Help me. I can't compensate the tool. G41/G42
- Marfil
- Offline
- Senior Member
-

Less
More
- Posts: 48
- Thank you received: 3
04 Apr 2016 00:57 #72664
by Marfil
Help me. I can't compensate the tool. G41/G42 was created by Marfil
Hi people. I'm really sorry for the question but I really don't understand where's my problem.
The simple ngc file is this.
M08 F1200 G40 G17 G21
G10 L1 P1 R3.125 Z1
T1 M6
G0 Z10
M03 s10000
G42
G1 Z-5
G1 X25.4 Y25.4
Y101
X101
Y 25.4
X25.4
G40
G0 Z10
T0 M6
M2
In order to compensate the tool, I tried several times in diferent ways but the answer is the same.
"Length of cutter compensation entry move is not greater than the tool radius"
I used G43 H1, and remove it and is the same.
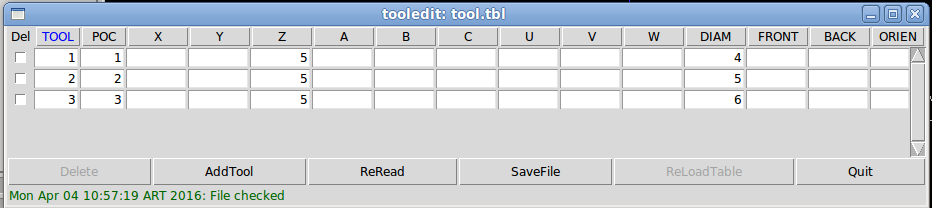
The tool table:
Tool:1
Poc:1
z: 7
Diam:6.25
Comment: 1/4" fresa plana y recta
Coult you help me?
Thanks in advance
The simple ngc file is this.
M08 F1200 G40 G17 G21
G10 L1 P1 R3.125 Z1
T1 M6
G0 Z10
M03 s10000
G42
G1 Z-5
G1 X25.4 Y25.4
Y101
X101
Y 25.4
X25.4
G40
G0 Z10
T0 M6
M2
In order to compensate the tool, I tried several times in diferent ways but the answer is the same.
"Length of cutter compensation entry move is not greater than the tool radius"
I used G43 H1, and remove it and is the same.
The tool table:
Tool:1
Poc:1
z: 7
Diam:6.25
Comment: 1/4" fresa plana y recta
Coult you help me?
Thanks in advance
Please Log in or Create an account to join the conversation.
- kornphlake79
- Offline
- Senior Member
-
Less
More
- Posts: 52
- Thank you received: 10
04 Apr 2016 05:15 - 04 Apr 2016 05:18 #72676
by kornphlake79
Replied by kornphlake79 on topic Help me. I can't compensate the tool. G41/G42
I believe you need to plunge inside the pocket you are trying to mill some distance greater than the tool radius. Try adding:
G1 X30 Y30
Just above the line containing G42.
This will give a little bit of a lead in to the cut, I am assuming it is a pocket so plunging inside the pocket then moving to the edge won't be a problem, if this is a problem at this location, you may need to modify the location to somewhere that works better.
G1 X30 Y30
Just above the line containing G42.
This will give a little bit of a lead in to the cut, I am assuming it is a pocket so plunging inside the pocket then moving to the edge won't be a problem, if this is a problem at this location, you may need to modify the location to somewhere that works better.
Last edit: 04 Apr 2016 05:18 by kornphlake79.
Please Log in or Create an account to join the conversation.
- Marfil
- Offline
- Senior Member
-
Less
More
- Posts: 48
- Thank you received: 3
04 Apr 2016 14:03 #72716
by Marfil
Replied by Marfil on topic Help me. I can't compensate the tool. G41/G42
I tried. Nothing change. ¿  ?
?
M08 F1200 G40 G17 G21
G10 L1 P3 R4 Z4
T3 M6
G0 Z10
M03 s10000
G1 x30 y30
G42
G1 Z-5
G1 X25.4 Y25.4
Y101
X101
Y 25.4
X25.4
G40
G0 Z10
T0 M6
M2
?
M08 F1200 G40 G17 G21
G10 L1 P3 R4 Z4
T3 M6
G0 Z10
M03 s10000
G1 x30 y30
G42
G1 Z-5
G1 X25.4 Y25.4
Y101
X101
Y 25.4
X25.4
G40
G0 Z10
T0 M6
M2
Please Log in or Create an account to join the conversation.
- Marfil
- Offline
- Senior Member
-
Less
More
- Posts: 48
- Thank you received: 3
04 Apr 2016 14:48 - 08 Apr 2016 22:57 #72721
by Marfil
Replied by Marfil on topic Help me. I can't compensate the tool. G41/G42
Good news!!! Looking in other ngc file with the same problem (a circle in this case) I discover the following- Is the position inside the file of G41/42 the problem (please compare both files). It is crazy but is easy to understand when you got it.
The right file is the following This file works fine.
M08 F1200 G40 G17 G21
G10 L1 P3 R4 Z4
T3 M6
G0 Z10
M03 s10000
G1 x15 y15
G1 Z-5
G41
G1 X25.4 Y25.4
Y101
X101
Y 25.4
X25.4
x15 y 15
G40
G0 Z10
M2
Thanks for your support.
The right file is the following This file works fine.
M08 F1200 G40 G17 G21
G10 L1 P3 R4 Z4
T3 M6
G0 Z10
M03 s10000
G1 x15 y15
G1 Z-5
G41
G1 X25.4 Y25.4
Y101
X101
Y 25.4
X25.4
x15 y 15
G40
G0 Z10
M2
Thanks for your support.
Last edit: 08 Apr 2016 22:57 by Marfil.
Please Log in or Create an account to join the conversation.
Time to create page: 0.128 seconds