Retrofit Gloria Europa 2/40 machining centre
- backtime
- Offline
- Senior Member
-

Less
More
- Posts: 56
- Thank you received: 0
30 Jun 2016 15:50 #76851
by backtime
Replied by backtime on topic Retrofit Gloria Europa 2/40 machining centre
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19876
- Thank you received: 4642
30 Jun 2016 15:57 #76852
by andypugh
You should change that, immediately.
Replied by andypugh on topic Retrofit Gloria Europa 2/40 machining centre
In my hal file i have
setp pid.x.maxerror .0005
You should change that, immediately.
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-
Less
More
- Posts: 17988
- Thank you received: 5281
30 Jun 2016 16:02 - 30 Jun 2016 16:03 #76854
by PCW
Replied by PCW on topic Retrofit Gloria Europa 2/40 machining centre
You will also likely find that your P term is way too high for an encoder feedback situation
so i would set it lower to start
so i would set it lower to start
Last edit: 30 Jun 2016 16:03 by PCW.
Please Log in or Create an account to join the conversation.
- backtime
- Offline
- Senior Member
-
Less
More
- Posts: 56
- Thank you received: 0
30 Jun 2016 16:23 #76855
by backtime
Yes sir... immediately he he he")
Actually i have P=1000, I found this value by reading a few posts on the forum, what value would you use as a starting value?
P=50 might be fine as starting point?
Replied by backtime on topic Retrofit Gloria Europa 2/40 machining centre
You should change that, immediately.
Yes sir... immediately he he he
You will also likely find that your P term is way too high for an encoder feedback situation
so i would set it lower to start
Actually i have P=1000, I found this value by reading a few posts on the forum, what value would you use as a starting value?
P=50 might be fine as starting point?
Please Log in or Create an account to join the conversation.
- backtime
- Offline
- Senior Member
-
Less
More
- Posts: 56
- Thank you received: 0
30 Jun 2016 16:38 #76856
by backtime
Replied by backtime on topic Retrofit Gloria Europa 2/40 machining centre
Meanwhile I was able to retrieve the configuration files.
Are preliminary files in which only the X axis has been configured, I'll setup other axes when the axis X will work properly.
For halscope plot I have to wait to get back to the workshop.
Thanks for your help
Are preliminary files in which only the X axis has been configured, I'll setup other axes when the axis X will work properly.
For halscope plot I have to wait to get back to the workshop.
Thanks for your help
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17988
- Thank you received: 5281
30 Jun 2016 16:43 #76858
by PCW
Replied by PCW on topic Retrofit Gloria Europa 2/40 machining centre
Yes P=1000 makes sense for open loop stepgens but is likely too high for closed loop
because there is much larger delay from VelocityCommand --> Step -->Drive --> Mechanics --> Encoder --> LinuxCNC
vs open loops VelocityCommand --> StepgenPositionFeedback
because there is much larger delay from VelocityCommand --> Step -->Drive --> Mechanics --> Encoder --> LinuxCNC
vs open loops VelocityCommand --> StepgenPositionFeedback
Please Log in or Create an account to join the conversation.
- backtime
- Offline
- Senior Member
-
Less
More
- Posts: 56
- Thank you received: 0
04 Jul 2016 17:00 - 04 Jul 2016 17:03 #76976
by backtime
Replied by backtime on topic Retrofit Gloria Europa 2/40 machining centre
Ok, withthings are much better
Now i have P=50 and error is stable at 0.02 at high speed, I will make a few tries with other PID parameters,
but this is a great value.
