Gcode Works in Sim, Arc Radius Error in Live
- apt403
- Offline
- New Member
-

Less
More
- Posts: 10
- Thank you received: 1
03 May 2016 06:49 - 03 May 2016 06:50 #74158
by apt403
Gcode Works in Sim, Arc Radius Error in Live was created by apt403
I've got a strange problem. I have a 2.7.4 install driving a gantry router, along with a second box in the office running a vanilla install of Ubuntu 10.4 with the sim package. On the simulation machine, Gcode runs fine, but on the production machine, most of the time I get an arc radius error.
Here's a snippet, error is called on line 16, with the CCW arc. This always seem to happen on G2/G3 moves.
Here's a snippet, error is called on line 16, with the CCW arc. This always seem to happen on G2/G3 moves.
(T1 D=0.125 CR=0. - ZMIN=-0.375 - FLAT END MILL)
N10 G90 G94 G17 G91.1
N15 G20
N20 G53 G0 Z0.
(2D ADAPTIVE1)
N25 M9
N30 T1 M6
N35 S1000 M3
N40 G54
N45 M8
N55 G0 X0.7935 Y1.7053
N60 G43 Z0.6 H1
N65 G0 Z0.2
N70 Z0.1325
N75 G1 Z0.12 F30.
N80 G3 X0.7065 Y1.7861 Z0.1135 I-0.0435 J0.0404
N85 X0.7935 Y1.7053 Z0.107 I0.0435 J-0.0404
N90 X0.7065 Y1.7861 Z0.1005 I-0.0435 J0.0404
N95 X0.7935 Y1.7053 Z0.0939 I0.0435 J-0.0404
N100 X0.7065 Y1.7861 Z0.0874 I-0.0435 J0.0404
N105 X0.7935 Y1.7053 Z0.0809 I0.0435 J-0.0404
Last edit: 03 May 2016 06:50 by apt403.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4761
- Thank you received: 1462
03 May 2016 13:18 #74174
by Todd Zuercher
Replied by Todd Zuercher on topic Gcode Works in Sim, Arc Radius Error in Live
Are both the sim and real machines running the same versions of Linuxcnc on the same distro?
Usually this is caused by an arc tolerance setting in your CAM program that is too loose causing the end point of the G2/3 command not falling on the arc specified by the I/J words (a rounding error). Linuxcnc can be a little pickier about this than some other controls.
Usually this is caused by an arc tolerance setting in your CAM program that is too loose causing the end point of the G2/3 command not falling on the arc specified by the I/J words (a rounding error). Linuxcnc can be a little pickier about this than some other controls.
Please Log in or Create an account to join the conversation.
- apt403
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 1
03 May 2016 16:26 #74184
by apt403
Replied by apt403 on topic Gcode Works in Sim, Arc Radius Error in Live
Thanks for taking the time to reply - I know the arc radius problem has been covered extensively in the past.
The sim machine is running Ubuntu 10.04 with the LinuxCNC sim package (2.5.1) installed per:
www.gano.name/shawn/CNC/files/8ce259b0ce...d251dc32859d-13.html
The live machine is running the 2.7.4 .iso image available on the main site, updated to the latest LinuxCNC version in the repos. I believe it's 2.8. I'll get the exact version number when I've got access to the box later today.
Is there any obvious reason that the program would load fine in the sim, while being rejected by the live machine?
CAM package is Autodesk HSM with the generic EMC2 (you'd think they would update the file name) milling post, btw.
The sim machine is running Ubuntu 10.04 with the LinuxCNC sim package (2.5.1) installed per:
www.gano.name/shawn/CNC/files/8ce259b0ce...d251dc32859d-13.html
The live machine is running the 2.7.4 .iso image available on the main site, updated to the latest LinuxCNC version in the repos. I believe it's 2.8. I'll get the exact version number when I've got access to the box later today.
Is there any obvious reason that the program would load fine in the sim, while being rejected by the live machine?
CAM package is Autodesk HSM with the generic EMC2 (you'd think they would update the file name) milling post, btw.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1462
03 May 2016 16:46 #74185
by Todd Zuercher
Replied by Todd Zuercher on topic Gcode Works in Sim, Arc Radius Error in Live
Yes there is. I believe that there was some fiddling done with the arc tolerances between linuxcnc 2.5 and 2.7. But I thought that they were actually loosened, so I would have thought that your v2.5 sim machine would have been less forgiving. That could have all gone out the window with the introduction of the new tool planner in v2.7.
