Rounding the corners off
- new2linux
- Offline
- Platinum Member
-

Less
More
- Posts: 711
- Thank you received: 9
09 Sep 2017 11:18 #98725
by new2linux
Replied by new2linux on topic Rounding the corners off
Many thanks Todd! I am not completely shore if this is of any value, the Bobcad has in the selection of tools, a set of options with a spot to set the "slowdown for the corner", it offers a 100% slow down, I just think that would do it. I will look and try to understand all that you included in your response. Help me understand what one should expect from cutterpath software, will I be able to set up a master template with the essentials, like you describe included? Should when cutting a pocket, to get the best most efficient path will I need to edit, most times? Like the example above, it had some long runs with tool not cutting. The mist is manual. Todd, many thanks for your help, I really appreciate it. Is there a way to simulate in linuxcnc w/o running the machine, so you don't have to tie the machine up?
many thanks!
many thanks!
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
11 Sep 2017 12:04 #98826
by new2linux
Replied by new2linux on topic Rounding the corners off
Todd, many thanks to you for all the great help! I included the gcode as per your suggestion, this included the the following: G20 G17 G90 G40 G49 G64P0.001 G80 G94. In the attached file you can see that I have edited out some of these (using the find & replace) because there were doubles in that line when I would view it after it posted a gcode part file, and the linuxcnc would error out. Now it errors out around line 25 (as per linuxcnc).
From reading there is a debug mode, should I be working with that? Or should I just insist that Bobcad (they are based out of FL, so the storm is am issue) provide working post, I am right on the very end of support.
This is the post as I left it.
many thanks!
From reading there is a debug mode, should I be working with that? Or should I just insist that Bobcad (they are based out of FL, so the storm is am issue) provide working post, I am right on the very end of support.
This is the post as I left it.
many thanks!
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
14 Sep 2017 14:58 #98950
by new2linux
Replied by new2linux on topic Rounding the corners off
I have edited the post (the G64P0.001 is saved along with G20 G17 G90 G40 G49 G80 G94) with some success, linuxcnc will get hung up (see screen shot, & ref gcode in attachments)
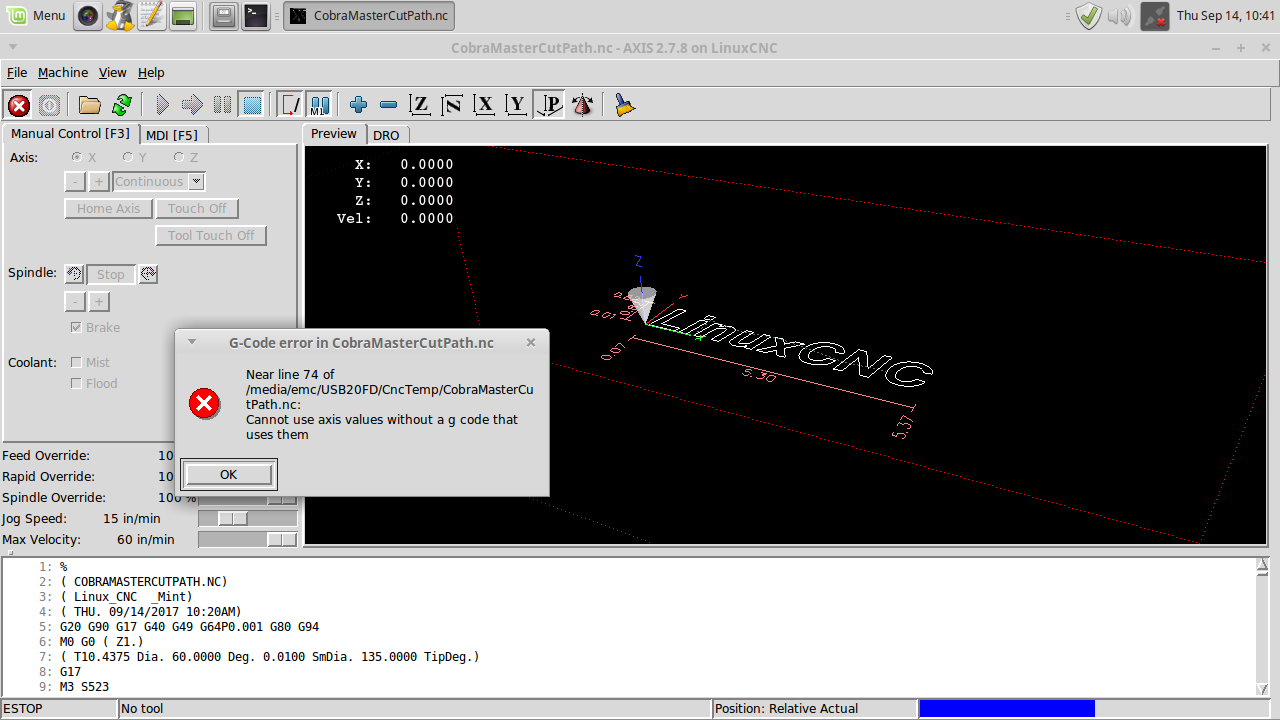
I just am not shore what I am looking for, with a error like that. naturally the machine will not move, so an't tell if the G64 is working. When I edited the post, I did not use find and replace this time. The 1st time used find and replaced and there was some g code copied more than one time. Any advise is welcomed. I trust the "max_acceleration=10.0, " is in the ok range.
many thanks!
