Let's talk about CAM
- gww250
- Offline
- New Member
-

Less
More
- Posts: 7
- Thank you received: 0
14 Mar 2014 00:32 #44765
by gww250
Replied by gww250 on topic Let's talk about CAM
Sounds like you already have a CAD and/or modeling package you want to keep so all you need now is some cheap and simple CAM package so you can add the tool paths and tool changes and then you're good to go. Just browse around and try out the demo's for various packages until you find one that you like and has a post processor for Linuxcnc.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19863
- Thank you received: 4636
14 Mar 2014 05:34 #44785
by andypugh
Replied by andypugh on topic Let's talk about CAM
Another one to trial (again Windows only, though) is www.deskproto.com
Please Log in or Create an account to join the conversation.
- tjmarch
- Offline
- Premium Member
-

Less
More
- Posts: 152
- Thank you received: 22
21 Mar 2014 11:53 - 18 Nov 2015 09:01 #45021
by tjmarch
Replied by tjmarch on topic Let's talk about CAM
Take a look at SketchUp,( formaly Google Sketchup) it is free you can download a plugin call SketchUCam from phlatforum.com. It is also free and produces 2d as well as 3d gcode very well. I have tried to use google sketchup in Ubuntu it is possible but works better on windows.
This is now out of date check
www.forum.linuxcnc.org/forum/31-cad-cam/...t-cam?start=40#65406
This is now out of date check
www.forum.linuxcnc.org/forum/31-cad-cam/...t-cam?start=40#65406
Last edit: 18 Nov 2015 09:01 by tjmarch.
Please Log in or Create an account to join the conversation.
- bottleworks
- Offline
- Senior Member
-

Less
More
- Posts: 52
- Thank you received: 0
30 Mar 2014 13:25 - 30 Mar 2014 13:27 #45403
by bottleworks
Replied by bottleworks on topic Let's talk about CAM
I've got MeshCAM. Currently, it's the only available native Mac OS X CAM program. It has positives and negatives. Overall, I feel it's limiting. It tends to make mistakes randomly in the gcode. You really have to check it line by line. If you don't there can sometimes be erroneous gcode which will ruin your day. No ramp cutting. No rapid Z from your safe Z height to the surface of the work. So, the question about if this is a money making venture, or personal is quite important. Personal, then sure, MeshCAM is fine. You just have to plan to spend time hand editing and making separate programs to adjust for different areas which the program will omit. I also feel that the primary users of MC are wood router people, not folks cutting metal. If you're trying to make money, then spend the money now on the [insanely] expensive software. It will save you time and you typically can preview/simulate everything.
Last edit: 30 Mar 2014 13:27 by bottleworks.
Please Log in or Create an account to join the conversation.
- gww250
- Offline
- New Member
-
Less
More
- Posts: 7
- Thank you received: 0
30 Mar 2014 19:27 #45414
by gww250
Replied by gww250 on topic Let's talk about CAM
Our experience with Meshcam is completely different than yours. We have only been using it for about 3 years but we have shelved some of our expensive CAM packages as we haven't yet found much we can't do. You may have to get imaginative with meshcam and 'trick' it into doing some things but it's pretty powerful and the 'region' function is far better than you'll find on some high end packages. We do mostly aluminum machining but on some very complex parts and have not felt it lacking yet.
Writing or editing some gcode just goes with the territory when you deal with CNC machines. We routinely have to modify gcode coming out of $8000 packages so this isn't uncommon. We use Igems, AutoCAD, Almacam, Sigmacam, Hyperthern ProNest, sheetcam and Meshcam. Some packages have strengths in certain areas and some don't so it's unlikely you'll ever end up with the ideal software unless you write it yourself.
Writing or editing some gcode just goes with the territory when you deal with CNC machines. We routinely have to modify gcode coming out of $8000 packages so this isn't uncommon. We use Igems, AutoCAD, Almacam, Sigmacam, Hyperthern ProNest, sheetcam and Meshcam. Some packages have strengths in certain areas and some don't so it's unlikely you'll ever end up with the ideal software unless you write it yourself.