Verson 2.8 is not yet released and is the unstable experimental version. So unless you've switched to Master, you are most likely running the latest stable version 2.7.4.
Verson 2.8 is not yet released and is the unstable experimental version. So unless you've switched to Master, you are most likely running the latest stable version 2.7.4.
The following user(s) said Thank You: apt403
Please Log in or Create an account to join the conversation.
- apt403
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 1
03 May 2016 19:32 #74192
by apt403
Replied by apt403 on topic Gcode Works in Sim, Arc Radius Error in Live
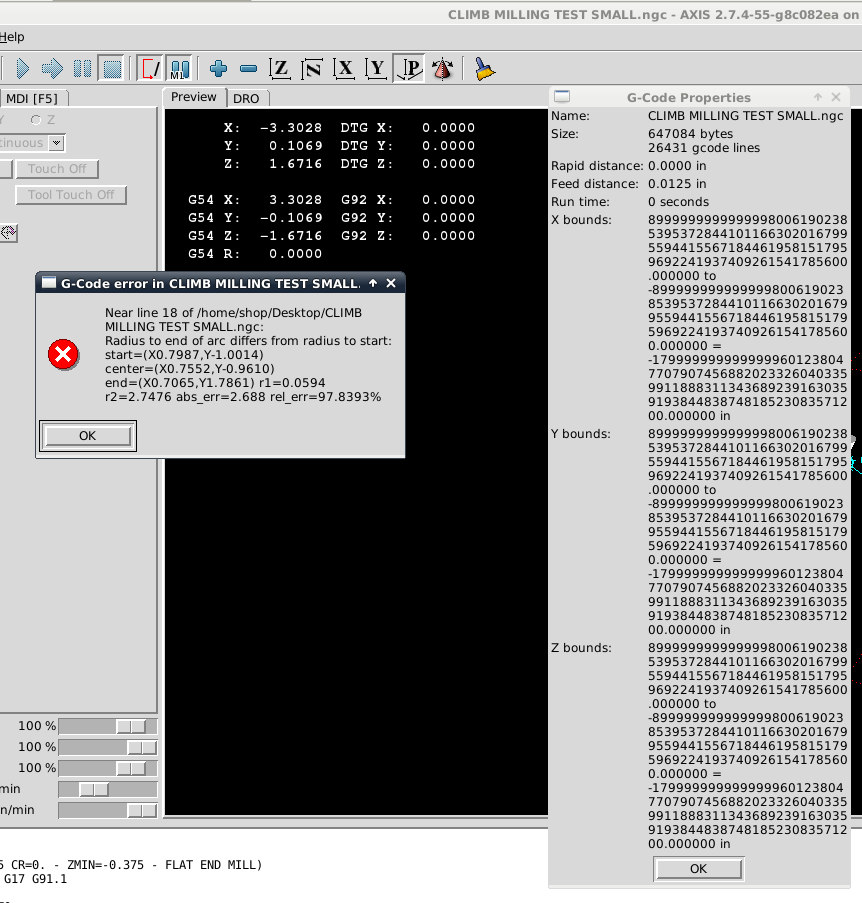
You were right - I did have the Master branch selected. LinuxCNC v2.8.0-pre-1578-gb1fb19c. I downgraded to 2.7.4.55, but the problem persists. Attached is the full .ngc as a .txt (different file, same problem), and a screenshot (note the crazy XYZ boundaries) of loading same.
Re: loosened tolerances. Are you referring to this thread?
Arc Tolerance
I'm not sure if the patch made it through to 2.8 or 2.7. I attempted to apply the TOLERANCE_INCH, TOLERANCE_MM settings in my .ini file last week, but it didn't seem to have an effect.
I'm considering attempting to install the 2.5.1 release on my live machine, but would much rather stick with a more recent version if possible.
Re: loosened tolerances. Are you referring to this thread?
Arc Tolerance
I'm not sure if the patch made it through to 2.8 or 2.7. I attempted to apply the TOLERANCE_INCH, TOLERANCE_MM settings in my .ini file last week, but it didn't seem to have an effect.
I'm considering attempting to install the 2.5.1 release on my live machine, but would much rather stick with a more recent version if possible.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1462
03 May 2016 20:32 - 03 May 2016 20:33 #74196
by Todd Zuercher
Replied by Todd Zuercher on topic Gcode Works in Sim, Arc Radius Error in Live
There is something fishy going on. The line where the error is occurring N80 is G3 X0.7065 Y1.7861 Z0.1135 I-0.0435 J0.0404. The X and Y of that line corrispond to the end point of the arc (see your error message). What I'm trying to grasp is where the beginning point is coming from. That is the real source of your problem. That should be from N55 G0 X0.7935 Y1.7053, which should be right and wouldn't give an error. But there seems to be some offset sneeking in somewhere throwing everything off (X0.7987 Y-01.0014). Do you have X or Y coordinates specified for T1 in your tool table?
