automated change nc-program possible ?
- wbeppler
- Offline
- New Member
-

20 Jan 2013 18:58 #28861
by wbeppler
###########################
Elektronik u. Softwareentwicklung
###########################
Wolftec GmbH
Wolfgang Beppler
Kratellen 23
DE-78355 Hohenfels-Kalkofen
This email address is being protected from spambots. You need JavaScript enabled to view it.
############################
automated change nc-program possible ? was created by wbeppler
hi,
i search for a solution to change the nc-prog during automated engrave.
i need to grave a type-number followed with date and incremented counter.
i think about generate all letters a-z and 0-9 in some small nc-progs like a.nc, b.nc, ...
then when a user touch the buttons (best in axis) made in py i want to copy (for example)
like "hello" copy h.nc+e.nc+l.nc+l.nc+o.nc summary.nc
now i want to load this programm automated.
if this is possible i want to expand this to copy date and counter subroutine-nc-programms too
or is it better to code it in the nc direct ? calling sub-programs ?
WHO HAS ANY IDEA ?
thanks
wolfgang")
i search for a solution to change the nc-prog during automated engrave.
i need to grave a type-number followed with date and incremented counter.
i think about generate all letters a-z and 0-9 in some small nc-progs like a.nc, b.nc, ...
then when a user touch the buttons (best in axis) made in py i want to copy (for example)
like "hello" copy h.nc+e.nc+l.nc+l.nc+o.nc summary.nc
now i want to load this programm automated.
if this is possible i want to expand this to copy date and counter subroutine-nc-programms too
or is it better to code it in the nc direct ? calling sub-programs ?
WHO HAS ANY IDEA ?
thanks
wolfgang
###########################
Elektronik u. Softwareentwicklung
###########################
Wolftec GmbH
Wolfgang Beppler
Kratellen 23
DE-78355 Hohenfels-Kalkofen
This email address is being protected from spambots. You need JavaScript enabled to view it.
############################
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 7000
- Thank you received: 1176
20 Jan 2013 20:28 #28864
by BigJohnT
Replied by BigJohnT on topic automated change nc-program possible ?
What your looking for is a ngcgui like concatenation functionality without the variable part.
Another possibility might be to pass numbers to a subroutine that would call numbered subs in the order that you passed the numbers. I think you would have to use the python interface to do this.
John
Another possibility might be to pass numbers to a subroutine that would call numbered subs in the order that you passed the numbers. I think you would have to use the python interface to do this.
this could be a MDI
o<myname> call [23] [31] [25] [4]
do a loop calling each subroutine until you run out of parameters.John
The following user(s) said Thank You: wbeppler
Please Log in or Create an account to join the conversation.
- awallin
- Offline
- Junior Member
-

Less
More
- Posts: 25
- Thank you received: 2
20 Jan 2013 20:39 #28865
by awallin
Replied by awallin on topic automated change nc-program possible ?
True-type tracer can generate G-code for fonts on the fly:
timeguy.com/cradek/truetype
I have a modified version of truetype-tracer in C++ with python bindings:
github.com/aewallin/truetype-tracer
If you want V-carving paths you could use my OpenVoronoi project:
github.com/aewallin/openvoronoi
There is an example of how a python script can be used as a "filter" in AXIS. You just open this py-file in AXIS and it generates g-code on the fly:
github.com/aewallin/linuxcnc-scripts
the output looks like this:
github.com/aewallin/linuxcnc-scripts/blo...edial_screenshot.png
All of this is pretty experimental and in development so you will likely have to do some python and/or c++ hacking yourself to get it to work.
It would be fairly easy to make a simple Python GUI for generating G-code for a fixed text + an increasing serial-number or time/date-stamp etc.
Anders
timeguy.com/cradek/truetype
I have a modified version of truetype-tracer in C++ with python bindings:
github.com/aewallin/truetype-tracer
If you want V-carving paths you could use my OpenVoronoi project:
github.com/aewallin/openvoronoi
There is an example of how a python script can be used as a "filter" in AXIS. You just open this py-file in AXIS and it generates g-code on the fly:
github.com/aewallin/linuxcnc-scripts
the output looks like this:
github.com/aewallin/linuxcnc-scripts/blo...edial_screenshot.png
All of this is pretty experimental and in development so you will likely have to do some python and/or c++ hacking yourself to get it to work.
