Do you really need a spring loaded pinion drive?
- rodw
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 11953
- Thank you received: 4070
18 Oct 2016 10:42 #81765
by rodw
Thanks Andy, I felt the same way until I found that I could only get 4mm or 6mm ally and I really want 5mm.
I did see a commercial plasma table that boasted a gap behind the rack as a feature to let debris fall though. Having (almost) built one now, I know that the so called feature had another undisclosed purpose. To let everything fit together!
Anyway, I'll grab a strip of 6mm ally and see how I go.
Replied by rodw on topic Do you really need a spring loaded pinion drive?
I think I would prefer to see it solidly supported if it was mine.
Thanks Andy, I felt the same way until I found that I could only get 4mm or 6mm ally and I really want 5mm.
I did see a commercial plasma table that boasted a gap behind the rack as a feature to let debris fall though. Having (almost) built one now, I know that the so called feature had another undisclosed purpose. To let everything fit together!
Anyway, I'll grab a strip of 6mm ally and see how I go.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Away
- Moderator
-

Less
More
- Posts: 19863
- Thank you received: 4636
18 Oct 2016 10:57 #81768
by andypugh
www.ebay.co.uk/itm/Aluminium-Flat-Bar-St...DPA31vHsD3WtgBEX6mHw
As en example, possibly in the wrong continent.
Replied by andypugh on topic Do you really need a spring loaded pinion drive?
Have you tried eBay?I felt the same way until I found that I could only get 4mm or 6mm ally and I really want 5mm.
www.ebay.co.uk/itm/Aluminium-Flat-Bar-St...DPA31vHsD3WtgBEX6mHw
As en example, possibly in the wrong continent.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4070
18 Oct 2016 13:27 #81779
by rodw
A bit far away when I have an account with supplier 5 min from home.")
But now I've looked, no 5mm on ebay in Australia. I will get away with 6mm as I tried a few offcuts.
I just want to get this done after you guys held me up a few weeks improving my design....
Replied by rodw on topic Do you really need a spring loaded pinion drive?
Have you tried eBay?I felt the same way until I found that I could only get 4mm or 6mm ally and I really want 5mm.
www.ebay.co.uk/itm/Aluminium-Flat-Bar-St...DPA31vHsD3WtgBEX6mHw
As en example, possibly in the wrong continent.
A bit far away when I have an account with supplier 5 min from home.
But now I've looked, no 5mm on ebay in Australia. I will get away with 6mm as I tried a few offcuts.
I just want to get this done after you guys held me up a few weeks improving my design....
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Online
- Platinum Member
-
Less
More
- Posts: 4745
- Thank you received: 1454
18 Oct 2016 14:33 #81787
by Todd Zuercher
Replied by Todd Zuercher on topic Do you really need a spring loaded pinion drive?
Sorry about that, we'll try not to let it happen again.
The following user(s) said Thank You: rodw
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4070
19 Oct 2016 10:17 #81827
by rodw
Todd, I think you are all part of a global conspiracy! I bought all of $4.97 worth of ally today on the way to work this morning and after I cut it to size tonight, I realised that they had supplied 6x25mm flat bar instead of the 6x20mm on the invoice that I asked for. More delays.
Replied by rodw on topic Do you really need a spring loaded pinion drive?
Sorry about that, we'll try not to let it happen again.
Todd, I think you are all part of a global conspiracy! I bought all of $4.97 worth of ally today on the way to work this morning and after I cut it to size tonight, I realised that they had supplied 6x25mm flat bar instead of the 6x20mm on the invoice that I asked for. More delays.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Away
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
19 Oct 2016 11:10 #81832
by andypugh
Replied by andypugh on topic Do you really need a spring loaded pinion drive?
If you built a small rolling mill you could make 5x20 out of 6x17. And it shouldn't take more than a few weeks to make it.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4070
23 Oct 2016 04:35 #81947
by rodw
Replied by rodw on topic Do you really need a spring loaded pinion drive?
Well, I think this thread has served its purpose. I finally got this done.
