cnc Bosch cc100m retrofit
- lois
- Offline
- New Member
-

Less
More
- Posts: 11
- Thank you received: 0
25 Sep 2019 21:02 - 25 Sep 2019 21:03 #146182
by lois
cnc Bosch cc100m retrofit was created by lois
Hi there.
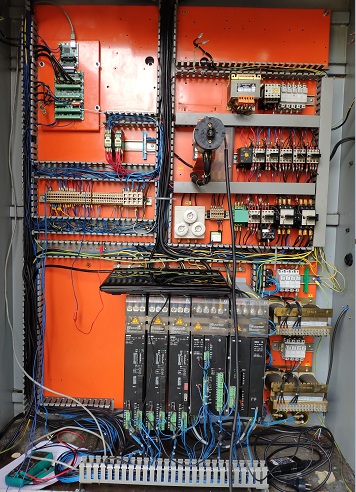
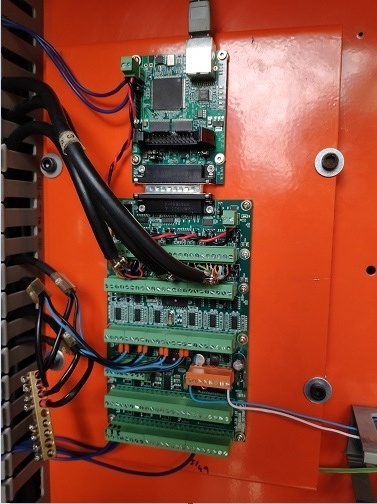
I’m retrofitting old (1994) cnc machine . It came disassembled. I found in this forum one electrical schematic and fits ok in what I have. Decided to move on and use MESA drivers (7i92+7i77).
At the moment a can move xyz axis and spindle (all analog +-10v) and only by the pncconfig wizard. I din't touch, too much, hal and ini files.
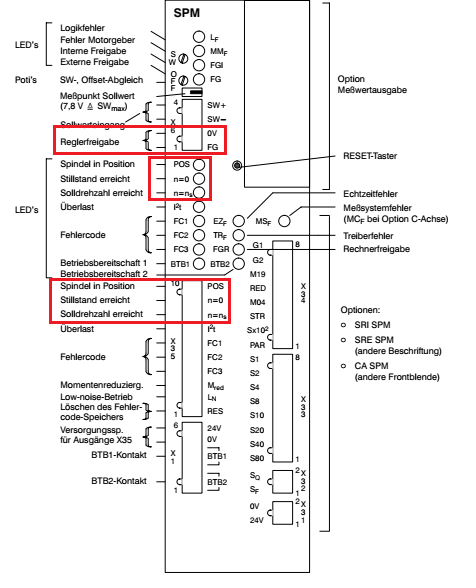
The problem i have is in the spindle control. The spindle has one encoder that goes direct to SPM module, so, how to get spindle feedback to 7i77? can i strip the cable and use A-A B-B and R-R to 7i77 and maintain the cable connected to SPM (maybe 5v power issues here)?
Can't figure out how the original cnc control could manage trheading comands, etc. Is the analog +-10v capable to handle with precision the spindle control without feedback?
The SPM module had connected other lines:
- enable, FG ( I assume 24v from 7i77)
- spindle in position POS (assuming 24v to 7i77), after M19 reference signal
- spindle stop, n=0 (assuming 24v to 7i77)
- M19 (assuming 24v from 7i77 to stop in reference position)
If i have spindle feedback encoder to the 7i77 don't need the avobe comands n=0 and POS? Linux cnc can handle with all this issues?
Now is time to get hands on hal and ini files, but no experience on this. First time on linux.
Tomorrow more pics about the project.
I’m retrofitting old (1994) cnc machine . It came disassembled. I found in this forum one electrical schematic and fits ok in what I have. Decided to move on and use MESA drivers (7i92+7i77).
At the moment a can move xyz axis and spindle (all analog +-10v) and only by the pncconfig wizard. I din't touch, too much, hal and ini files.
The problem i have is in the spindle control. The spindle has one encoder that goes direct to SPM module, so, how to get spindle feedback to 7i77? can i strip the cable and use A-A B-B and R-R to 7i77 and maintain the cable connected to SPM (maybe 5v power issues here)?
Can't figure out how the original cnc control could manage trheading comands, etc. Is the analog +-10v capable to handle with precision the spindle control without feedback?
The SPM module had connected other lines:
- enable, FG ( I assume 24v from 7i77)
- spindle in position POS (assuming 24v to 7i77), after M19 reference signal
- spindle stop, n=0 (assuming 24v to 7i77)
- M19 (assuming 24v from 7i77 to stop in reference position)
If i have spindle feedback encoder to the 7i77 don't need the avobe comands n=0 and POS? Linux cnc can handle with all this issues?
Now is time to get hands on hal and ini files, but no experience on this. First time on linux.
Tomorrow more pics about the project.
Attachments:
Last edit: 25 Sep 2019 21:03 by lois.