It would be fairly easy to make a simple Python GUI for generating G-code for a fixed text + an increasing serial-number or time/date-stamp etc.
Anders
Please Log in or Create an account to join the conversation.
- wbeppler
- Offline
- New Member
-
20 Jan 2013 21:08 #28868
by wbeppler
###########################
Elektronik u. Softwareentwicklung
###########################
Wolftec GmbH
Wolfgang Beppler
Kratellen 23
DE-78355 Hohenfels-Kalkofen
This email address is being protected from spambots. You need JavaScript enabled to view it.
############################
Replied by wbeppler on topic automated change nc-program possible ?
hi and thanks !
i think this nearly what i need. today i can not test it because the machine is in the office.
i will try in next days, if i need help can i contact you ? (if i get the job it's payed!!!)
best regards
wolfgang
i think this nearly what i need. today i can not test it because the machine is in the office.
i will try in next days, if i need help can i contact you ? (if i get the job it's payed!!!)
best regards
wolfgang
###########################
Elektronik u. Softwareentwicklung
###########################
Wolftec GmbH
Wolfgang Beppler
Kratellen 23
DE-78355 Hohenfels-Kalkofen
This email address is being protected from spambots. You need JavaScript enabled to view it.
############################
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 24
- Thank you received: 758
21 Jan 2013 00:11 - 21 Jan 2013 23:06 #28879
by ArcEye
Replied by ArcEye on topic automated change nc-program possible ?
Hi
Another possibility, can never have too many choices!
A while back I re-wrote Lawrence Glaisters engrave-11.py, to engrave multiple lines with optional indents etc.
wiki.linuxcnc.org/cgi-bin/wiki.pl?Simple...t_Engraving_Software
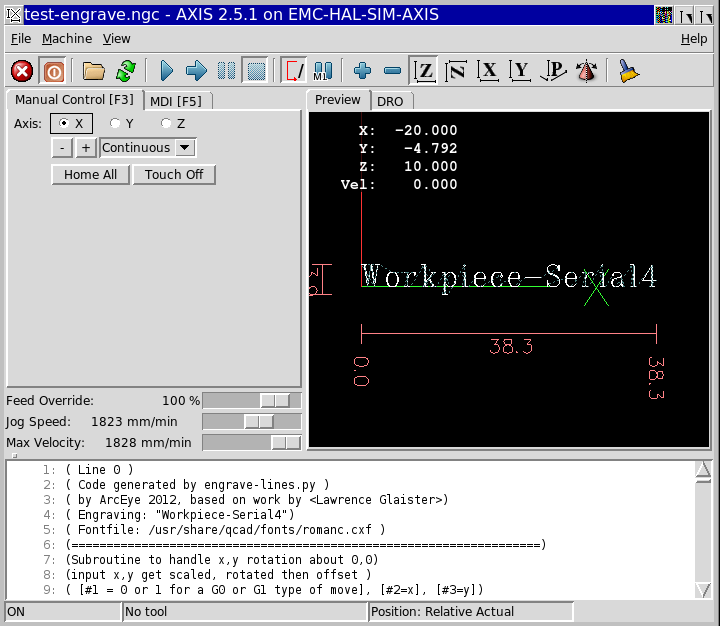
In the process I converted it into a command-line program. This makes it ripe for use with a script to generate the engraving code and output it to Axis
Below is an example bash script called serial-engrave, just relies upon a file called serial-num which holds the current serial number and is incremented at each use
It takes one command line parameter, which is the path of the file to output to and then load into Axis.
and the result is
regards
Another possibility, can never have too many choices!
