Luxmill CNC retrofit project
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21640
- Thank you received: 7394
25 May 2020 20:48 #168906
by tommylight
Replied by tommylight on topic Luxmill CNC retrofit project
Your last attachment still has the same errors.
Please Log in or Create an account to join the conversation.
- Oehli
- Offline
- Junior Member
-

Less
More
- Posts: 20
- Thank you received: 2
26 May 2020 16:20 #168991
by Oehli
Replied by Oehli on topic Luxmill CNC retrofit project
Today I checked my Hal file and corrected it. You were right the corrupted pin names was one problem next to some others...
The G33.1 code (spindle / Z-axis synchronized motion) works nice. But if you type in for example M19 R45 nothing happens. The Spindle doesn't even start to turn. There is also no failure at LinuxCNC startup.
Do you have any idea what the problem could be?
Is it necessary to set an additional CW/CCW-signal for M19?
Best regards
Oehli
The G33.1 code (spindle / Z-axis synchronized motion) works nice. But if you type in for example M19 R45 nothing happens. The Spindle doesn't even start to turn. There is also no failure at LinuxCNC startup.
Do you have any idea what the problem could be?
Is it necessary to set an additional CW/CCW-signal for M19?
Best regards
Oehli
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-
Less
More
- Posts: 17924
- Thank you received: 5250
26 May 2020 19:36 #169000
by PCW
Replied by PCW on topic Luxmill CNC retrofit project
Spindle orient requires support for your specific spindle interface to be included in your hal file.
For many systems you would need the orient component:
man orient
For many systems you would need the orient component:
man orient
Please Log in or Create an account to join the conversation.
- Oehli
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 2
29 May 2020 10:12 - 29 May 2020 10:16 #169295
by Oehli
Replied by Oehli on topic Luxmill CNC retrofit project
@PCW
The orient component is already added to my hal file.
I tried a lot of things and googled for hours without success. I do not get it running right. Here some problems I found:
1) The closed loop spindle speed control doesn't work. If I set M3 S200 I get the following things:
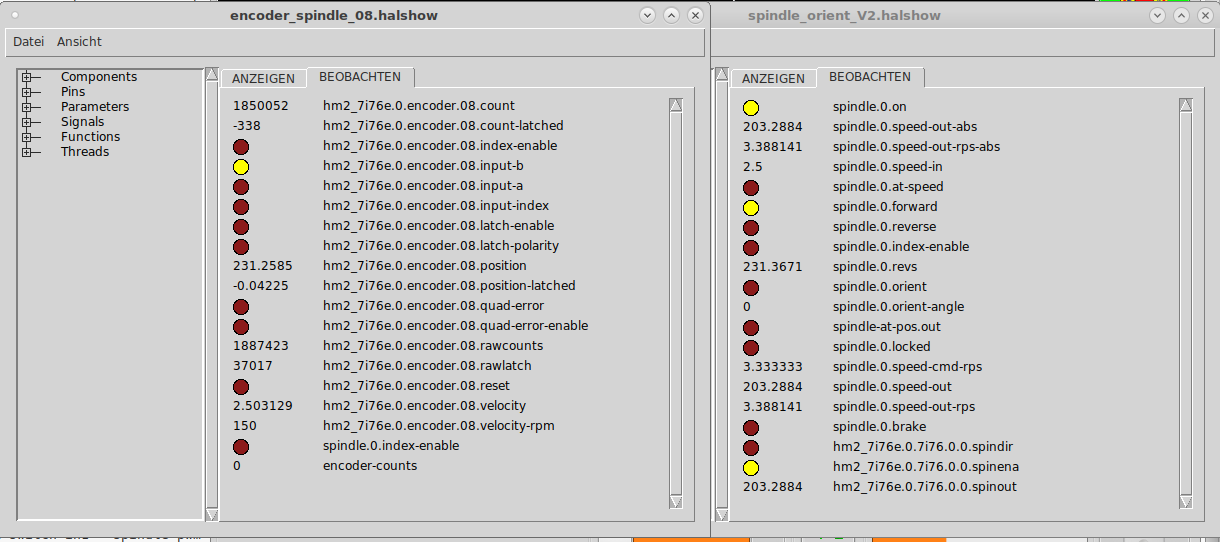
--> The spindle encoder velocity (hm2_7i76e.0.encoder.08.velocity-rpm) is not equal to the spindle velocity (spindle.0.speed-out-abs), so I guess the pid.s (spindle pid) does't work right - but why?
In this case I also do not get an "spindle.0.at-speed" signal. So the G33.1 also doesn't work too.
When I increase the "MAX_ERROR = 0.2" to about 50 the G33.1 works. But this is not a solution....
2) I already mentioned I added a 2000ppr quadrature encoder to the high speed encoder input (10MHz) of my 7i76e in differential (RS-422) mode with A/A-, B/B-, Z/Z-. I have a stable but not equal (see 1) encoder velocity signal (hm2_7i76e.0.encoder.08.velocity-rpm) up to 5000 rpm. If I go further (max rpm is 6000) I loos the signal completely.