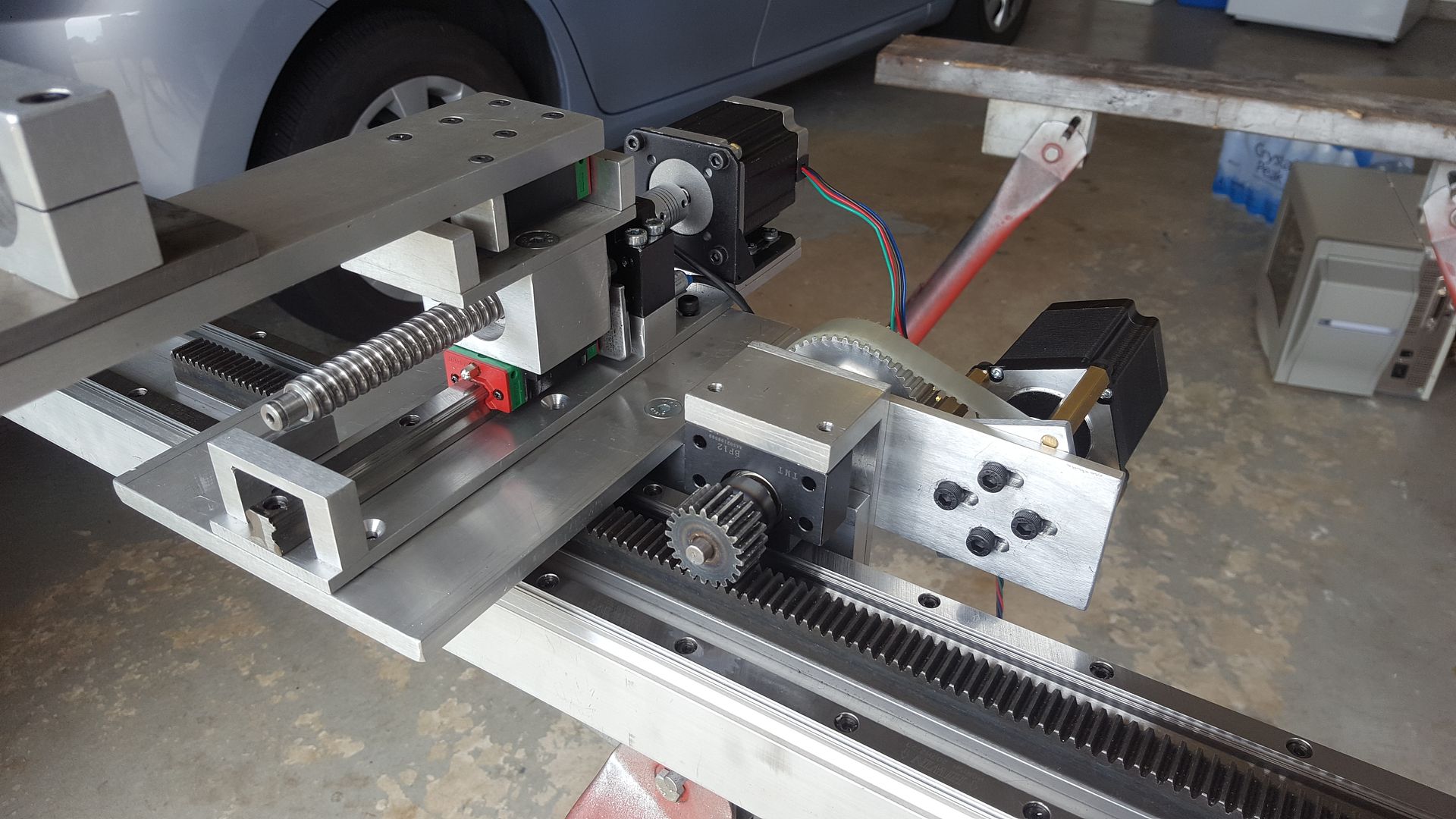
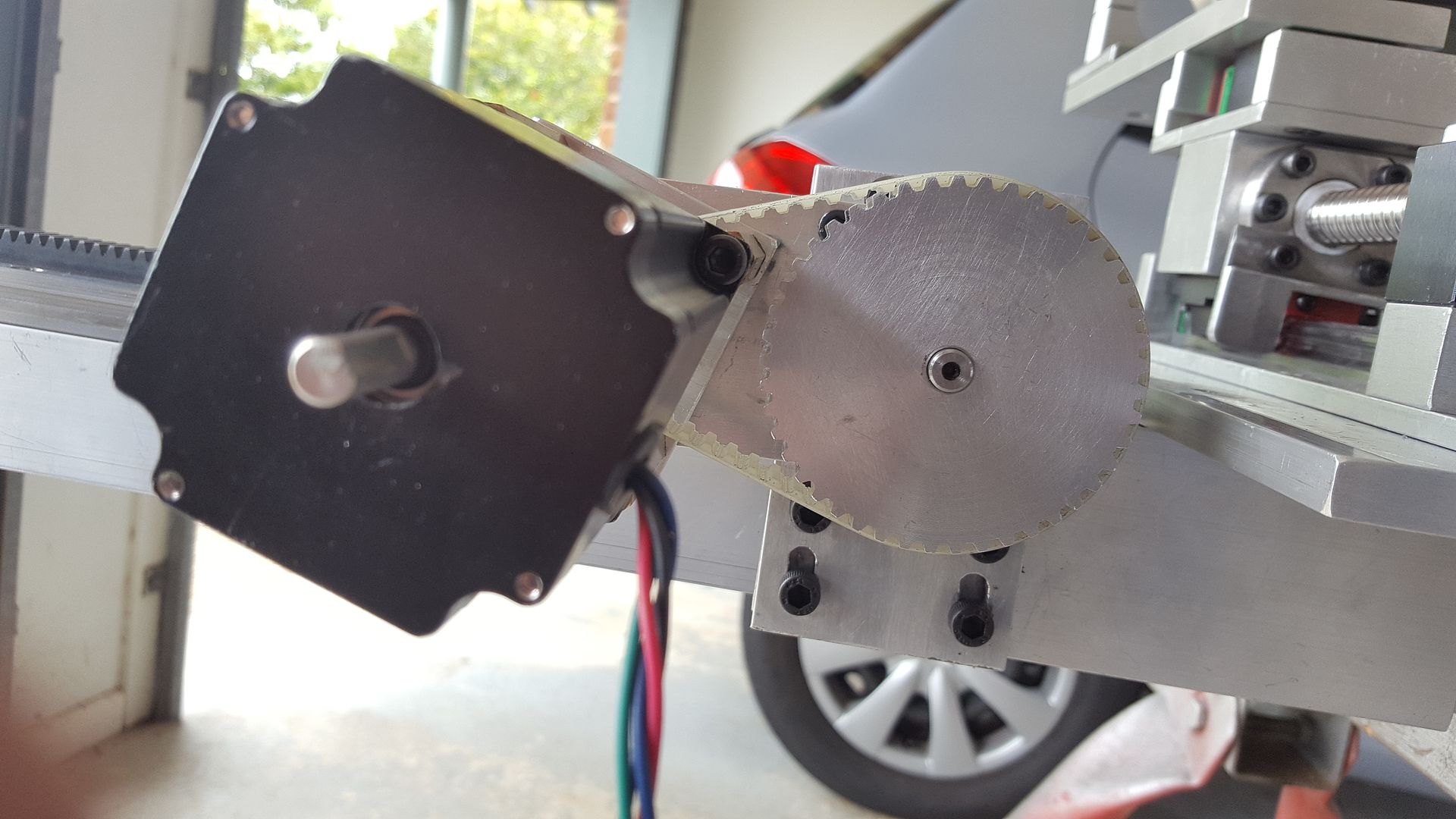
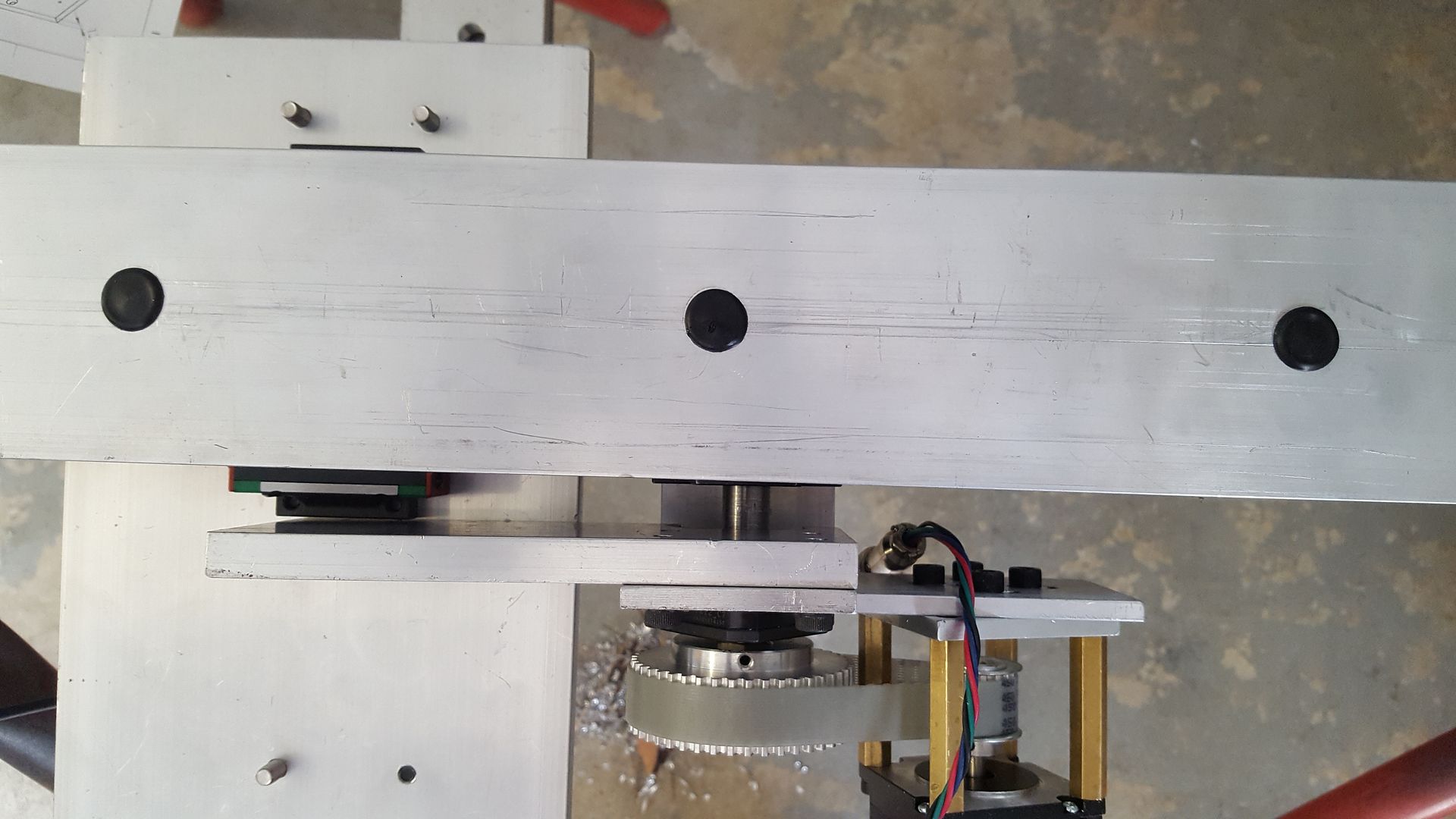
Clearance for the belt
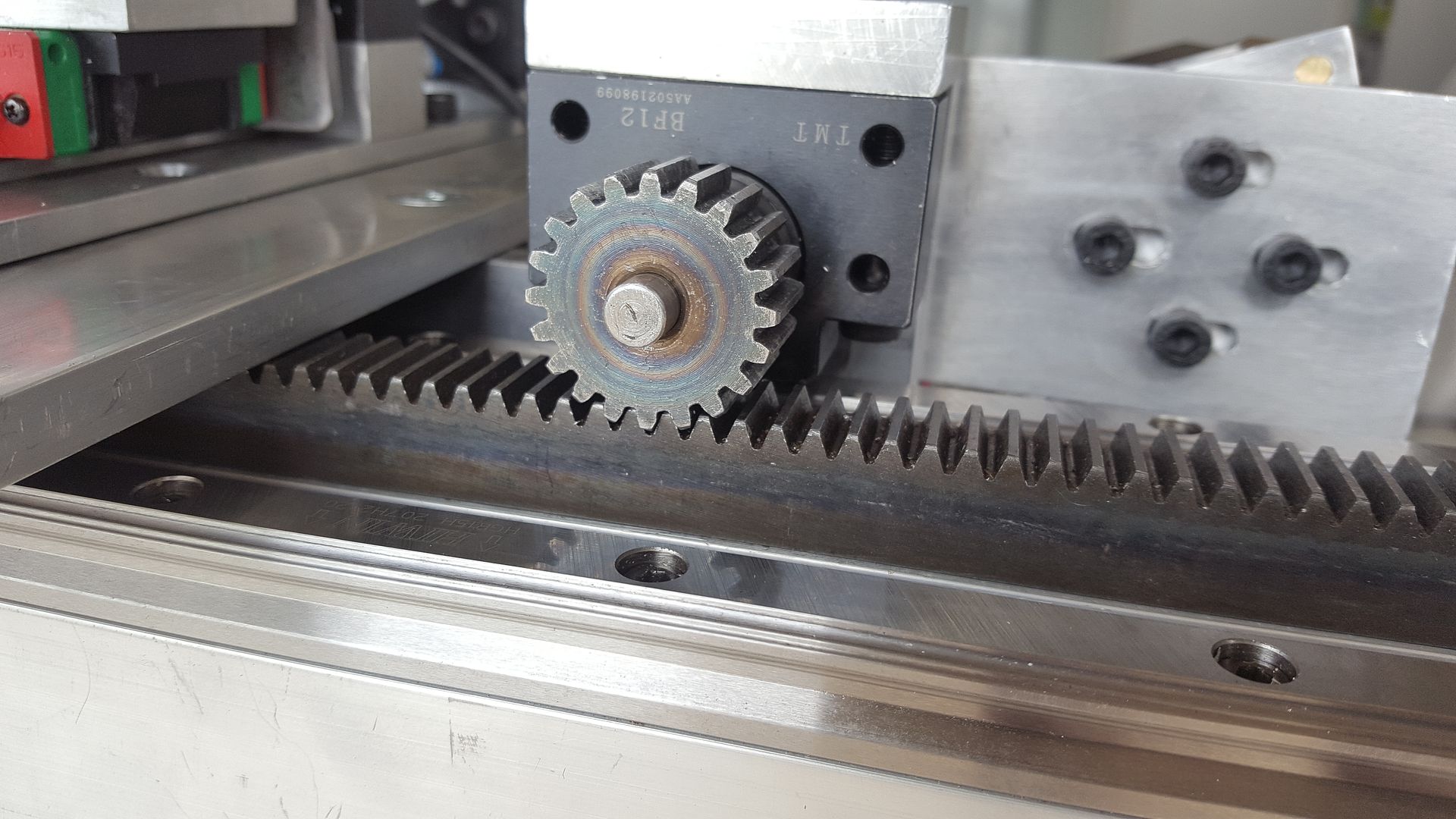
Pinion Drive Shaft detail.
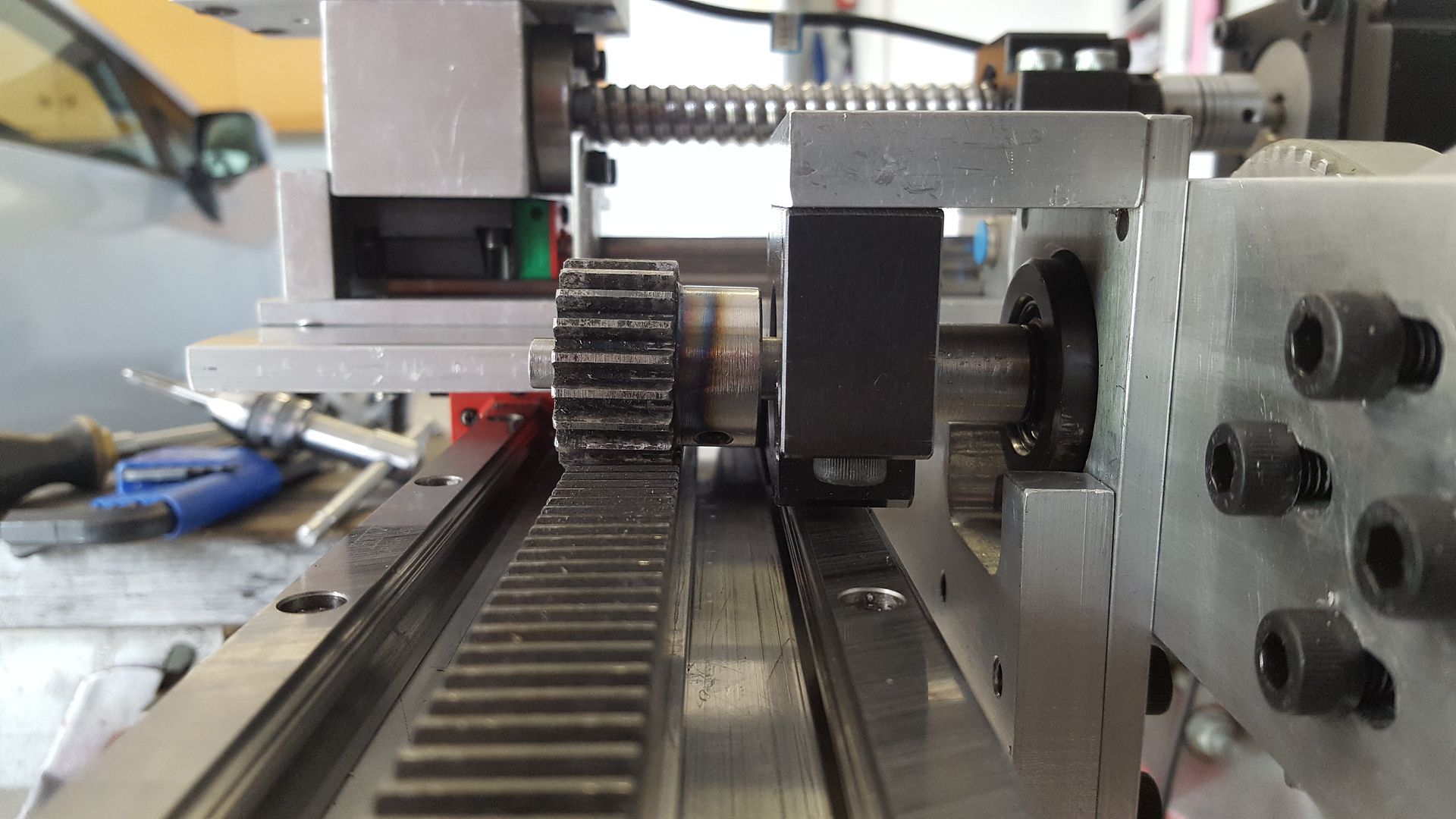
This also shows the full length 20mm x 6mm packer under the rack so the bearing block cleared the guide rail. You could probably avoid the need for this if you made the shaft longer. In practice, making the packer strip and drilling all the holes in it before hand made it easy to drill the holes