A while back I re-wrote Lawrence Glaisters engrave-11.py, to engrave multiple lines with optional indents etc.
wiki.linuxcnc.org/cgi-bin/wiki.pl?Simple...t_Engraving_Software
In the process I converted it into a command-line program. This makes it ripe for use with a script to generate the engraving code and output it to Axis
Below is an example bash script called serial-engrave, just relies upon a file called serial-num which holds the current serial number and is incremented at each use
It takes one command line parameter, which is the path of the file to output to and then load into Axis.
#!/bin/bash
if [ ! $# -ge 1 ]; then
echo "Usage: serial-engrave filename"
exit 1
fi
value=$(</usr/local/conf/serial-num)
line="engrave-lines.py -S0.4 -s0.5 -0Workpiece-Serial$value"
load="axis-remote $1"
$line > $1
((value++))
echo $value > /usr/local/conf/serial-num
$load
exit 0and the result is
regards
Last edit: 21 Jan 2013 23:06 by ArcEye.
Please Log in or Create an account to join the conversation.
- wbeppler
- Offline
- New Member
-
21 Jan 2013 19:01 #28913
by wbeppler
###########################
Elektronik u. Softwareentwicklung
###########################
Wolftec GmbH
Wolfgang Beppler
Kratellen 23
DE-78355 Hohenfels-Kalkofen
This email address is being protected from spambots. You need JavaScript enabled to view it.
############################
Replied by wbeppler on topic automated change nc-program possible ?
hi thanks !!!!
i think this is a realy good kind to begin my project.
i had a look to Lawrence Glaister interface, its nearly like my spezification.
if i increment the number by a external job and reload in axis (automated), is ist possible to start the programm without user who press any button ? automated (sorry my english ist not so good)
thanks for this great information
wolfgang
i think this is a realy good kind to begin my project.
i had a look to Lawrence Glaister interface, its nearly like my spezification.
if i increment the number by a external job and reload in axis (automated), is ist possible to start the programm without user who press any button ? automated (sorry my english ist not so good)
thanks for this great information
wolfgang
###########################
Elektronik u. Softwareentwicklung
###########################
Wolftec GmbH
Wolfgang Beppler
Kratellen 23
DE-78355 Hohenfels-Kalkofen
This email address is being protected from spambots. You need JavaScript enabled to view it.
############################
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 24
- Thank you received: 758
21 Jan 2013 19:56 - 21 Jan 2013 19:57 #28915
by ArcEye
Replied by ArcEye on topic automated change nc-program possible ?
Hi
Yes it is possible, but you need to understand how potentially dangerous it could be.
The Axis hack below automatically runs any program which is loaded remotely, so does not affect normal file loads.
The code is a direct lift from the run_task() function lower down the file, but as it was not defined yet it was easier just to copy the code in.
It is at about line 1886 of axis (but my copy is already heavily hacked so that may be out)
This is most definitely not warranted fit for anything and may cause damage and/or injury if not used in carefully controlled circumstances.
You need to load the files by hand and run them normally to ensure that everything behaves as expected before attempting to use this to automate the program run.
regards
Yes it is possible, but you need to understand how potentially dangerous it could be.
The Axis hack below automatically runs any program which is loaded remotely, so does not affect normal file loads.
The code is a direct lift from the run_task() function lower down the file, but as it was not defined yet it was easier just to copy the code in.
It is at about line 1886 of axis (but my copy is already heavily hacked so that may be out)
def remote (cmd,arg=""):
if cmd == "clear_live_plot":
commands.clear_live_plot()
return ""
if running():
return _("axis cannot accept remote command while running")
if cmd == "open_file_name":
commands.open_file_name(arg)
## hacked to automatically run when a file is loaded remotely
global program_start_line, program_start_line_last
program_start_line_last = program_start_line;
ensure_mode(linuxcnc.MODE_AUTO)
c.auto(linuxcnc.AUTO_RUN, program_start_line)
program_start_line = 0
t.tag_remove("ignored", "0.0", "end")
o.set_highlight_line(None)
## end hack
elif cmd == "send_mdi_command":
commands.send_mdi_command(arg)
elif cmd == "reload_file":
commands.reload_file()
elif cmd == "destroy":
root_window.tk.call("destroy", ".")
return ""This is most definitely not warranted fit for anything and may cause damage and/or injury if not used in carefully controlled circumstances.