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1872
- Thank you received: 358
26 Sep 2019 07:07 #146220
by pl7i92
Replied by pl7i92 on topic cnc Bosch cc100m retrofit
hi welcome
all German so i guess i try !
die SPM braucht diese Signale als freigabe von der Controll software
das heist deine Remap M6 sollte diese signale zur SPM geben
ist da ein Wechselarm angeschlossen oder nur ein ATC
schau dir mal das an
forum.linuxcnc.org/20-g-code/33837-m19-spindle-orient
die SPM bekommt dan noch diese anforderung mit
Spindle in position
Spindle off
all German so i guess i try !
die SPM braucht diese Signale als freigabe von der Controll software
das heist deine Remap M6 sollte diese signale zur SPM geben
ist da ein Wechselarm angeschlossen oder nur ein ATC
schau dir mal das an
forum.linuxcnc.org/20-g-code/33837-m19-spindle-orient
die SPM bekommt dan noch diese anforderung mit
Spindle in position
Spindle off
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21692
- Thank you received: 7414
26 Sep 2019 08:26 #146233
by tommylight
Replied by tommylight on topic cnc Bosch cc100m retrofit
OP is from Portugal.
Freigabe = enable
But i do not see any analogue reference input there ?
Freigabe = enable
But i do not see any analogue reference input there ?
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
26 Sep 2019 14:28 #146269
by pl7i92
Replied by pl7i92 on topic cnc Bosch cc100m retrofit
@tom ist just the ATC logic SPM module not the Servo controller the M19 is the enable
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21692
- Thank you received: 7414
27 Sep 2019 00:50 #146306
by tommylight
Danke shon.
Djakuju bardzo.
Replied by tommylight on topic cnc Bosch cc100m retrofit
Ok, i see that now, thank you.@tom ist just the ATC logic SPM module not the Servo controller the M19 is the enable
Danke shon.
Djakuju bardzo.
Please Log in or Create an account to join the conversation.
- Henk
- Offline
- Platinum Member
-
Less
More
- Posts: 408
- Thank you received: 92
27 Sep 2019 04:40 #146328
by Henk
Replied by Henk on topic cnc Bosch cc100m retrofit
Hi.
SW+ and SW- is the analog input for speed reference. +- 10v.
My deckel FP4nc use the same
Regards
Henk
SW+ and SW- is the analog input for speed reference. +- 10v.
My deckel FP4nc use the same
Regards
Henk
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1872
- Thank you received: 358
27 Sep 2019 07:11 #146344
by pl7i92
Replied by pl7i92 on topic cnc Bosch cc100m retrofit
its now a quite time as he dident sned more Images i guess he solved the problem on its own
Please Log in or Create an account to join the conversation.
- lois
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 0
27 Sep 2019 08:59 #146352
by lois
Replied by lois on topic cnc Bosch cc100m retrofit
I’m around the wires…
When the SPM is enabled, 24v on FG, the spindle starts drifting/vibrating. There is a tiny screw to adjust the rotation, when enabled with no voltage (sw+ sw-). Maybe some MESA voltage offset to adjust this behavior.
If I connect 24v to M19 terminal, led n=0 turns on and led POS turns on also, spindle rotates always to the same angular position and holds with torque, so this is the reference to ATC (later…). If disconnect 24v on M19 the spindle, slowly, continues slowly drifting.
So at the moment I need wiring 2 outputs and 2 inputs from 7i77 (enable, M19, n=0 and POS).
The main issue here (i think) is about the spindle angular/position feedback to 7i77. The spindle encoder (1000 lines TTL) is connected to the SPM. Doesn’t work not connected. Tapping cycle with no kind of feedback?? Or, the +-voltage from 7i77 must be so precise, so fine tuning that assures the correct rpm?
I’ve also measured the voltage on n=ns terminal (it wasn’t used). When the spindle is on high rpm the voltage is low and low rpm the voltage is high. Don’t know if could be used to confirm rpm.
So at the moment my doubts are about the spindle feedback and I’m looking to something kinda terminal/window to see and test the inputs and outputs on 7i77. There is some app to install and see this?
I haven't started messing with the ini and hal files yet


When the SPM is enabled, 24v on FG, the spindle starts drifting/vibrating. There is a tiny screw to adjust the rotation, when enabled with no voltage (sw+ sw-). Maybe some MESA voltage offset to adjust this behavior.
If I connect 24v to M19 terminal, led n=0 turns on and led POS turns on also, spindle rotates always to the same angular position and holds with torque, so this is the reference to ATC (later…). If disconnect 24v on M19 the spindle, slowly, continues slowly drifting.
So at the moment I need wiring 2 outputs and 2 inputs from 7i77 (enable, M19, n=0 and POS).
The main issue here (i think) is about the spindle angular/position feedback to 7i77. The spindle encoder (1000 lines TTL) is connected to the SPM. Doesn’t work not connected. Tapping cycle with no kind of feedback?? Or, the +-voltage from 7i77 must be so precise, so fine tuning that assures the correct rpm?
I’ve also measured the voltage on n=ns terminal (it wasn’t used). When the spindle is on high rpm the voltage is low and low rpm the voltage is high. Don’t know if could be used to confirm rpm.
So at the moment my doubts are about the spindle feedback and I’m looking to something kinda terminal/window to see and test the inputs and outputs on 7i77. There is some app to install and see this?
I haven't started messing with the ini and hal files yet
Please Log in or Create an account to join the conversation.
- bevins
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
27 Sep 2019 13:17 #146378
by bevins
Replied by bevins on topic cnc Bosch cc100m retrofit
You have standoffs behind those mesa boards?
Please Log in or Create an account to join the conversation.
- lois
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 0
27 Sep 2019 22:46 #146438
by lois
Replied by lois on topic cnc Bosch cc100m retrofit
Just simple nylon spacers
Please Log in or Create an account to join the conversation.
Time to create page: 0.593 seconds