Wayyy in over my head AXYZ CNC Router retrofit
- Muibubbles
- Offline
- New Member
-

Less
More
- Posts: 6
- Thank you received: 0
31 Oct 2017 15:25 #101068
by Muibubbles
Replied by Muibubbles on topic Wayyy in over my head AXYZ CNC Router retrofit
Thank you Rod for the calculations. Metric does sound right as AXYZ is a Canadian based company. I wish it would be as easy as calling the manufacture for info but they are very secretive and any tech question requires you to open a support ticket ($100 each ticket) This is the main reason I am replacing anything that would make me depend on them. I also chose linuxcnc as it seems like its the better option over mach3 (what im use too) in the long run, but it has definitely a much more difficult learning curve.
Also there are definite signs of wear on the machine, the company prior did not maintenance it well and basically replaced parts as the crapped out due to poor environment conditions (solid surface with no vacuum extraction = caked debris everywhere) They have replaced over 7 stepper drives in about 5 years. I really hope i didnt make a huge mistake purchasing this...
I'm going to try plugging in those settings now and see what happens.
I dont understand the ini part, is there somewhere you can point me to for a better understanding? I have the whole manual printed but its quiet overwhelming and I haven't gotten past the pncconfig setup section.
Also there are definite signs of wear on the machine, the company prior did not maintenance it well and basically replaced parts as the crapped out due to poor environment conditions (solid surface with no vacuum extraction = caked debris everywhere) They have replaced over 7 stepper drives in about 5 years. I really hope i didnt make a huge mistake purchasing this...
I'm going to try plugging in those settings now and see what happens.
I dont understand the ini part, is there somewhere you can point me to for a better understanding? I have the whole manual printed but its quiet overwhelming and I haven't gotten past the pncconfig setup section.
Please Log in or Create an account to join the conversation.
- Muibubbles
- Offline
- New Member
-
Less
More
- Posts: 6
- Thank you received: 0
31 Oct 2017 17:23 #101071
by Muibubbles
Replied by Muibubbles on topic Wayyy in over my head AXYZ CNC Router retrofit
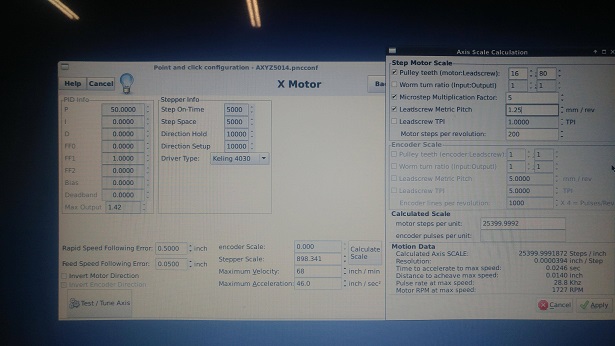
When I use the calculate/scale button for the stepper driver I cant seem to come up with the 898.341 steps per inch.. What am I missing? Should I just ignore that section and manual enter it into "stepper scale" When would the microstep multiplication factor in?
Also when I try to test my A axis, I get this error message:
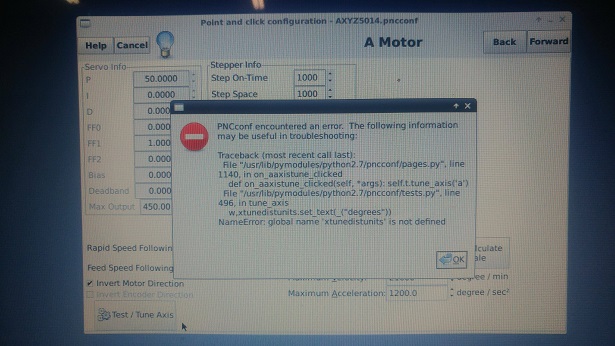
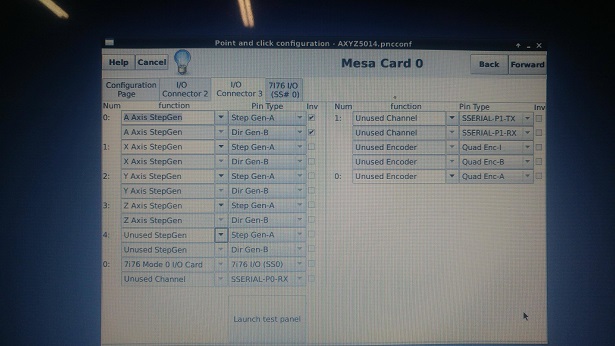
under the mesa card set up, there is an option to invert the a axis (which I have selected) is this to invert the axis or the signal? In addition I also have inverted a axis motor direction selected on the a axis motor set up page
Also when I try to test my A axis, I get this error message:
under the mesa card set up, there is an option to invert the a axis (which I have selected) is this to invert the axis or the signal? In addition I also have inverted a axis motor direction selected on the a axis motor set up page
Please Log in or Create an account to join the conversation.
- Muibubbles
- Offline
- New Member
-
Less
More
- Posts: 6
- Thank you received: 0
31 Oct 2017 17:28 #101073
by Muibubbles
Replied by Muibubbles on topic Wayyy in over my head AXYZ CNC Router retrofit
Also if there is anyone near or in the NJ area that would be willing to teach/help me set up I'd be glad to compensate for their time and help!