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-

Less
More
- Posts: 203
- Thank you received: 19
31 Mar 2014 16:55 #45454
by DaBit
Replied by DaBit on topic Let's talk about CAM
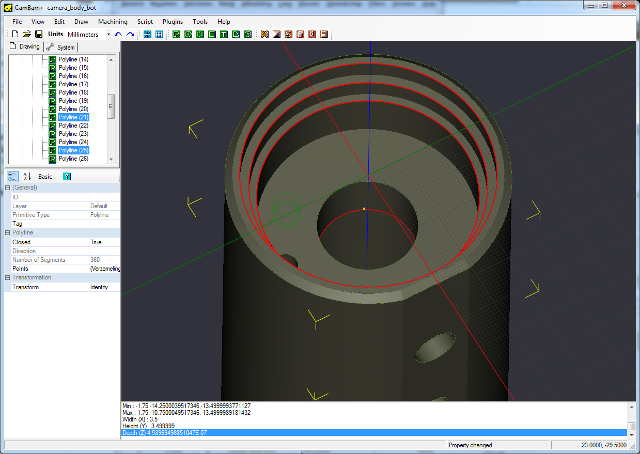
Here is another hobbyist who just loves CamBam.
Getting your part setup in CamBam is a bit of work since it doesn't do things automagically. If you need a pocket, you must select the contour and define a pocket operation. If you need a hole, you must select the hole center and define a drilling operation. That adds up, so for parts where I can wrap my head around I very often don't use CAM at all.
But there is little it cannot do.
Import you part as STL, extract contours from an STL, do an arcfit on them, drill holes with a twist drill, mill prismatic features with 2,5D toolpaths and a flat endmill and finally use various 3D strategies to mill only the features a 2,5D toolpath cannot handle is very well possible, for example.
Simple parts can be drawn entirely in CamBam, and it is even possible to extract information from existing G-code.
CamBam even seems to run in Linux using the Mono .NET runtime. I did not try that; I am running CamBam on the milling PC for small adjustments but I do so in a VirtualBox VM.
A few images say more than words. This is all hobby work, sometimes with endmills that are already way past their useful life.
2,5D milling with STL as input (I often prefer that over a DXF, and I restore the curves using CamBams arcfit)



Partial 3D milling:
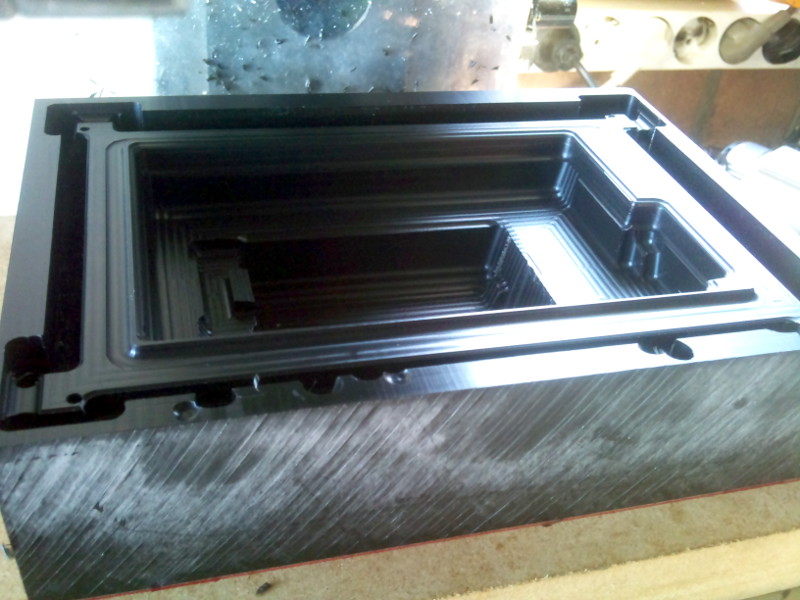
(in this picture the part was not yet entirely finished)
For hobby use I don't really need more, and I think CamBam is well worth it's 108 euros.
