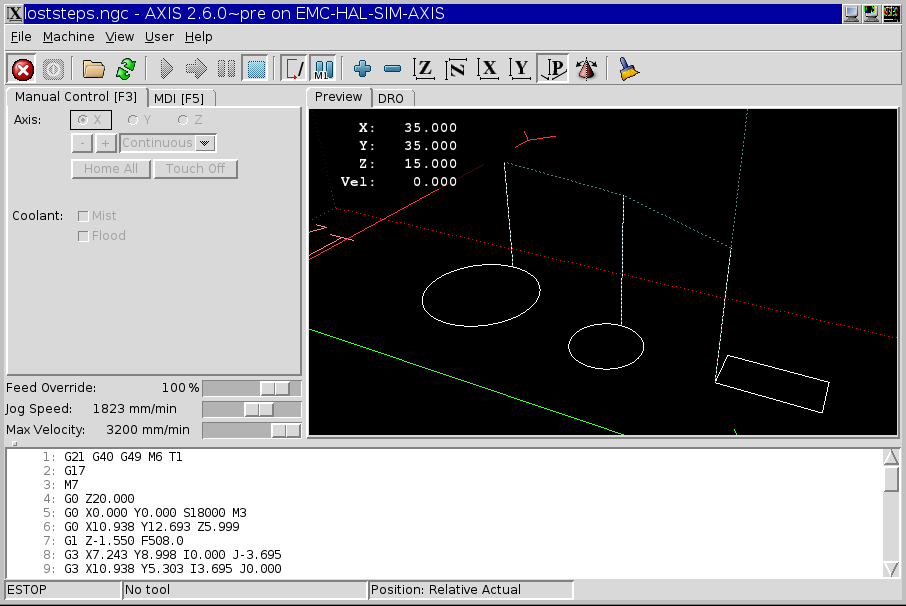
I have amended the code as per below.
I have introduced G61 to force exact path mode, broken the 3 axis moves with included spindle startup into a S18000 M3, then XY followed by a Z,
reduced the seemingly suicidal F508 feed for the Z plunge to F100 (this is used thereafter for cutting for now)
and spaced the code so you can read it!
Give it a try and see if it cuts properly.
If so you can add things back until it errors and you will get a good idea what is causing problems.
regards
The code is typical generated, no spacing, unnecessary repeats etc but no use of cutter compensation, so that is out.
The points by DaBit are good ones, his first point was my next gambit.
The overcuts correspond exactly with the entry plunges at the start of the cut (and the retraction). The entry is preceeded by a 3 axis move to co-ordinates and the exit is a XY moving into Z
I have amended the code as per below.
I have introduced G61 to force exact path mode, broken the 3 axis moves with included spindle startup into a S18000 M3, then XY followed by a Z,
reduced the seemingly suicidal F508 feed for the Z plunge to F100 (this is used thereafter for cutting for now)
and spaced the code so you can read it!
Give it a try and see if it cuts properly.
If so you can add things back until it errors and you will get a good idea what is causing problems.
regards
G21 G40 G49
G17 G61
M6 T1
M7
S18000 M3
G0 Z20.000
G0 X0.000 Y0.000
G0 X10.938 Y12.693
G0 Z5.999
G1 Z-1.550 F100
G3 X7.243 Y8.998 I0.000 J-3.695
G3 X10.938 Y5.303 I3.695 J0.000
G3 X14.634 Y8.998 I0.000 J3.695
G3 X10.938 Y12.693 I-3.695 J0.000
G0 Z5.999
;S18000 M03
G0 X19.816 Y10.924 Z5.999
G1 Z-2.700 F100
G3 X17.606 Y8.714 I0.000 J-2.210
G3 X19.816 Y6.504 I2.210 J0.000
G3 X22.026 Y8.714 I0.000 J2.210
G3 X19.816 Y10.924 I-2.210 J0.000
G0 Z5.999
;S18000 M03
G0 X26.758 Y7.333 Z5.999
G1 Z-2.000 F100
G1 X32.191
G1 Y9.892
G1 X26.758
G1 Y7.333
G0 Z5.999
G0 Z20.000
G0 X0.000 Y0.000
M2
Last edit: 27 Mar 2014 00:07 by ArcEye.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
27 Mar 2014 07:20 #45296
by andypugh
Tangential arc lead-in moves would be nicer.