I just am not shore what I am looking for, with a error like that. naturally the machine will not move, so an't tell if the G64 is working. When I edited the post, I did not use find and replace this time. The 1st time used find and replaced and there was some g code copied more than one time. Any advise is welcomed. I trust the "max_acceleration=10.0, " is in the ok range.
many thanks!
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-
Less
More
- Posts: 4747
- Thank you received: 1454
14 Sep 2017 17:16 - 14 Sep 2017 17:18 #98955
by Todd Zuercher
Replied by Todd Zuercher on topic Rounding the corners off
That alarm is because on the 73rd line of the file you have:With no motion command (G0,G1,G2...)
G0,G1,G2... are all modal commands so they don't have to be put on every line, but the G80 command cancels them, so a new one must be commanded before a new axis command is given.
So to fix your problem either add a G0 after every G80 or remove the unnecessary G80s.
The preamble codes are only really needed at the very start of the file, so inserting them all at every tool change is a little excessive. I also usually put a motion command on every line that makes a movement rather than trying to rely on their modal state.
X2.2879 Y-.4525G0,G1,G2... are all modal commands so they don't have to be put on every line, but the G80 command cancels them, so a new one must be commanded before a new axis command is given.
So to fix your problem either add a G0 after every G80 or remove the unnecessary G80s.
The preamble codes are only really needed at the very start of the file, so inserting them all at every tool change is a little excessive. I also usually put a motion command on every line that makes a movement rather than trying to rely on their modal state.
Last edit: 14 Sep 2017 17:18 by Todd Zuercher.
The following user(s) said Thank You: new2linux
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
14 Sep 2017 17:34 #98956
by new2linux
Replied by new2linux on topic Rounding the corners off
Many, many thanks Todd, I only edited the post, the rest of the code was generated from within the software. From reading your comment, it would appear that the G80 needs to go. My hope is that the post will automate this part. I will study the file more.
many thanks!
many thanks!
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
14 Sep 2017 18:42 #98960
by new2linux
Replied by new2linux on topic Rounding the corners off
Bobcad, called and suggested the following post:
I am in need of 2nd opinion, the help has been good from bobcad with the exception of the post processor, the 1st part cut had this same issue 3 to 5 weeks ago, I am wondering if my post processor person is in over there head. I have been transparent with my info about G64P0.001, it appears in the post. I will try a pic again of the cut. 1.38 mb pic would not load. Will try fresh post to see if pic will work.
many thanks!!