Since I use a Chinese 24000rpm HF spindle that doesn't deliver useable torque below 3000rpm and quite often do steel (and sometimes AISI304/316 stainIess) I run into one major disadvantage with all low-end CAM programs: they cannot produce constant-engagement toolpaths, or at least not without some serious forcing. And I am becoming quite a fan of these toolpaths to work around the limitations of a HF spindle. With low angles of engagement and modern AlTiN coated endmills I can run at high RPM (and feed) in steel, well within the range of the spindle.
Since I have access to an older version of Solidworks I tried the free HSMExpress 2,5D CAM package. Here I have a fairly uninteresting video testing some feeds and speeds using a Chinese $1,30 endmill. Overall I like CamBam better, but those adaptive clearing paths generated by HSMExpress really rock.
Getting your part setup in CamBam is a bit of work since it doesn't do things automagically. If you need a pocket, you must select the contour and define a pocket operation. If you need a hole, you must select the hole center and define a drilling operation. That adds up, so for parts where I can wrap my head around I very often don't use CAM at all.
But there is little it cannot do.
Import you part as STL, extract contours from an STL, do an arcfit on them, drill holes with a twist drill, mill prismatic features with 2,5D toolpaths and a flat endmill and finally use various 3D strategies to mill only the features a 2,5D toolpath cannot handle is very well possible, for example.
Simple parts can be drawn entirely in CamBam, and it is even possible to extract information from existing G-code.
CamBam even seems to run in Linux using the Mono .NET runtime. I did not try that; I am running CamBam on the milling PC for small adjustments but I do so in a VirtualBox VM.
A few images say more than words. This is all hobby work, sometimes with endmills that are already way past their useful life.
2,5D milling with STL as input (I often prefer that over a DXF, and I restore the curves using CamBams arcfit)
Partial 3D milling:
(in this picture the part was not yet entirely finished)
For hobby use I don't really need more, and I think CamBam is well worth it's 108 euros.
Since I use a Chinese 24000rpm HF spindle that doesn't deliver useable torque below 3000rpm and quite often do steel (and sometimes AISI304/316 stainIess) I run into one major disadvantage with all low-end CAM programs: they cannot produce constant-engagement toolpaths, or at least not without some serious forcing. And I am becoming quite a fan of these toolpaths to work around the limitations of a HF spindle. With low angles of engagement and modern AlTiN coated endmills I can run at high RPM (and feed) in steel, well within the range of the spindle.
Since I have access to an older version of Solidworks I tried the free HSMExpress 2,5D CAM package. Here I have a fairly uninteresting video testing some feeds and speeds using a Chinese $1,30 endmill. Overall I like CamBam better, but those adaptive clearing paths generated by HSMExpress really rock.
Please Log in or Create an account to join the conversation.
- yoshimitsuspeed
- Offline
- Premium Member
-
Less
More
- Posts: 98
- Thank you received: 0
24 May 2014 07:29 #47271
by yoshimitsuspeed
Replied by yoshimitsuspeed on topic Let's talk about CAM
Thanks for the input guys. It definitely looks like I will be going with cambam until I can afford or decide I need something much higher end. Daydreams of 4th or maybe even fifth axis milling and such.
DaBit
I appreciate your in depth writeup.
I am very interested to see if you are running the same or similar spindle I just ordered.
www.ebay.com/itm/281324099780?ssPageName...id=p3984.m1497.l2649
It says 8000 to 24000 RPM but that seems kind of nutty to me. Is this spindle similar to yours?
Do you or does anyone else know if it will do lower RPM? 3000 RPM seems much more practical.
Hope I didn't just drop a big chunk of change on something that won't do everything I need.
DaBit
I appreciate your in depth writeup.
I am very interested to see if you are running the same or similar spindle I just ordered.
www.ebay.com/itm/281324099780?ssPageName...id=p3984.m1497.l2649
It says 8000 to 24000 RPM but that seems kind of nutty to me. Is this spindle similar to yours?
Do you or does anyone else know if it will do lower RPM? 3000 RPM seems much more practical.
Hope I didn't just drop a big chunk of change on something that won't do everything I need.