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4764
- Thank you received: 1464
31 Oct 2017 18:47 #101081
by Todd Zuercher
Replied by Todd Zuercher on topic Wayyy in over my head AXYZ CNC Router retrofit
20DP and 1.25MOD are pretty close, You will need to measure carefully to tell the difference between them. 3.7699111847 isn't real far away from 3.7105425042. Comparable to the difference between a 5TPI screw and a 5mm pitch one.
Even here in the US metric ball screws tend to be more common than inch ones. But metric racks and pinions seem to be much less common here.
Even here in the US metric ball screws tend to be more common than inch ones. But metric racks and pinions seem to be much less common here.
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
31 Oct 2017 21:41 #101085
by rodw
pncconf has never kept up with the Mesa environment. It takes all of the data you input and creates a basic hal file and ini file.Once you get all axes working you can calibrate the settings by editing the hal and ini files by hand and never use pncconf again.
So in the ini file, for each joint, there is a setting like
In my case this is the number of steps per mm as I havethis set in my INI file elsewhere
I'm going to assume that as you have a gantry machine, you are using the 2.8 master branch so the ini config docs are here:
linuxcnc.org/docs/devel/html/config/ini-config.html
Take the time to read this in conjunction with your ini file
I also had problems scaling one axis as I could never work out the pinion pitch as the parts differed from the specs I bought off.. What I did was lay a 1 metre steel rule on the table with a pointer against it. and measured the error as a percentage when moving 1 metre. Then I would take that percentage error and change the STEP_SCALE up or down by that percentage. After a few iterations, I was pretty happy.
To check I had everything right, I wrote some relative mode gcode that moved 20 metres up and down the gantry and measured the error at the end with a dial indicator as shown in this video
So it just goes to show there are more than one way to skin a cat but direct calculations are by far the easiest.
Replied by rodw on topic Wayyy in over my head AXYZ CNC Router retrofit
Thank you Rod for the calculations. Metric does sound right as AXYZ is a Canadian based company.
I dont understand the ini part, is there somewhere you can point me to for a better understanding? I have the whole manual printed but its quiet overwhelming and I haven't gotten past the pncconfig setup section.
pncconf has never kept up with the Mesa environment. It takes all of the data you input and creates a basic hal file and ini file.Once you get all axes working you can calibrate the settings by editing the hal and ini files by hand and never use pncconf again.
So in the ini file, for each joint, there is a setting like
STEP_SCALE = 159.154925543[TRAJ]
LINEAR_UNITS = mmI'm going to assume that as you have a gantry machine, you are using the 2.8 master branch so the ini config docs are here:
linuxcnc.org/docs/devel/html/config/ini-config.html
Take the time to read this in conjunction with your ini file
I also had problems scaling one axis as I could never work out the pinion pitch as the parts differed from the specs I bought off.. What I did was lay a 1 metre steel rule on the table with a pointer against it. and measured the error as a percentage when moving 1 metre. Then I would take that percentage error and change the STEP_SCALE up or down by that percentage. After a few iterations, I was pretty happy.
To check I had everything right, I wrote some relative mode gcode that moved 20 metres up and down the gantry and measured the error at the end with a dial indicator as shown in this video
So it just goes to show there are more than one way to skin a cat but direct calculations are by far the easiest.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4764
- Thank you received: 1464
01 Nov 2017 12:30 #101127
by Todd Zuercher
Replied by Todd Zuercher on topic Wayyy in over my head AXYZ CNC Router retrofit
That test doesn't tell you anything about the accuracy of your scale calculations. Unless you have a gauge at the other end of travel and you precisely measured the distance between the 2 gauges. Your scale calculations could be off by several feet and the move would still start and stop in the same place, unless you are loosing steps.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12054
- Thank you received: 4114
01 Nov 2017 12:36 #101129
by rodw
Replied by rodw on topic Wayyy in over my head AXYZ CNC Router retrofit
Todd, when I think about it again, you are right. But it was calibrated with a long steel ruler before this so I'm confident its accurate.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
03 Nov 2017 16:24 #101264
by andypugh
Replied by andypugh on topic Wayyy in over my head AXYZ CNC Router retrofit
Another gear calculator (mine, Google Spreadsheet)
docs.google.com/spreadsheets/d/1_I5LGzEB...4/edit#gid=921498712
You can try plugging in the numbers for either 20DP or 1.25 MOD and then check with a caliper using the two numbers at the bottom. That tells you how many teeth to measure over, and what the span should be.
For a new, unworn gear that is actually a sensitive enough measurement to tell the difference between a 14 degree and 20 degree pressure angle.
Unfortunately you do not look to have a new, unworn gear.
docs.google.com/spreadsheets/d/1_I5LGzEB...4/edit#gid=921498712
You can try plugging in the numbers for either 20DP or 1.25 MOD and then check with a caliper using the two numbers at the bottom. That tells you how many teeth to measure over, and what the span should be.
For a new, unworn gear that is actually a sensitive enough measurement to tell the difference between a 14 degree and 20 degree pressure angle.
Unfortunately you do not look to have a new, unworn gear.
Please Log in or Create an account to join the conversation.
Time to create page: 0.235 seconds