According to my Calculation the max count rate of my encoder at max spindle rpm is much lower than the possible 10MHz:
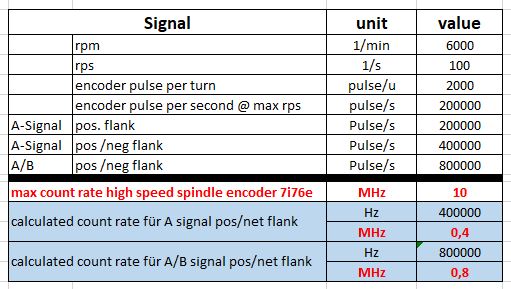
Is my calculation wrong or do I have to modify something?
3) When I use the M19 R120 the spindle doesn't even turn. I get the following :
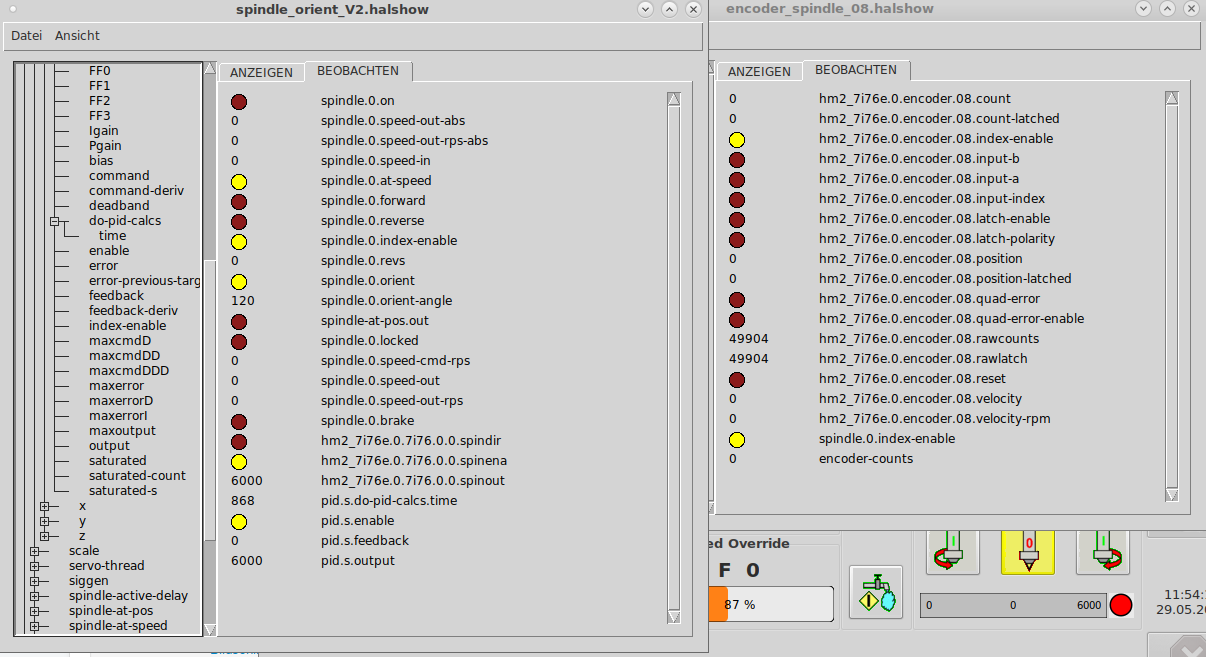
But for spindle movement my spindle servo driver needs an spindle direction signal (CW / CCW) on
net spindle-cw => hm2_7i76e.0.7i76.0.0.output-01
net spindle-ccw => hm2_7i76e.0.7i76.0.0.output-00
but there is no spindle direction signal via M19. How can I integrate such an signal?
Hope for help!
Best regars
Oehli
The orient component is already added to my hal file.
I tried a lot of things and googled for hours without success. I do not get it running right. Here some problems I found:
1) The closed loop spindle speed control doesn't work. If I set M3 S200 I get the following things:
--> The spindle encoder velocity (hm2_7i76e.0.encoder.08.velocity-rpm) is not equal to the spindle velocity (spindle.0.speed-out-abs), so I guess the pid.s (spindle pid) does't work right - but why?
In this case I also do not get an "spindle.0.at-speed" signal. So the G33.1 also doesn't work too.
When I increase the "MAX_ERROR = 0.2" to about 50 the G33.1 works. But this is not a solution....
2) I already mentioned I added a 2000ppr quadrature encoder to the high speed encoder input (10MHz) of my 7i76e in differential (RS-422) mode with A/A-, B/B-, Z/Z-. I have a stable but not equal (see 1) encoder velocity signal (hm2_7i76e.0.encoder.08.velocity-rpm) up to 5000 rpm. If I go further (max rpm is 6000) I loos the signal completely.
According to my Calculation the max count rate of my encoder at max spindle rpm is much lower than the possible 10MHz:
Is my calculation wrong or do I have to modify something?