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-
Less
More
- Posts: 203
- Thank you received: 19
25 May 2014 01:04 #47289
by DaBit
Quite similar. Mine is a 3kW 4-bearing watercooled one.
Yes, it does. 3000-ish rpm is what I use when milling stainless steel.
But below 6000rpm useable torque starts to drop, and below 3000rpm there is not much useable torque left. In stainless I am limited to a 6mm or smaller endmill.
I think part of it has to do with the HuanYang VFD that came with it. It does the job, but it is not the most advanced device available. A good vector control VFD should be capable of squeezing mre low-end torque out of the spindle.
To get any useable low-end torque you have to play around with the VFD settings anyway. Especially boosting the voltage going to the VFD at low RPM. If there is no current going to the motor, there will be no torque.
Replied by DaBit on topic Let's talk about CAM
I am very interested to see if you are running the same or similar spindle I just ordered.
www.ebay.com/itm/281324099780?ssPageName...id=p3984.m1497.l2649
It says 8000 to 24000 RPM but that seems kind of nutty to me. Is this spindle similar to yours?
Quite similar. Mine is a 3kW 4-bearing watercooled one.
Do you or does anyone else know if it will do lower RPM? 3000 RPM seems much more practical.
Yes, it does. 3000-ish rpm is what I use when milling stainless steel.
But below 6000rpm useable torque starts to drop, and below 3000rpm there is not much useable torque left. In stainless I am limited to a 6mm or smaller endmill.
I think part of it has to do with the HuanYang VFD that came with it. It does the job, but it is not the most advanced device available. A good vector control VFD should be capable of squeezing mre low-end torque out of the spindle.
To get any useable low-end torque you have to play around with the VFD settings anyway. Especially boosting the voltage going to the VFD at low RPM. If there is no current going to the motor, there will be no torque.
Please Log in or Create an account to join the conversation.
- alan_3301
- Offline
- Premium Member
-
Less
More
- Posts: 136
- Thank you received: 22
25 May 2014 01:55 #47291
by alan_3301
Replied by alan_3301 on topic Let's talk about CAM
DaBit was it purely experimentation or do you have any resources for those wanting to mill steel at lower rpms with a huanyang VFD?
I was wanting to try cutting steel, but I thought I was going to have to wait and buy a much more expensive VFD.
Got any tips or links to post/settings that will help out?
Thanks a lot and nice results in those pics.. Looks very nice!
I was wanting to try cutting steel, but I thought I was going to have to wait and buy a much more expensive VFD.
Got any tips or links to post/settings that will help out?
Thanks a lot and nice results in those pics.. Looks very nice!
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-
Less
More
- Posts: 203
- Thank you received: 19
25 May 2014 02:57 #47293
by DaBit
Replied by DaBit on topic Let's talk about CAM
It wasn't purely experimentation, but not a fixed set of parameters either. Basically it is altering the V/F curve using PD006, PD007, PD009 and PD010. In my manual on page 28 there are some graphs..
You want to set the intermediate voltage and frequency in such a way that the motor current (VFD can display that too) reaches it's maximum when you load the spindle at low RPM (say 3000; tuning lower rpm's make no sense).
You still don't have much power at those RPMs though. Even in an ideal situation there is only (3000/24000) * 2.2 = 0,275kW available.
For really decent milling of steel with these spindles there is one magic word: AlTiN coating on solid carbide endmills. Futhermore it helps to avoid sharp corners, slot milling and especially plunging in your CNC programs.
You want to set the intermediate voltage and frequency in such a way that the motor current (VFD can display that too) reaches it's maximum when you load the spindle at low RPM (say 3000; tuning lower rpm's make no sense).
You still don't have much power at those RPMs though. Even in an ideal situation there is only (3000/24000) * 2.2 = 0,275kW available.
For really decent milling of steel with these spindles there is one magic word: AlTiN coating on solid carbide endmills. Futhermore it helps to avoid sharp corners, slot milling and especially plunging in your CNC programs.
The following user(s) said Thank You: alan_3301
Please Log in or Create an account to join the conversation.
Time to create page: 0.876 seconds