into the gantry. There was exactly 50mm between the two guide rails. My end stops I had machined to be 15mm high which was the exactly the required distance each side of the 20mm wide packer. I used them to set the position of the packer. Initially, I drilled and tapped holes for each end of the packer and bolted it down securely, then I used my improvised 15mm spacer to align the packer perfectly while centre punching with a transfer punch to get the punch centred on the hole. With all the holes drilled, I the drilled the threaded holes out and bolted it all together.
Because this gear rack has threaded mounting bolts on the reverse side and I was mounting it to a 80mm x 40mm RHS, I had to drill clearance holes right through so I could secure the rack using socket head cap screws using an allen key. A blob of grease helped hold the bolt on the end of an allen key as I inserted it.
To tidy it all up, I added some rubber grommets on the reverse side.
Sorry, but its going to be a while before this will be moving. There is still a fair bit to do to the gantry to add limit switches and all of the wiring. I've got most of the stuff I need here but it looks like I need to make a stand to hold it upright.
Thanks again for all the helpful delay causing advice
Clearance for the belt
Pinion Drive Shaft detail.
This also shows the full length 20mm x 6mm packer under the rack so the bearing block cleared the guide rail. You could probably avoid the need for this if you made the shaft longer. In practice, making the packer strip and drilling all the holes in it before hand made it easy to drill the holes into the gantry. There was exactly 50mm between the two guide rails. My end stops I had machined to be 15mm high which was the exactly the required distance each side of the 20mm wide packer. I used them to set the position of the packer. Initially, I drilled and tapped holes for each end of the packer and bolted it down securely, then I used my improvised 15mm spacer to align the packer perfectly while centre punching with a transfer punch to get the punch centred on the hole. With all the holes drilled, I the drilled the threaded holes out and bolted it all together.