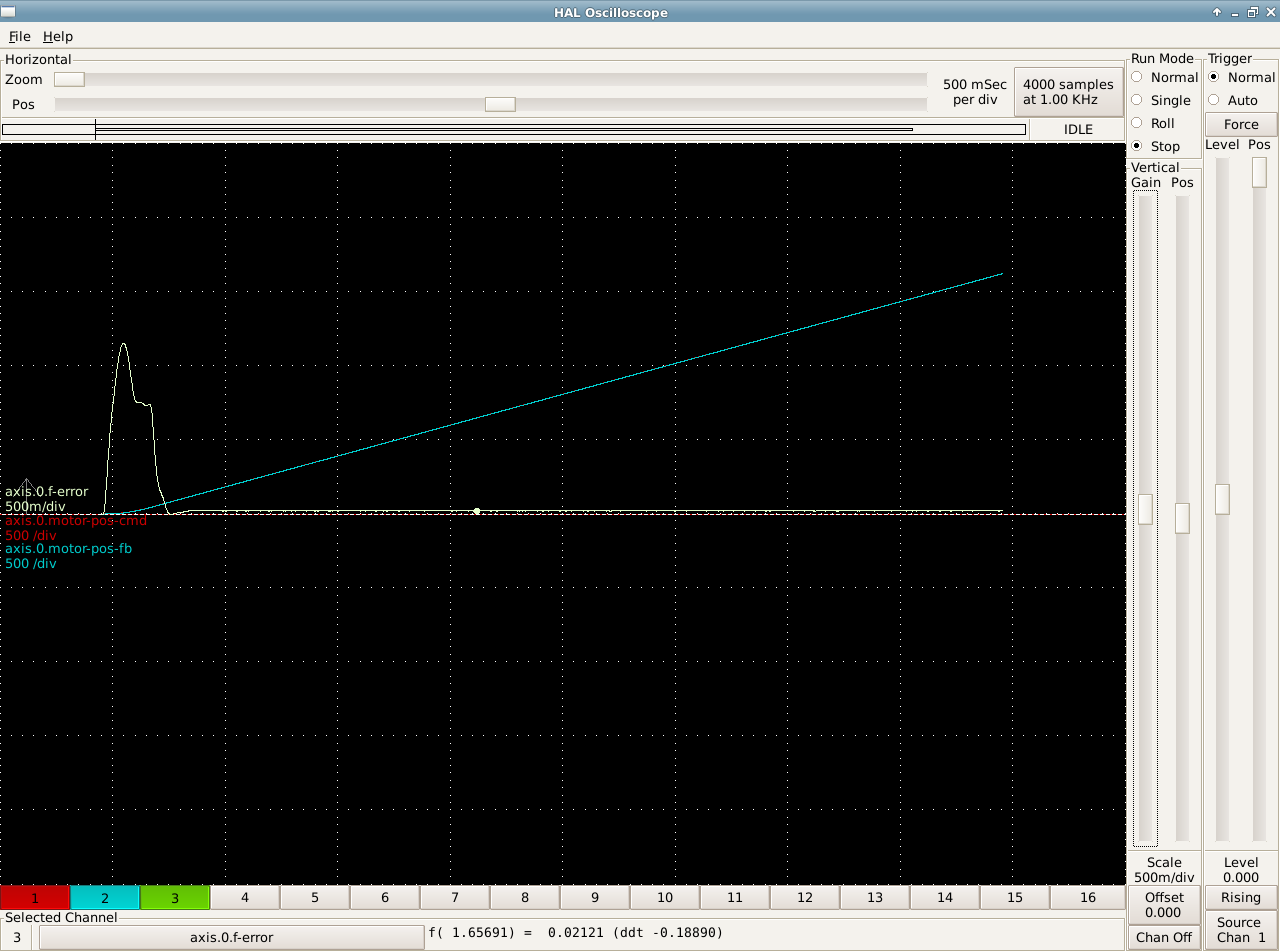
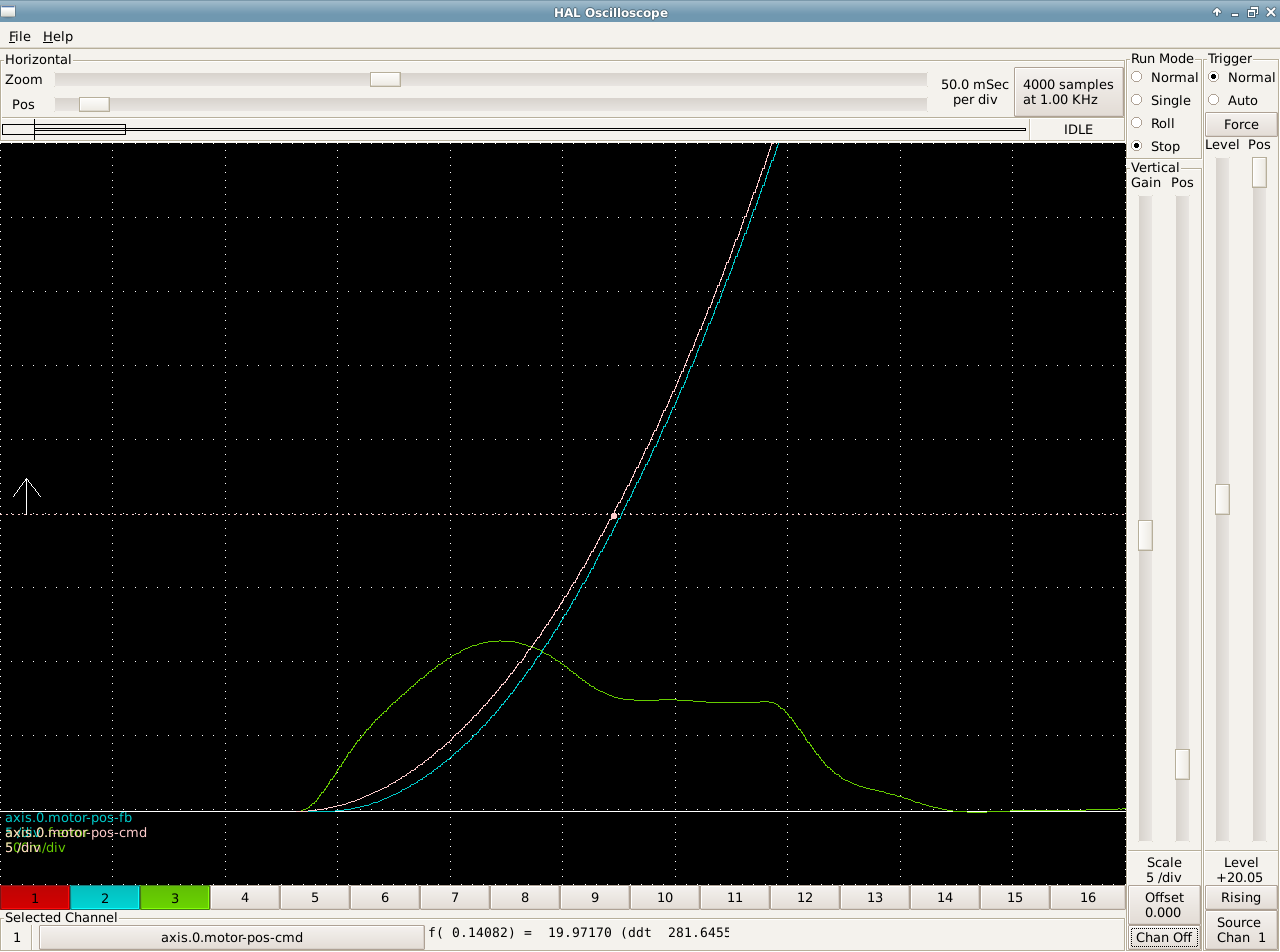
The only problem is a peak at the beginning of the acceleration ramp (ferror raise to 1/1.1), i have taken a screenshot of halscope and saved halscope data file. Pins in halshow are: motor-pos-cmd, motor-pos-fb and ferror.
if you have suggestions let me know.
p.s. the command "Open data file" in halscope is greyed out, saved data cannot be loaded?
setp pid.x.maxerror 0Now i have P=50 and error is stable at 0.02 at high speed, I will make a few tries with other PID parameters,
but this is a great value.
The only problem is a peak at the beginning of the acceleration ramp (ferror raise to 1/1.1), i have taken a screenshot of halscope and saved halscope data file. Pins in halshow are: motor-pos-cmd, motor-pos-fb and ferror.
if you have suggestions let me know.
p.s. the command "Open data file" in halscope is greyed out, saved data cannot be loaded?
Last edit: 04 Jul 2016 17:03 by backtime.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17988
- Thank you received: 5281
04 Jul 2016 17:18 - 04 Jul 2016 17:41 #76977
by PCW
Replied by PCW on topic Retrofit Gloria Europa 2/40 machining centre
I suspect your drives cannot accelerate as fast as requested probably because
your INI file velocity and acceleration settings are too high for a mill
(500 mm/sec is possible on a fast router but scary fast for a mill)
your INI file velocity and acceleration settings are too high for a mill
(500 mm/sec is possible on a fast router but scary fast for a mill)
Last edit: 04 Jul 2016 17:41 by PCW.
Please Log in or Create an account to join the conversation.
- backtime
- Offline
- Senior Member
-
Less
More
- Posts: 56
- Thank you received: 0
05 Jul 2016 08:48 #77014