Replied by andypugh on topic Re:G540 + EMC2 = missing steps
How does the hole size compare to what is being requested? I could imagine what you see being due to machine flex. (especially if the Z rocks during a plunge)Sorry, I forgot to mention the controller is by Xylotex. See attached emc2 code.
Tangential arc lead-in moves would be nicer.
Please Log in or Create an account to join the conversation.
- Fredasiong
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
27 Mar 2014 21:47 #45313
by Fredasiong
Replied by Fredasiong on topic Re:G540 + EMC2 = missing steps
Sorry, just got in. Thank you very for the excellent support that I am getting.
I will try this new code but I am a rookie on this. Where can I edit this code to add this statements?
Thanks
I will try this new code but I am a rookie on this. Where can I edit this code to add this statements?
Thanks
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 240
28 Mar 2014 00:54 #45318
by ArcEye
The code has already been changed as I outlined.
Just cut and paste the code in the yellow code box, paste it in gedit and save as say test.ngc
Then run Linuxcnc and load test.ngc and try it.
regards
Replied by ArcEye on topic Re:G540 + EMC2 = missing steps
I will try this new code but I am a rookie on this. Where can I edit this code to add this statements?
The code has already been changed as I outlined.
Just cut and paste the code in the yellow code box, paste it in gedit and save as say test.ngc
Then run Linuxcnc and load test.ngc and try it.
regards
Please Log in or Create an account to join the conversation.
- Fredasiong
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
28 Mar 2014 02:09 #45319
by Fredasiong
Replied by Fredasiong on topic Re:G540 + EMC2 = missing steps
Arceye,
Thank you very much. Perfect outcome on circles and square. Now that you have solved the problem, how do I do this if I have 3000 lines of code ?
Regards
Thank you very much. Perfect outcome on circles and square. Now that you have solved the problem, how do I do this if I have 3000 lines of code ?
Regards
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 240
28 Mar 2014 03:20 #45323
by ArcEye
Replied by ArcEye on topic Re:G540 + EMC2 = missing steps
Hi
The gcode takes the strain off the PSU by only having a max of two axes at once operating.
The answer is not to change your gcode but to beef up your power supply.
As an experiment I ran my big mill with a 24v 350W PSU covering all 3 axes, the results were diabolical, could hardly move without losing steps.
My normal setup is a 76v 14A PSU for X and Y and 56v toroidal 8A PSU for Z
Difference, next to impossible to lose steps with the latter
regards
The gcode takes the strain off the PSU by only having a max of two axes at once operating.
The answer is not to change your gcode but to beef up your power supply.
As an experiment I ran my big mill with a 24v 350W PSU covering all 3 axes, the results were diabolical, could hardly move without losing steps.
My normal setup is a 76v 14A PSU for X and Y and 56v toroidal 8A PSU for Z
Difference, next to impossible to lose steps with the latter
regards
Please Log in or Create an account to join the conversation.
- Fredasiong
- Offline
- New Member
-
Less
More
- Posts: 17
- Thank you received: 0
28 Mar 2014 04:07 #45324
by Fredasiong
Replied by Fredasiong on topic Re:G540 + EMC2 = missing steps
would it be okay if I change my power supply to 350 watt from 125. ( I am using xylotex (3) 269 oz stepper @ 2.8amp each.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
28 Mar 2014 06:05 #45325
by andypugh
If you are running at 24V then 125W is only 1.7A per motor. If you are running at a higher voltage than that, then you have even less current.
350W is enough for your motors if you are running at less than 40V.
Replied by andypugh on topic Re:G540 + EMC2 = missing steps
would it be okay if I change my power supply to 350 watt from 125. ( I am using xylotex (3) 269 oz stepper @ 2.8amp each.
If you are running at 24V then 125W is only 1.7A per motor. If you are running at a higher voltage than that, then you have even less current.
350W is enough for your motors if you are running at less than 40V.
Please Log in or Create an account to join the conversation.
Time to create page: 0.148 seconds