Last edit: 03 May 2016 20:33 by Todd Zuercher.
The following user(s) said Thank You: apt403
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4761
- Thank you received: 1462
03 May 2016 20:44 #74198
by Todd Zuercher
Replied by Todd Zuercher on topic Gcode Works in Sim, Arc Radius Error in Live
Perhaps adding X0.7935 Y1.7053 to line N75 might help?
(T1 D=0.125 CR=0. - ZMIN=-0.375 - FLAT END MILL)
N10 G90 G94 G17 G91.1
N15 G20
N20 G53 G0 Z0.
(2D ADAPTIVE1)
N25 M9
N30 T1 M6
N35 S1000 M3
N40 G54
N45 M8
N55 G0 X0.7935 Y1.7053
N60 G43 Z0.6 H1
N65 G0 Z0.2
N70 Z0.1325
N75 G1 X0.7935 Y1.7053 Z0.12 F30.
N80 G3 X0.7065 Y1.7861 Z0.1135 I-0.0435 J0.0404
N85 X0.7935 Y1.7053 Z0.107 I0.0435 J-0.0404
N90 X0.7065 Y1.7861 Z0.1005 I-0.0435 J0.0404
N95 X0.7935 Y1.7053 Z0.0939 I0.0435 J-0.0404
N100 X0.7065 Y1.7861 Z0.0874 I-0.0435 J0.0404
N105 X0.7935 Y1.7053 Z0.0809 I0.0435 J-0.0404Please Log in or Create an account to join the conversation.
- apt403
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 1
03 May 2016 21:15 #74201
by apt403
Replied by apt403 on topic Gcode Works in Sim, Arc Radius Error in Live
Many thanks for the help - I'll check on the tool table and try adding the G1 move tonight.
Really glad there's nothing glaringly wrong with the code my CAM package is putting out - I've been trying to tackle this for about a month now, started to think I was loosing it.
Really glad there's nothing glaringly wrong with the code my CAM package is putting out - I've been trying to tackle this for about a month now, started to think I was loosing it.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19876
- Thank you received: 4642
04 May 2016 14:21 #74226
by andypugh
Replied by andypugh on topic Gcode Works in Sim, Arc Radius Error in Live
There is something very peculiar with the XYZ bounds in that G-code properties window.
It reminds me of a problem I saw _inside_ Inventor HSM, in their G-code preview editor.
The problem there was that their EMC post inserts a G91.1 command to make arc-centres relative, but their G-code previewer does not understand G91.1 and interprets it as G91.
I wonder if this is the problem here? You almost certainly want to make sure that you are running in G90 mode and G91.1 mode.
It reminds me of a problem I saw _inside_ Inventor HSM, in their G-code preview editor.
The problem there was that their EMC post inserts a G91.1 command to make arc-centres relative, but their G-code previewer does not understand G91.1 and interprets it as G91.
I wonder if this is the problem here? You almost certainly want to make sure that you are running in G90 mode and G91.1 mode.
Please Log in or Create an account to join the conversation.
- apt403
- Offline
- New Member
-
Less
More
- Posts: 10
- Thank you received: 1
04 May 2016 16:11 #74235
by apt403
Tool offsets! Yes! If you're ever in Washington state, I owe you a bottle of something good. Or shoot me a mailing address, I'll send it via UPS!
Not sure how X/Y offsets got added to the table, I can't remember ever adding them myself.
Wow, weeks of slamming my head against this problem, and it was in the tool table. Welp, at least I learned a lot about gcode, milling posts, and the interworkings of LinuxCNC.
THANK YOU!
Replied by apt403 on topic Gcode Works in Sim, Arc Radius Error in Live
...
Do you have X or Y coordinates specified for T1 in your tool table?
Tool offsets! Yes! If you're ever in Washington state, I owe you a bottle of something good. Or shoot me a mailing address, I'll send it via UPS!
Not sure how X/Y offsets got added to the table, I can't remember ever adding them myself.
Wow, weeks of slamming my head against this problem, and it was in the tool table. Welp, at least I learned a lot about gcode, milling posts, and the interworkings of LinuxCNC.
THANK YOU!
Please Log in or Create an account to join the conversation.
Time to create page: 0.156 seconds