Because this gear rack has threaded mounting bolts on the reverse side and I was mounting it to a 80mm x 40mm RHS, I had to drill clearance holes right through so I could secure the rack using socket head cap screws using an allen key. A blob of grease helped hold the bolt on the end of an allen key as I inserted it.
To tidy it all up, I added some rubber grommets on the reverse side.
Sorry, but its going to be a while before this will be moving. There is still a fair bit to do to the gantry to add limit switches and all of the wiring. I've got most of the stuff I need here but it looks like I need to make a stand to hold it upright.
Thanks again for all the helpful delay causing advice
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 11953
- Thank you received: 4070
11 Dec 2016 21:12 - 11 Dec 2016 21:13 #83924
by rodw
Replied by rodw on topic Do you really need a spring loaded pinion drive?
Well I finally got this together, the electronics put together and the thing moving! It just needs a table... so I guess in another six months I might have a complete system.
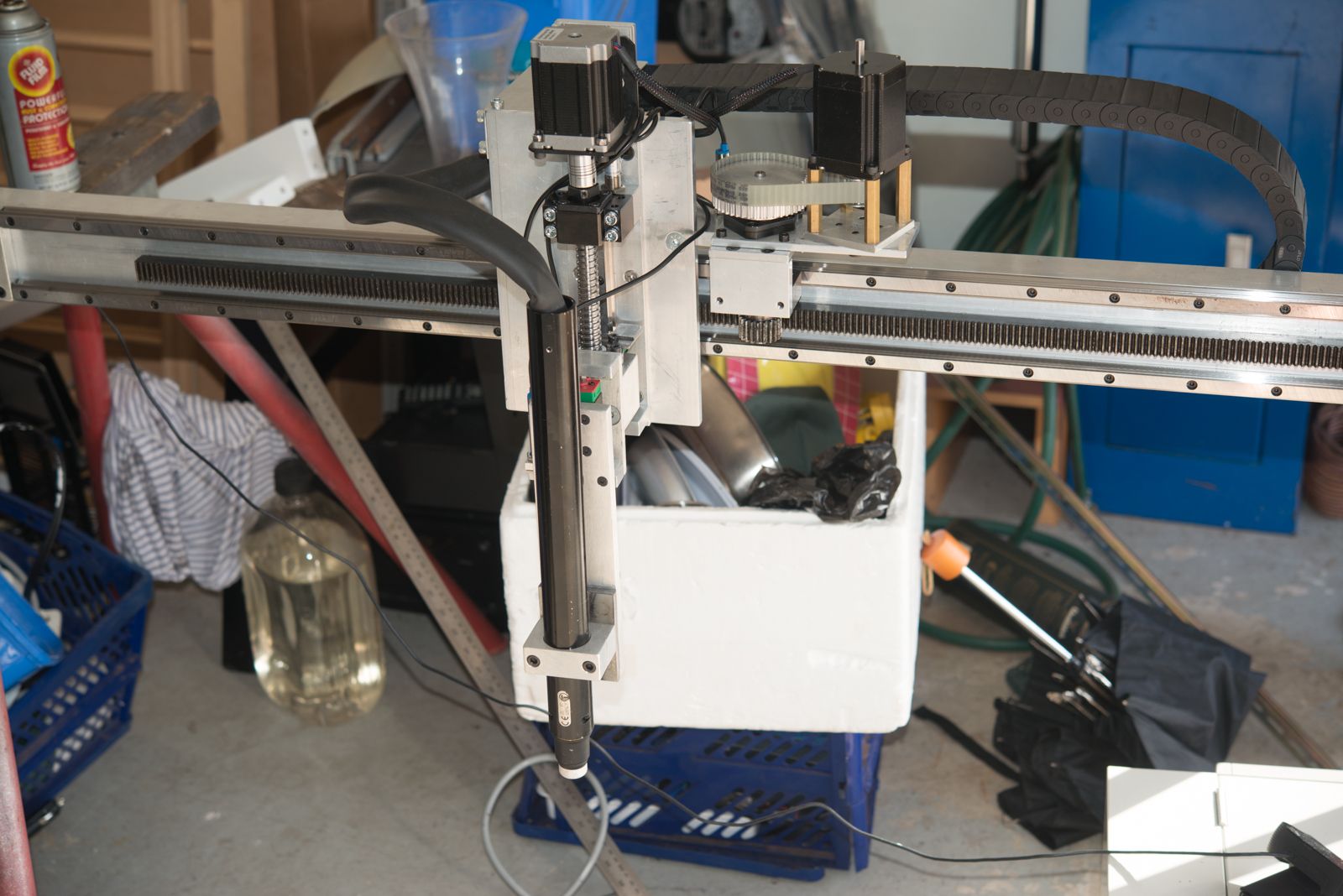
I have DM542A stepper controllers configured to 25 x microstepping and 2.8 amp NEMA 23 motors driven by a Mesa 7i76e.