by backtime
Replied by backtime on topic Retrofit Gloria Europa 2/40 machining centre
It can be, but the data of speed and acceleration are provided by the manufacturer and are the result of simulations carried out by the manufacturer considering the masses involved.
This is the simulation for the X axis
Anyway I will try to decrease the values of acceleration and maximum speed up to eliminate the peak.
Thanks for answers.
This is the simulation for the X axis
Anyway I will try to decrease the values of acceleration and maximum speed up to eliminate the peak.
Thanks for answers.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19876
- Thank you received: 4642
05 Jul 2016 09:20 #77017
by andypugh
Replied by andypugh on topic Retrofit Gloria Europa 2/40 machining centre
Do you have any FF1 term in the PID? There is a pin to connect the velocity command from HAL to make that work better.
axis.N.joint-vel-cmd => pid.N.command-deriv
You are showing a 1mm out-of-position error at the star of a rapid. This will be top limit for the off-of-path error, which will typically be rather smaller. (ie, the tool will be behind the commanded position, but often fairly close to the path despite this)
You might find that the error reduces rapidly with lower accel limits.
axis.N.joint-vel-cmd => pid.N.command-deriv
You are showing a 1mm out-of-position error at the star of a rapid. This will be top limit for the off-of-path error, which will typically be rather smaller. (ie, the tool will be behind the commanded position, but often fairly close to the path despite this)
You might find that the error reduces rapidly with lower accel limits.
Please Log in or Create an account to join the conversation.
Time to create page: 0.278 seconds