You need to load the files by hand and run them normally to ensure that everything behaves as expected before attempting to use this to automate the program run.
regards
Last edit: 21 Jan 2013 19:57 by ArcEye.
The following user(s) said Thank You: wbeppler
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 24
- Thank you received: 758
21 Jan 2013 22:55 #28920
by ArcEye
Replied by ArcEye on topic automated change nc-program possible ?
Hi Again
Have come to a more elegant and safer solution on the same lines.
I have added a --run / -R switch to axis-remote. This passes the command run_command to Axis which in turn runs the currently loaded file.
You can still run automatically via a script, it just requires a specific axis-remote --run command after the required file has been loaded.
Prevents any issues regards giving one command and getting two actions, which makes me happier with it
Axis hack is now
and the modified copy of axis-remote is below
regards
Have come to a more elegant and safer solution on the same lines.
I have added a --run / -R switch to axis-remote. This passes the command run_command to Axis which in turn runs the currently loaded file.
You can still run automatically via a script, it just requires a specific axis-remote --run command after the required file has been loaded.
Prevents any issues regards giving one command and getting two actions, which makes me happier with it
Axis hack is now
def remote (cmd,arg=""):
if cmd == "clear_live_plot":
commands.clear_live_plot()
return ""
if running():
return _("axis cannot accept remote command while running")
if cmd == "open_file_name":
commands.open_file_name(arg)
## Added
elif cmd == "run_command":
global program_start_line, program_start_line_last
program_start_line_last = program_start_line;
ensure_mode(linuxcnc.MODE_AUTO)
c.auto(linuxcnc.AUTO_RUN, program_start_line)
program_start_line = 0
t.tag_remove("ignored", "0.0", "end")
o.set_highlight_line(None)
##
elif cmd == "send_mdi_command":
commands.send_mdi_command(arg)
elif cmd == "reload_file":
commands.reload_file()
elif cmd == "destroy":
root_window.tk.call("destroy", ".")
return ""and the modified copy of axis-remote is below
regards
The following user(s) said Thank You: wbeppler
Please Log in or Create an account to join the conversation.
- wbeppler
- Offline
- New Member
-
22 Jan 2013 02:37 #28928
by wbeppler
###########################
Elektronik u. Softwareentwicklung
###########################
Wolftec GmbH
Wolfgang Beppler
Kratellen 23
DE-78355 Hohenfels-Kalkofen
This email address is being protected from spambots. You need JavaScript enabled to view it.
############################
Replied by wbeppler on topic automated change nc-program possible ?
wow !
people of this forum are fast !
today i did first steps in learning more about the background of emc2 and axis and ...and...and...gcode....
so i need some time to try all the solutions, but now i know that the project i hope to get as job, is possible to realize with emc2
my next step is to make a input-field for the text (axis-frontend) an generate from there the nc-program.
my questions:
how can i give the var's (like serial-number to engrave) from axis into my g-code as #1 or so? (stupid question for most, i know, but i search for one example)
how can i send a var (this my text) as parameter to a external program ?
thanks ! it makes fun to work here
people of this forum are fast !
today i did first steps in learning more about the background of emc2 and axis and ...and...and...gcode....
so i need some time to try all the solutions, but now i know that the project i hope to get as job, is possible to realize with emc2
my next step is to make a input-field for the text (axis-frontend) an generate from there the nc-program.
my questions:
how can i give the var's (like serial-number to engrave) from axis into my g-code as #1 or so? (stupid question for most, i know, but i search for one example)
how can i send a var (this my text) as parameter to a external program ?
thanks ! it makes fun to work here
###########################
Elektronik u. Softwareentwicklung
###########################
Wolftec GmbH
Wolfgang Beppler
Kratellen 23
DE-78355 Hohenfels-Kalkofen
This email address is being protected from spambots. You need JavaScript enabled to view it.
############################
Please Log in or Create an account to join the conversation.
Time to create page: 0.080 seconds