I am in need of 2nd opinion, the help has been good from bobcad with the exception of the post processor, the 1st part cut had this same issue 3 to 5 weeks ago, I am wondering if my post processor person is in over there head. I have been transparent with my info about G64P0.001, it appears in the post. I will try a pic again of the cut. 1.38 mb pic would not load. Will try fresh post to see if pic will work.
many thanks!!
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
14 Sep 2017 18:50 - 15 Sep 2017 11:26 #98963
by new2linux
Replied by new2linux on topic Rounding the corners off
Just going to try the pic by its self. the left shows the rounding, the rt side shows sharp corners, left is the gcode "start from here in the code" all ready existing geometry, full part of code. the rt is started with the same file edited all geometry that was not of the part in question. Will try pic again later, 1.38 mb. will try to compress or zip.
Edit: The zip file worked. The top left is the same geometry and tool path as rt side, left lower is roughing pass for larger tool. This pic is of an "E" & a "T" (they lay down at an angle a bit), I know the right is cut the best but is rotated 90*, the radis is at the bottom edges of the "e" and the very end of the "t". Hope this is easier to follow.
many thanks!!
2nd Edit: If it would help, I would run thru the gcode to it comes to the exact radius in question(post the info on that line, by following linux cutter path) if that would help isolate the issue?
Edit: The zip file worked. The top left is the same geometry and tool path as rt side, left lower is roughing pass for larger tool. This pic is of an "E" & a "T" (they lay down at an angle a bit), I know the right is cut the best but is rotated 90*, the radis is at the bottom edges of the "e" and the very end of the "t". Hope this is easier to follow.
many thanks!!
2nd Edit: If it would help, I would run thru the gcode to it comes to the exact radius in question(post the info on that line, by following linux cutter path) if that would help isolate the issue?
Last edit: 15 Sep 2017 11:26 by new2linux. Reason: add zip file, a question
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
15 Sep 2017 17:13 - 21 Sep 2017 12:19 #99003
by new2linux
Replied by new2linux on topic Rounding the corners off
These are some screenshots of the area of the code in question, just left these for bobcad people. I know the feed rate was varied, (I just ran the "override to 0, so it would stop") so is not exactly the same.
many thank!
Edit: Many thanks, I went back to bobcad and have a post that works!! I very thankful to the forum, Todd Zuercher and andypugh for there accurate timely information. I am not shore at what feed rate (currently tried 10"/min) will be to fast to suit.
Many thanks!!
many thank!
Edit: Many thanks, I went back to bobcad and have a post that works!! I very thankful to the forum, Todd Zuercher and andypugh for there accurate timely information. I am not shore at what feed rate (currently tried 10"/min) will be to fast to suit.
Many thanks!!
Last edit: 21 Sep 2017 12:19 by new2linux. Reason: update
Please Log in or Create an account to join the conversation.
- new2linux
- Offline
- Platinum Member
-
Less
More
- Posts: 711
- Thank you received: 9
26 Sep 2017 12:14 #99456
by new2linux
Replied by new2linux on topic Rounding the corners off
As a general rule on a largish (10 to 15,000 lines of code, I am shore this is not really large at all) gcode files, is it necessary to save 1 or 2 parts of the complete file until you have all the cutter path files necessary to cut the part saved, ready to use linuxcnc to cut the part? The reason for the question is the v 29 bobcad will follow the geometry if the file is of just a few operations, but if you have the whole file saved in gcode, the corners will get rounded off. I don't know what to expect from the software.
many thanks!
many thanks!
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19863
- Thank you received: 4636
03 Oct 2017 20:50 #99848
by andypugh
Replied by andypugh on topic Rounding the corners off
File size should have absolutely no effect on the path following.
The following user(s) said Thank You: new2linux
Please Log in or Create an account to join the conversation.
Time to create page: 0.732 seconds