3) When I use the M19 R120 the spindle doesn't even turn. I get the following :
But for spindle movement my spindle servo driver needs an spindle direction signal (CW / CCW) on
net spindle-cw => hm2_7i76e.0.7i76.0.0.output-01
net spindle-ccw => hm2_7i76e.0.7i76.0.0.output-00
but there is no spindle direction signal via M19. How can I integrate such an signal?
Hope for help!
Best regars
Oehli
Last edit: 29 May 2020 10:16 by Oehli.
Please Log in or Create an account to join the conversation.
- Henk
- Offline
- Platinum Member
-

Less
More
- Posts: 408
- Thank you received: 92
29 May 2020 10:52 #169301
by Henk
Replied by Henk on topic Luxmill CNC retrofit project
I scanned through the other pages but did not see it. What kind of spindle drive are you using?
Please Log in or Create an account to join the conversation.
- Oehli
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 2
29 May 2020 11:38 - 29 May 2020 11:39 #169306
by Oehli
Replied by Oehli on topic Luxmill CNC retrofit project
I use:
Spinde servo drive: Siemens MDX61B0022-5A3-4-0T
Spinde servo drive: Siemens MDX61B0022-5A3-4-0T
Last edit: 29 May 2020 11:39 by Oehli.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17924
- Thank you received: 5250
29 May 2020 13:59 #169318
by PCW
Replied by PCW on topic Luxmill CNC retrofit project
can you post your hal and ini files?
Please Log in or Create an account to join the conversation.
- Henk
- Offline
- Platinum Member
-
Less
More
- Posts: 408
- Thank you received: 92
29 May 2020 14:42 #169321
by Henk
Replied by Henk on topic Luxmill CNC retrofit project
Siemens or SEW? Googling that number comes up with SEW drives.
Anyway, check if the drive can do the orientation part by giving it a digital signal. Most dedicated spindle drives can, some normal vfd's cannot. This is the easiest from a linuxcnc point of view.
If that is not an option, PCW is correct and you need to setup the Orient component. In that case I would use the -10v to +10v option for forward/reverse. It is probably better for controlling with the Orient component.
If you intend using orient with a ATC cycle you also need the drive to "hold" the spindle while in Orient mode.
I think it would be better to understand and test the spindle drive capabilities before deciding on which method to follow in hal.
Henk
Anyway, check if the drive can do the orientation part by giving it a digital signal. Most dedicated spindle drives can, some normal vfd's cannot. This is the easiest from a linuxcnc point of view.
If that is not an option, PCW is correct and you need to setup the Orient component. In that case I would use the -10v to +10v option for forward/reverse. It is probably better for controlling with the Orient component.
If you intend using orient with a ATC cycle you also need the drive to "hold" the spindle while in Orient mode.
I think it would be better to understand and test the spindle drive capabilities before deciding on which method to follow in hal.
Henk
Please Log in or Create an account to join the conversation.
- Oehli
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 2
29 May 2020 16:25 - 29 May 2020 18:49 #169325
by Oehli
Replied by Oehli on topic Luxmill CNC retrofit project
@Henk: Sorry my fault it's a SEW not Siemens drive.
I added my Hal and Ini Files.
What do you mean with "you need to setup the Orient component"? Do I have to modify the orient code?
Short update Hal File Z402 (just for testing):
net orient-active => pid.s.enable => spindle-orient.enable => hm2_7i76e.0.7i76.0.0.output-01
If I set the CW Signal => hm2_7i76e.0.7i76.0.0.output-01 in combination with the spindle-orient.enable the spindle starts turning but doesn't stop anymore --> spindle-at-pos.out does't become "true".
Edit: I think the SEW spindle Servo drive can also work with +/-10V. But the 7i76e (on TB4) can only deliver 0...+10V due to the potentiometer functionality on TB4. Please correct me if I'm wrong.
I added my Hal and Ini Files.
What do you mean with "you need to setup the Orient component"? Do I have to modify the orient code?
Short update Hal File Z402 (just for testing):
net orient-active => pid.s.enable => spindle-orient.enable => hm2_7i76e.0.7i76.0.0.output-01
If I set the CW Signal => hm2_7i76e.0.7i76.0.0.output-01 in combination with the spindle-orient.enable the spindle starts turning but doesn't stop anymore --> spindle-at-pos.out does't become "true".
Edit: I think the SEW spindle Servo drive can also work with +/-10V. But the 7i76e (on TB4) can only deliver 0...+10V due to the potentiometer functionality on TB4. Please correct me if I'm wrong.
Last edit: 29 May 2020 18:49 by Oehli.
Please Log in or Create an account to join the conversation.
- Henk
- Offline
- Platinum Member
-
Less
More
- Posts: 408
- Thank you received: 92
29 May 2020 17:41 #169333
by Henk
Replied by Henk on topic Luxmill CNC retrofit project
Rather complex halfile....did it work before?
I think you can get -7.5 to +7.5 v from a 7i76. Maybe PCW will confirm otherwise check the docs
I think you can get -7.5 to +7.5 v from a 7i76. Maybe PCW will confirm otherwise check the docs
Please Log in or Create an account to join the conversation.
Time to create page: 0.694 seconds