I had it running at 40x microstepping but backed off a bit for good luck.. The Mesa card is pretty amazing.
Maximum speed is 21 metres per minute (826 inches per minute) and the accuracy is spot on over 20 metres up and down the gantry. Speed is more than double what I was hoping for.
There is an insane number of sensors on the gantry (7) and I made a breakout board for a DB9 connector at the gantry end which houses all of the sensor terminals and pullup resistors (because I bought NPN sensors not PNP). I bought a 5.0m off the shelf DB9 cable and breakout board at the controller end.
There is definitely no backlash so thanks everybody for your advice. Its amazing the holding power 1 small stepper has.
Now I've have determined a safe maximum speed, I want to determine what is the maximum settings for acceleration
So I have some questions to finish this off.
1. What is the best way to determine maximum acceleration? (Currently set to 900 mm/s/s)
2. What Ini settings influence stepper motor following errors on deceleration? I've been getting a few in Gcode files but did not see them when typing manual commands into Axis.
I have DM542A stepper controllers configured to 25 x microstepping and 2.8 amp NEMA 23 motors driven by a Mesa 7i76e.
I had it running at 40x microstepping but backed off a bit for good luck.. The Mesa card is pretty amazing.
Maximum speed is 21 metres per minute (826 inches per minute) and the accuracy is spot on over 20 metres up and down the gantry. Speed is more than double what I was hoping for.
There is an insane number of sensors on the gantry (7) and I made a breakout board for a DB9 connector at the gantry end which houses all of the sensor terminals and pullup resistors (because I bought NPN sensors not PNP). I bought a 5.0m off the shelf DB9 cable and breakout board at the controller end.
There is definitely no backlash so thanks everybody for your advice. Its amazing the holding power 1 small stepper has.
Now I've have determined a safe maximum speed, I want to determine what is the maximum settings for acceleration
So I have some questions to finish this off.
1. What is the best way to determine maximum acceleration? (Currently set to 900 mm/s/s)
2. What Ini settings influence stepper motor following errors on deceleration? I've been getting a few in Gcode files but did not see them when typing manual commands into Axis.
Last edit: 11 Dec 2016 21:13 by rodw.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Away
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
11 Dec 2016 21:21 #83925
by andypugh
Trial and error, I suspect.
I can't recall if you can change acceleration on-the-fly or have to reboot.
You can definitely change the stepgen accel, but I am not so sure about the TRAJ and JOINT stuff.
Try the Machine->Calibration menu in Axis
You will find that the motors stall at some accel setting, but it is entirely possible that you will decide that the banging and jerking is too much before that point.
Replied by andypugh on topic Do you really need a spring loaded pinion drive?
1. What is the best way to determine maximum acceleration? (Currently set to 900 mm/s/s).
Trial and error, I suspect.
I can't recall if you can change acceleration on-the-fly or have to reboot.
You can definitely change the stepgen accel, but I am not so sure about the TRAJ and JOINT stuff.
Try the Machine->Calibration menu in Axis
You will find that the motors stall at some accel setting, but it is entirely possible that you will decide that the banging and jerking is too much before that point.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
Less
More
- Posts: 21635
- Thank you received: 7391
11 Dec 2016 22:22 #83928
by tommylight
Replied by tommylight on topic Do you really need a spring loaded pinion drive?
On plasma cutters i set acceleration to 500mm/s/s usualy, but when sharp corners are needed i set it to 700. I never needed more than 700, so you are good at 900 for anything you might cut. Only if you cut thin shhets you might need more acceleration to get sharp corners at high cutting speeds.
Please Log in or Create an account to join the conversation.
Time to create page: 0.166 seconds